Automobile Industry
Automotive Laser Manufacturing























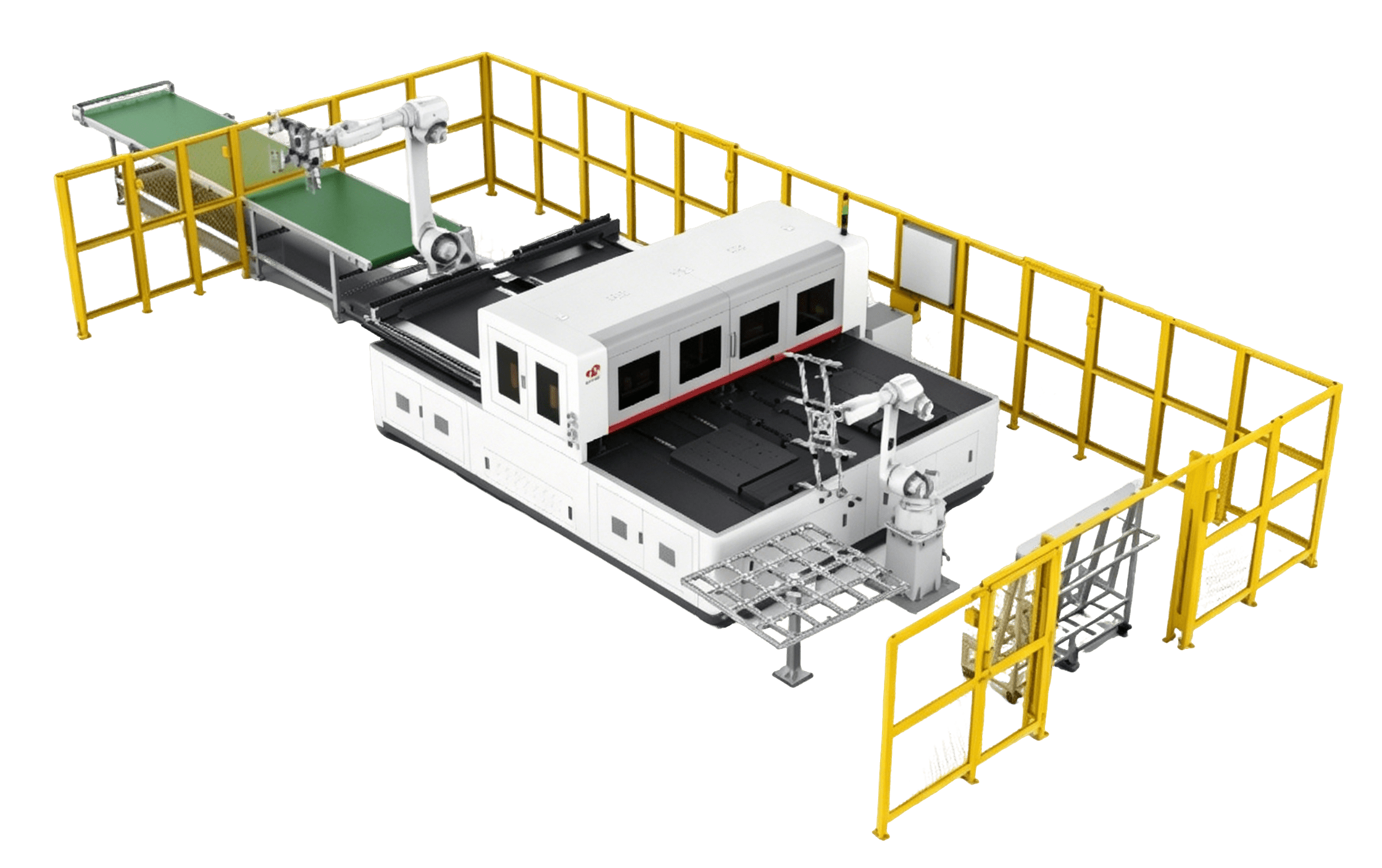







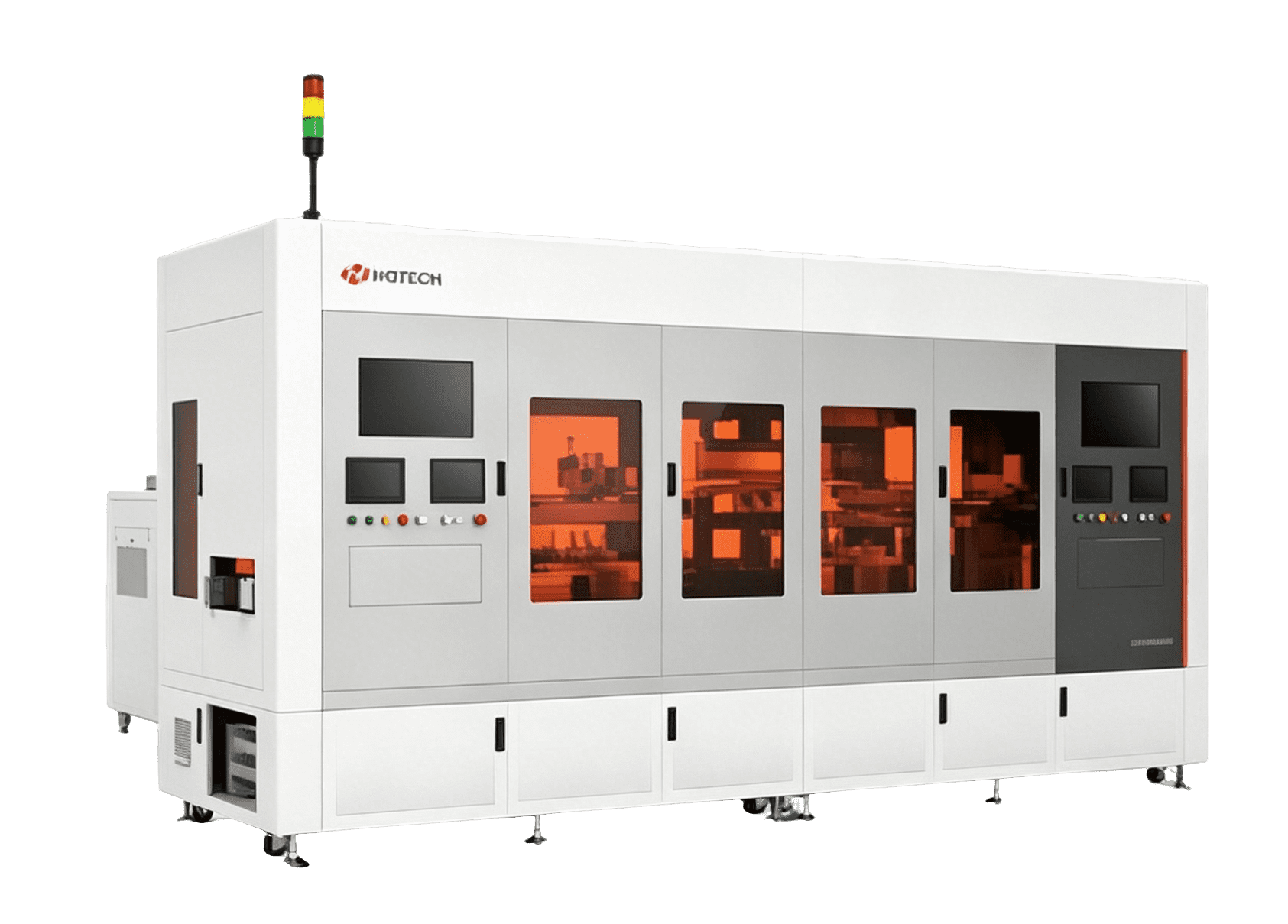













































The reasonable selection of welding methods and processes in the battery production process is very important, which will directly affect the production cost, quality and safety performance of the battery. As an advanced new welding method, the battery laser welding process is being widely used.

The principle of battery laser welding
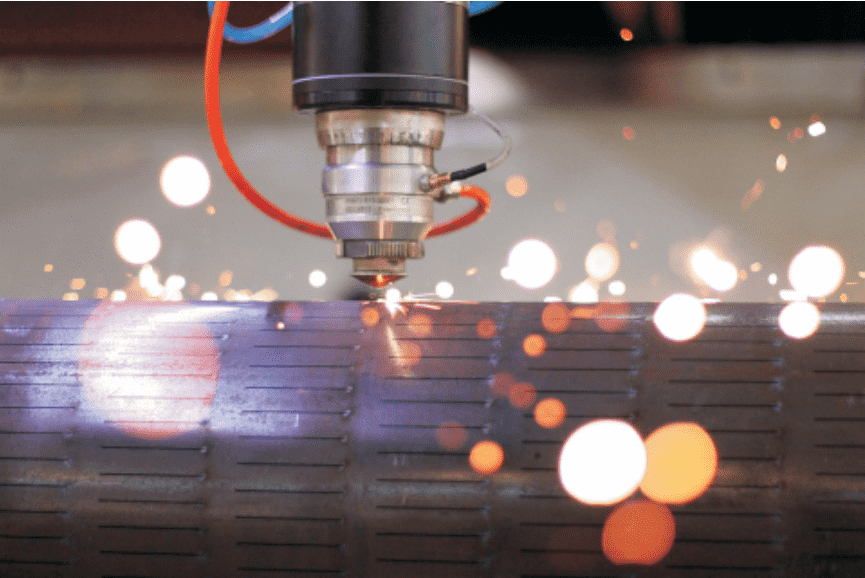
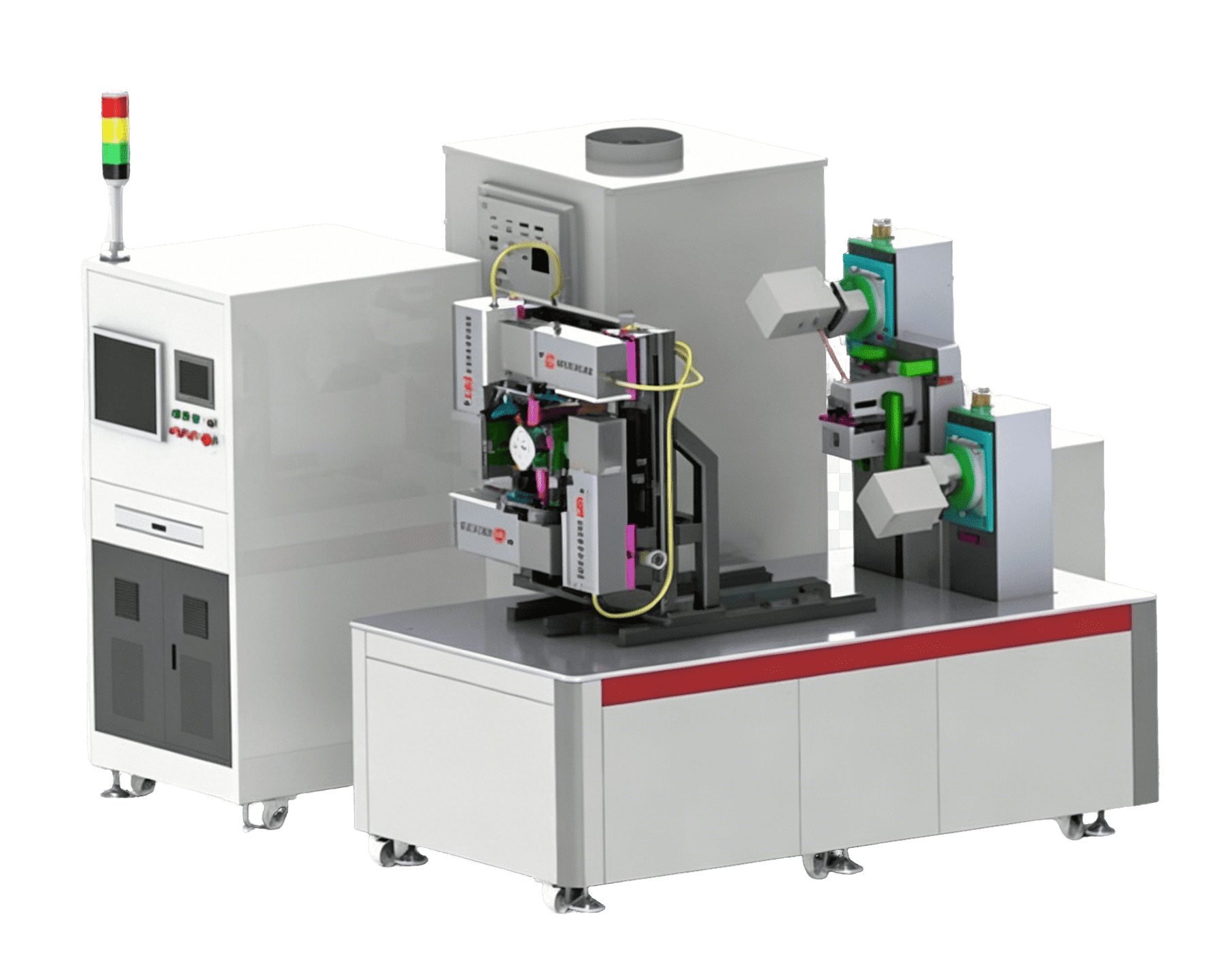
Battery laser welding is to focus the laser beam on a small workpiece area through an optical system, and use its excellent directionality and high power density to process, so that the workpiece forms a heat source area with high energy concentration in a very short period of time. The workpiece is melted and a strong weld point and seam are formed to complete the welding task.
Advantages of battery laser welding process
The battery laser welding process has concentrated energy, high welding precision, high efficiency and firm welding. The laser beam is easy to focus, flexible and convenient, and can be redirected between fixtures or obstacles around the workpiece, the welding energy can be precisely controlled, the welding effect is stable, and the welding appearance is good. The heat input in the whole welding process is small, the heat affected area is small, and the deformation and residual stress of the workpiece are small. Battery laser welding, non-contact welding, optical fiber transmission, good accessibility and high degree of automation. When welding thin battery materials or thin-diameter wires, there will be no trouble of melting back. Battery laser welding can provide high-strength welding for various material combinations, especially when welding between copper and aluminum materials.
Workpiece condition attention
Battery laser welding requires the edge of the battery workpiece to be connected and processed, which requires high precision, the spot and the weld are strictly aligned, and the original assembly accuracy of the workpiece and the focus of the spot cannot be changed during the welding process due to welding heat transfer. This is because the laser spot is small, the weld seam is narrow, and fillers do not need to be added. Generally, the gap between the butt joint assembly of the plates and the deviation of the light spot to the seam should not be greater than 0.1mm, and the wrong side should not be greater than 0.2mm. To obtain a good welding effect, the allowable butt gap and overlap gap should be controlled within 10% of the thickness of the sheet.








