Automobile Industry
Automotive Laser Manufacturing



















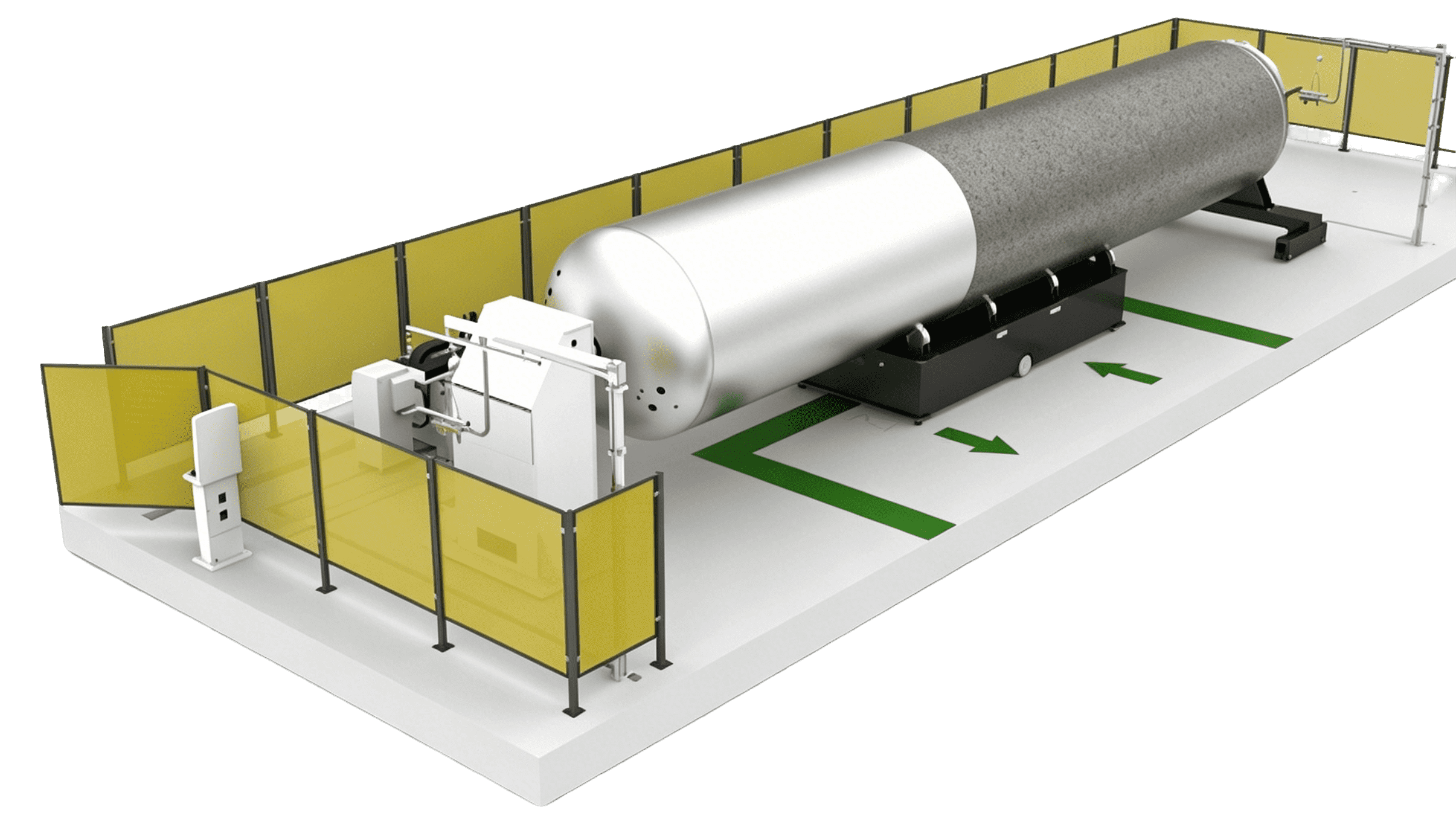





























































Power batteries are the core components of new energy vehicles, and welding is an indispensable part in the production of power batteries. The reasonable selection of welding methods and processes in the manufacturing process of power lithium batteries will directly affect the cost, quality, safety and consistency of batteries.

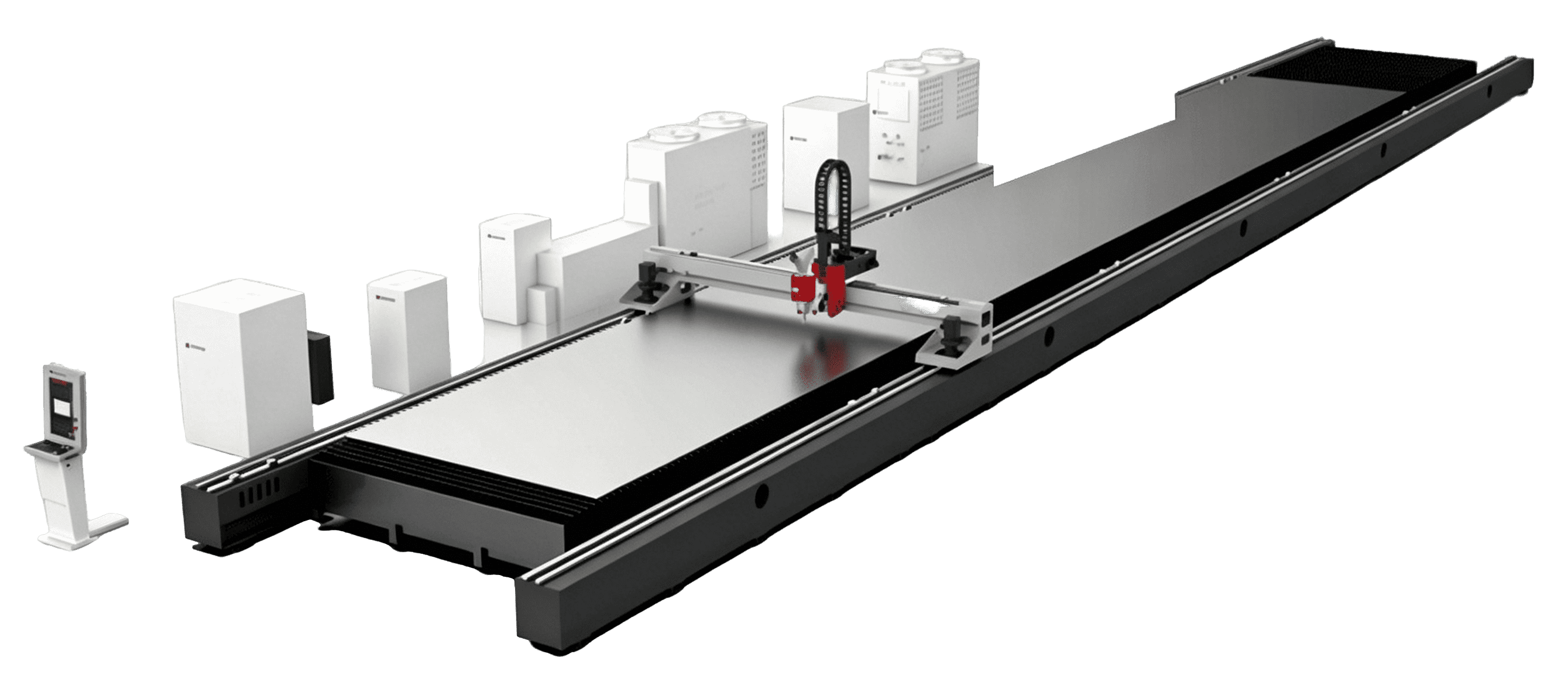
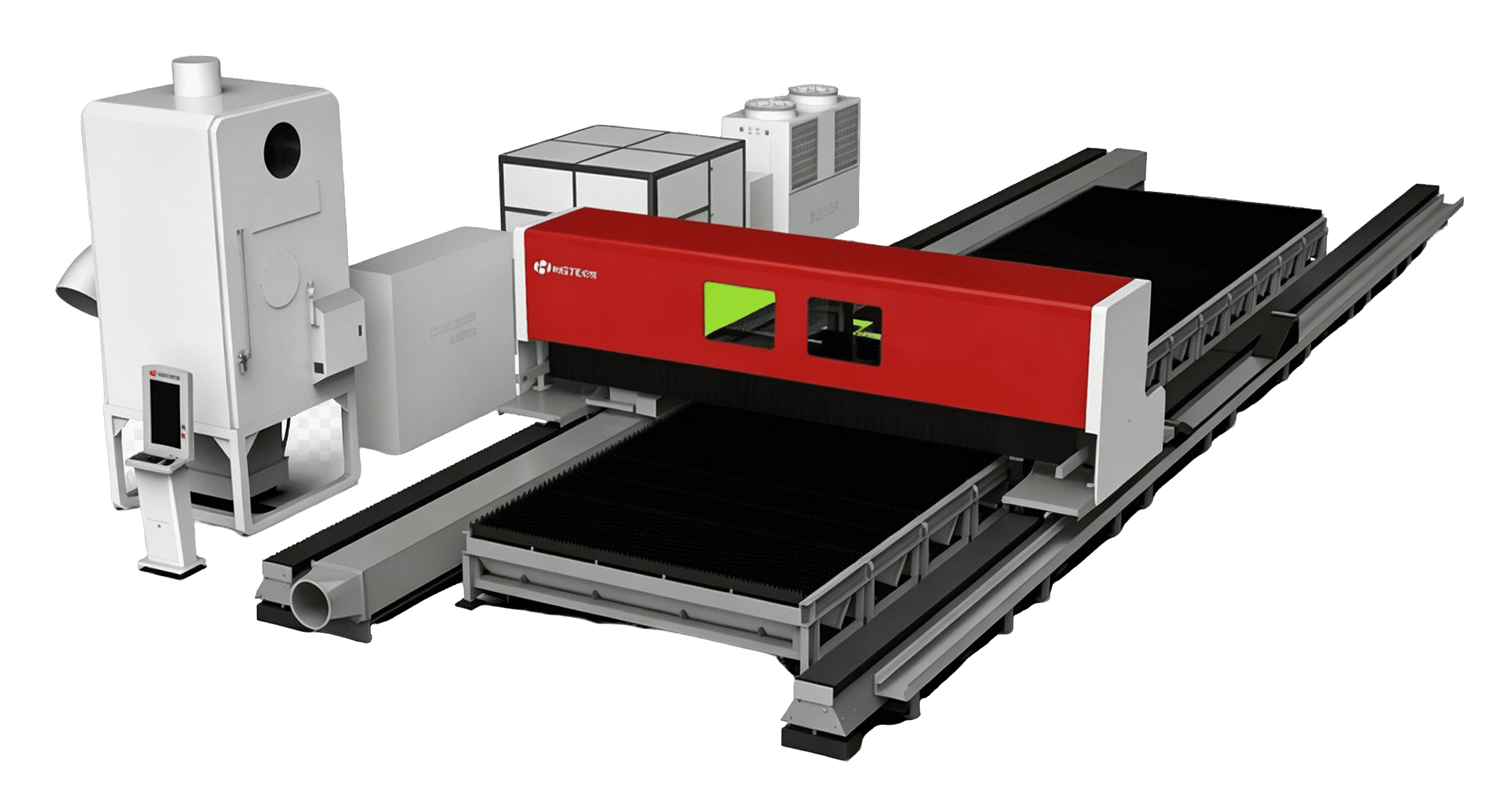
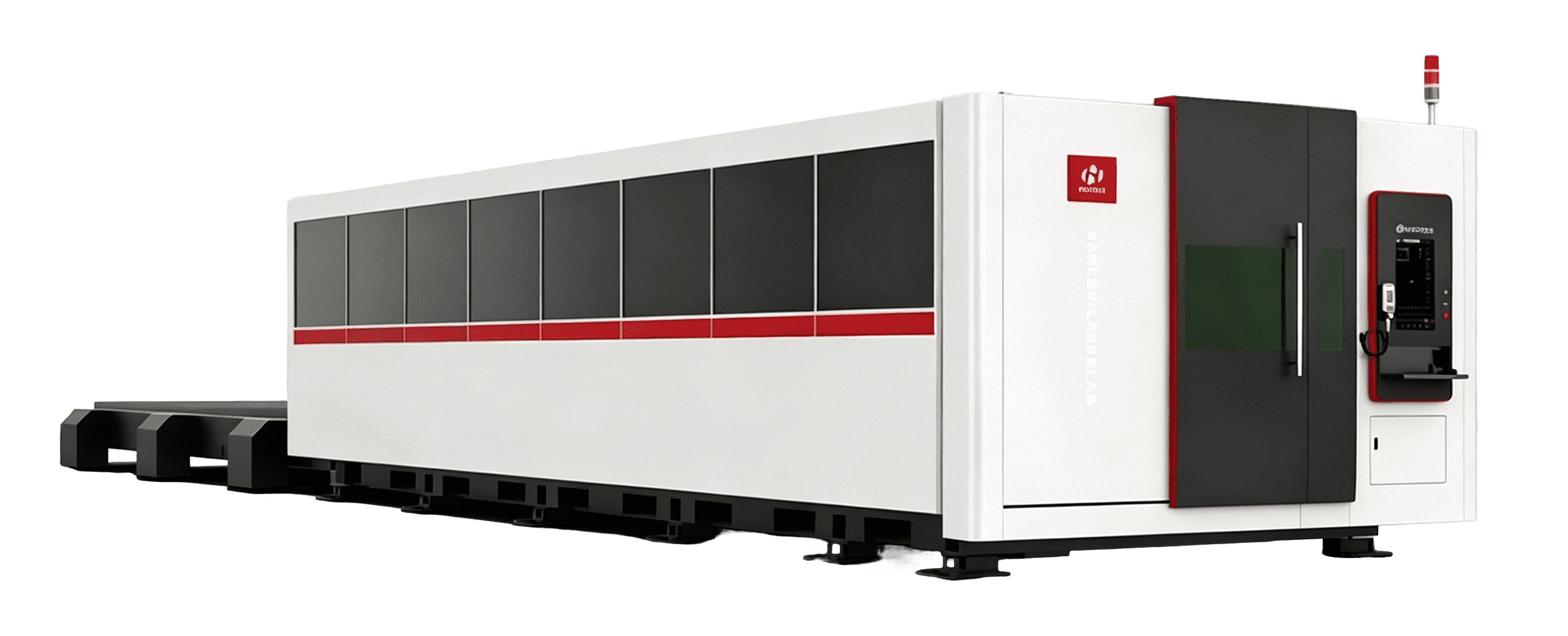
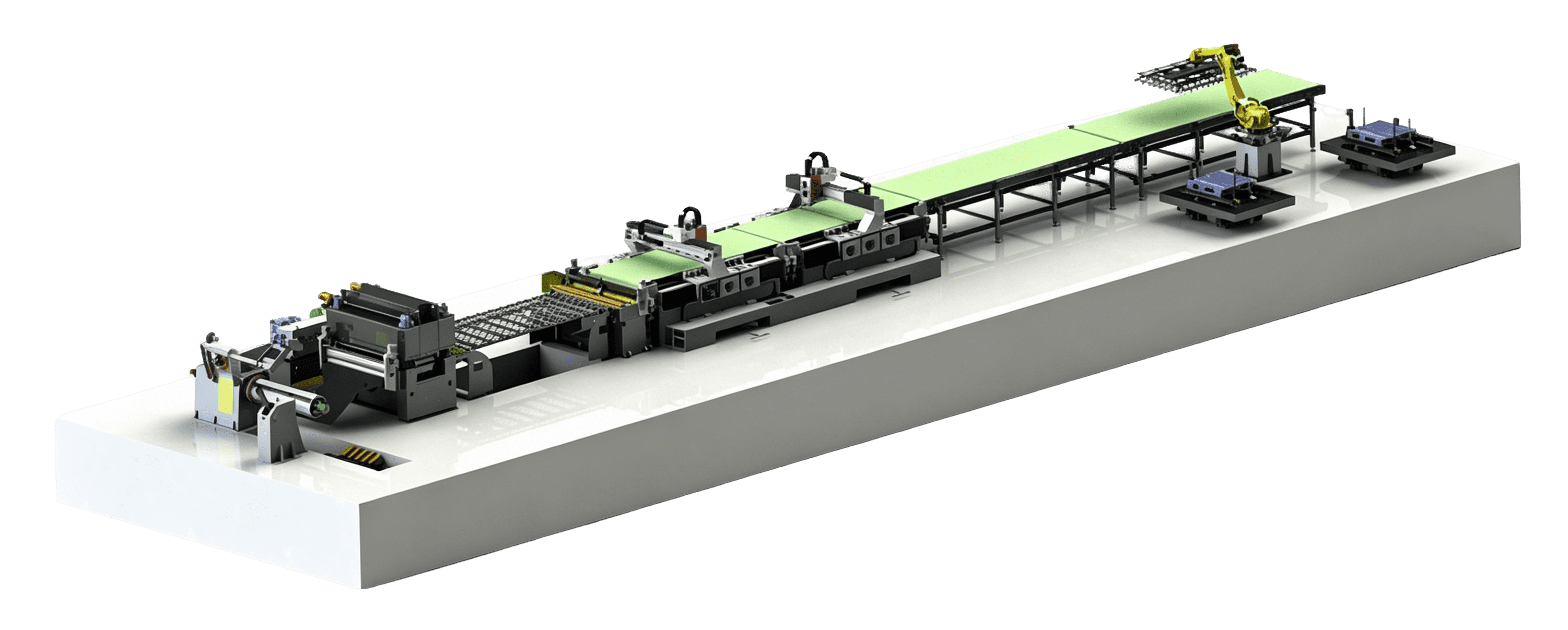
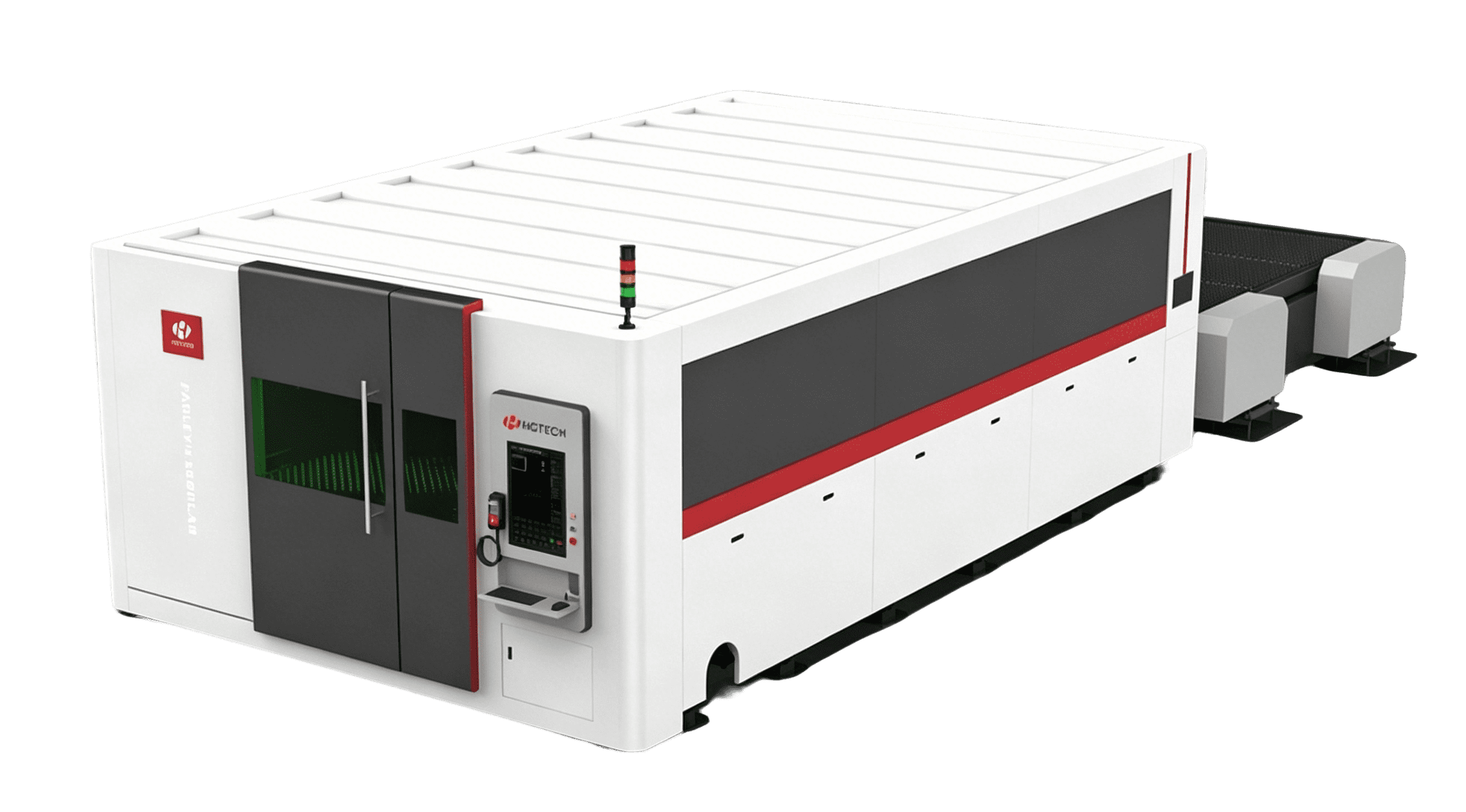
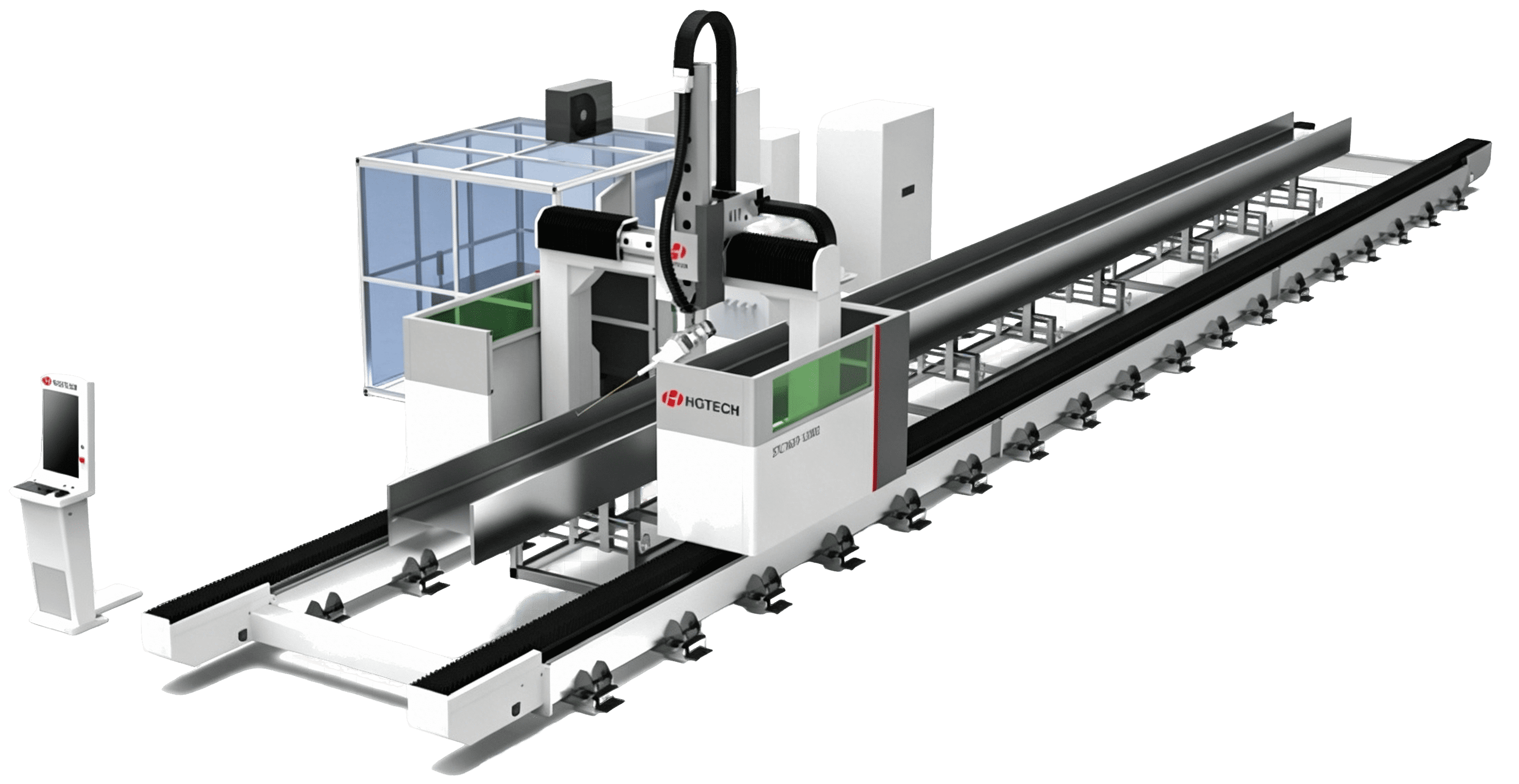
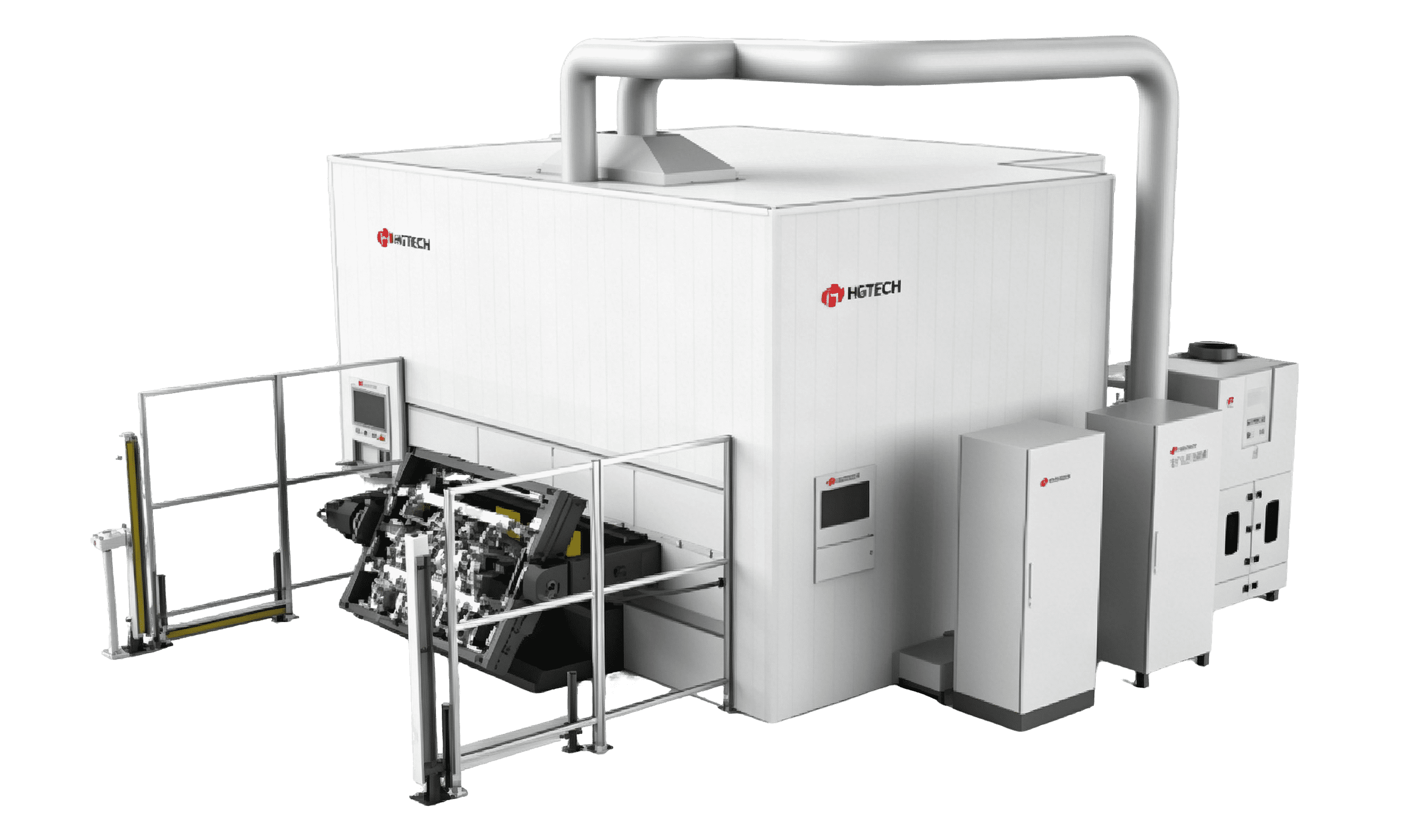
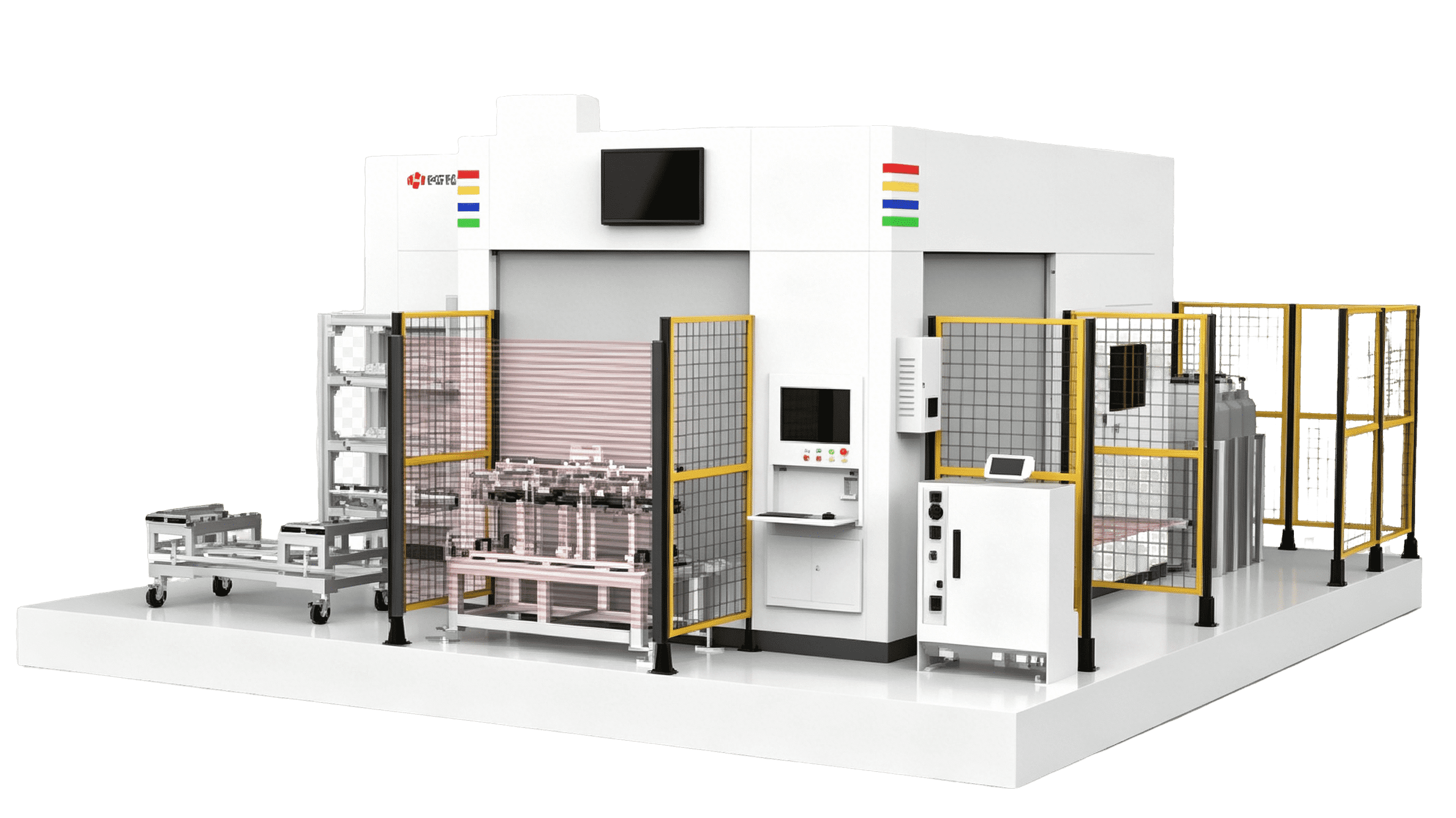
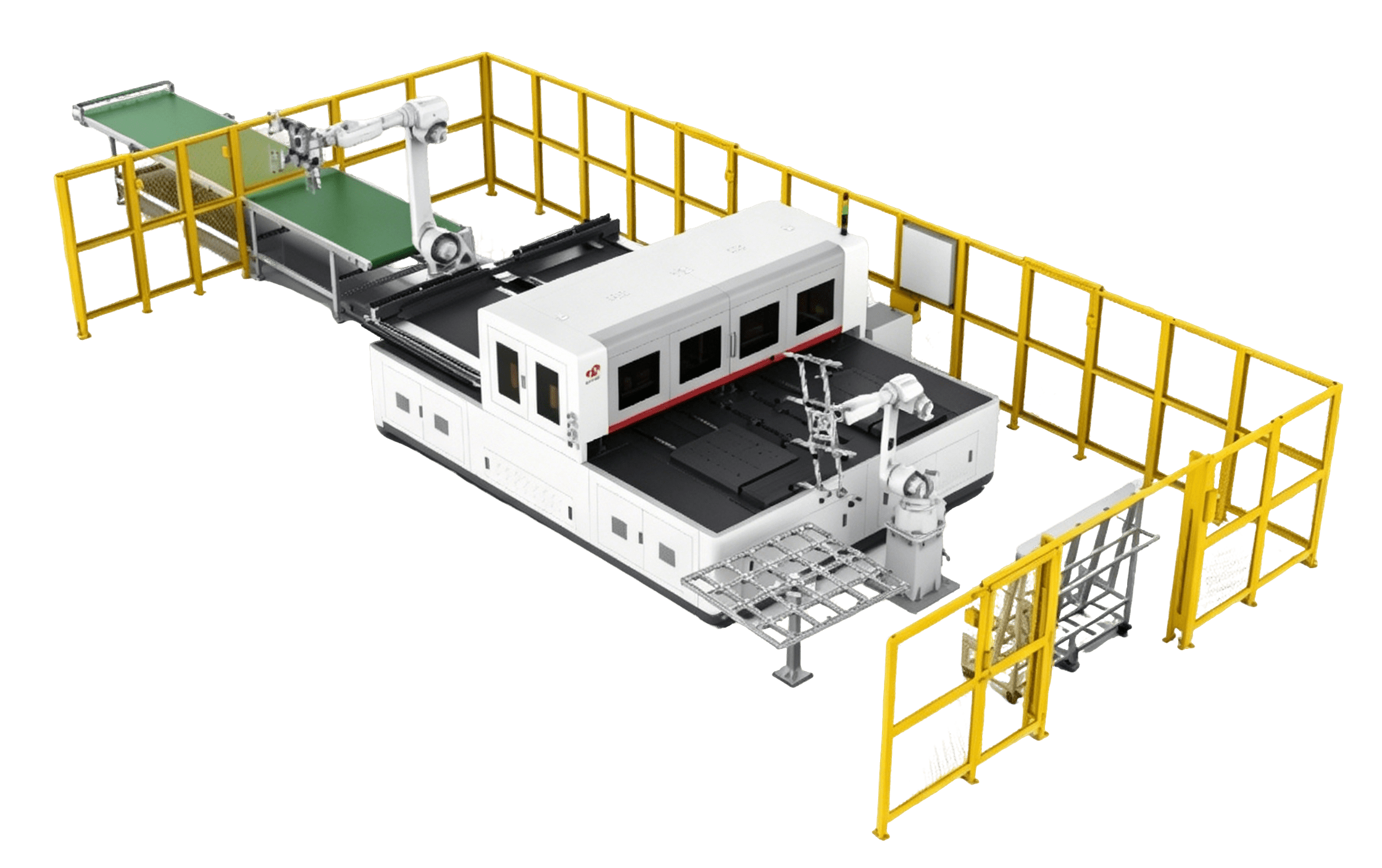
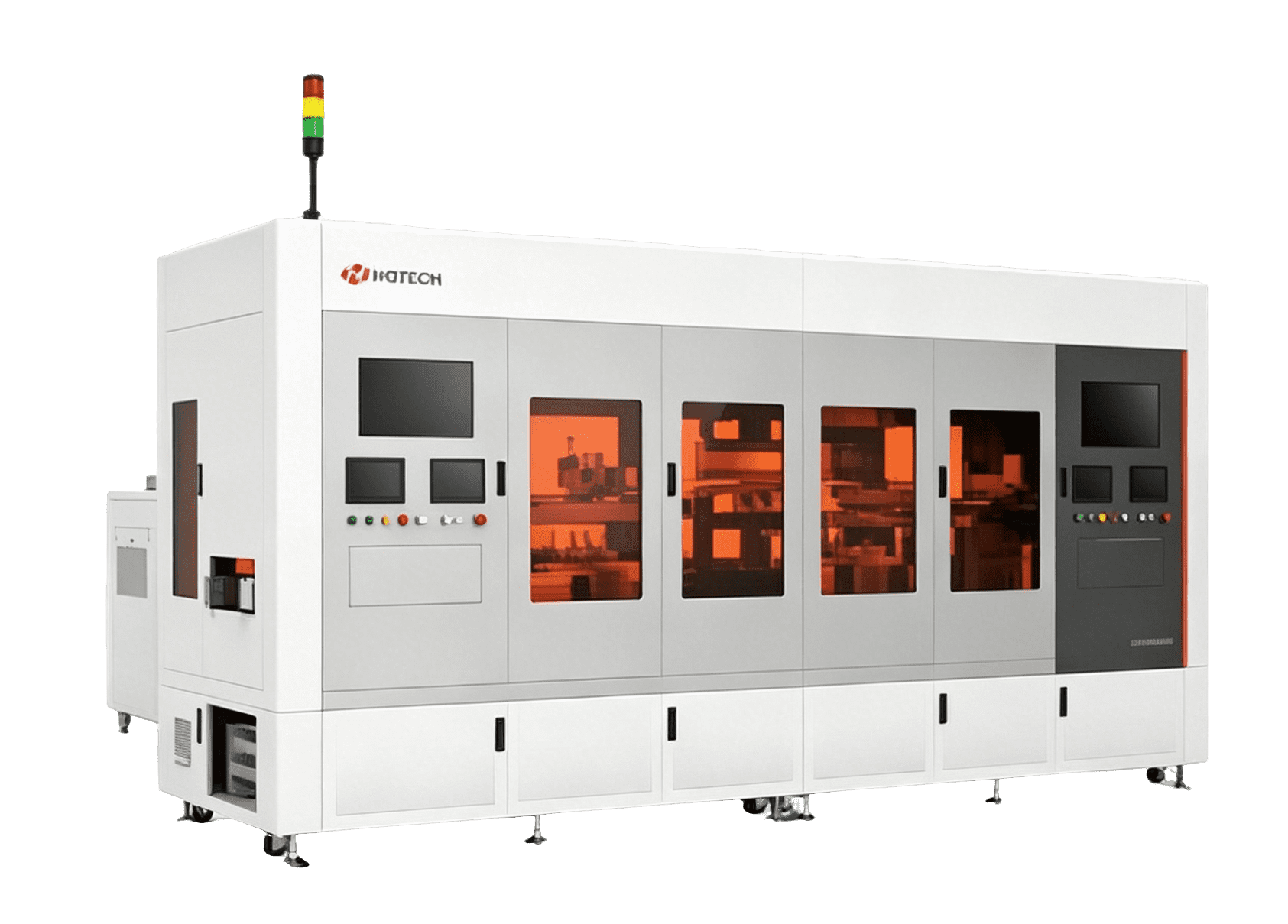
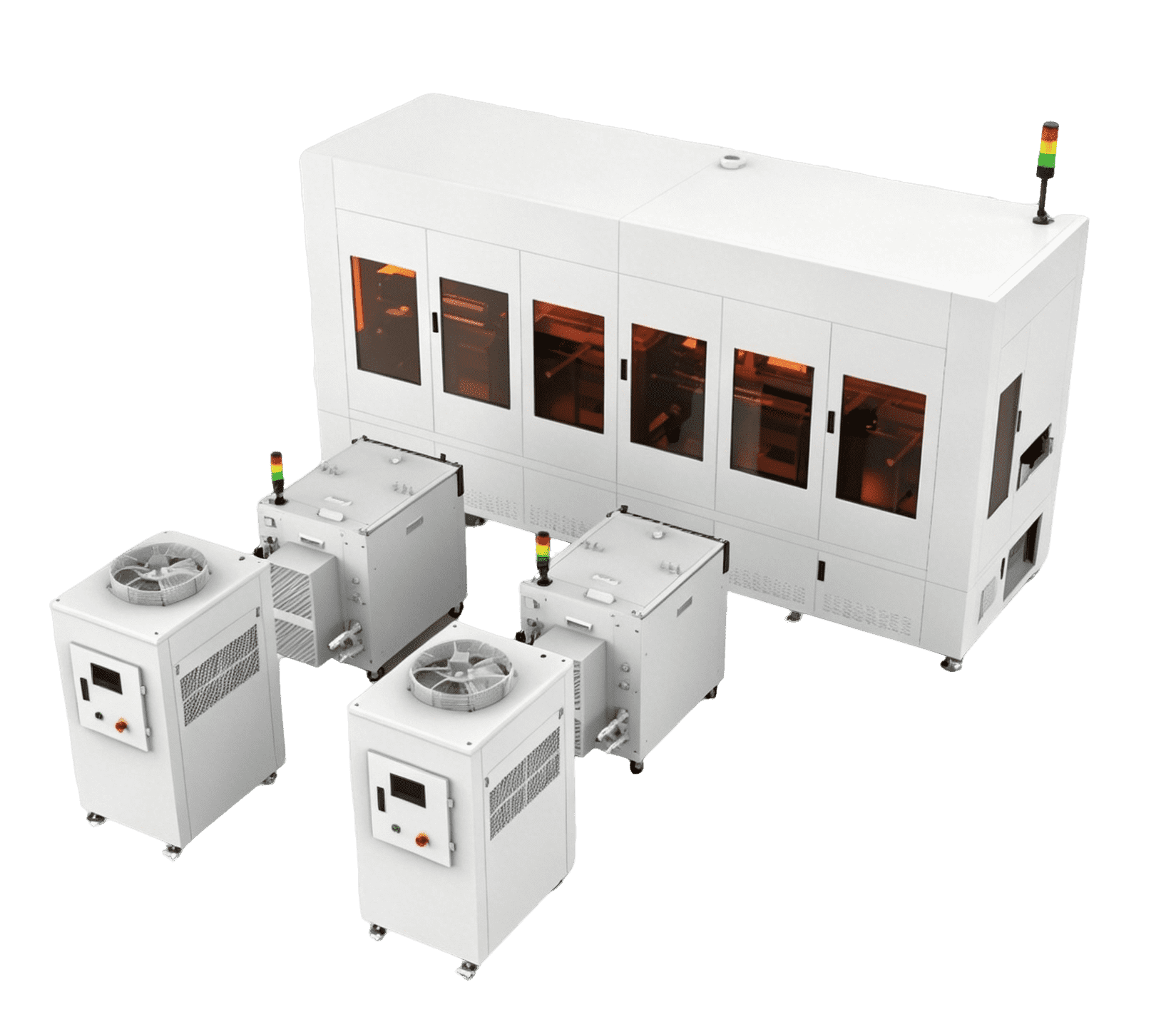
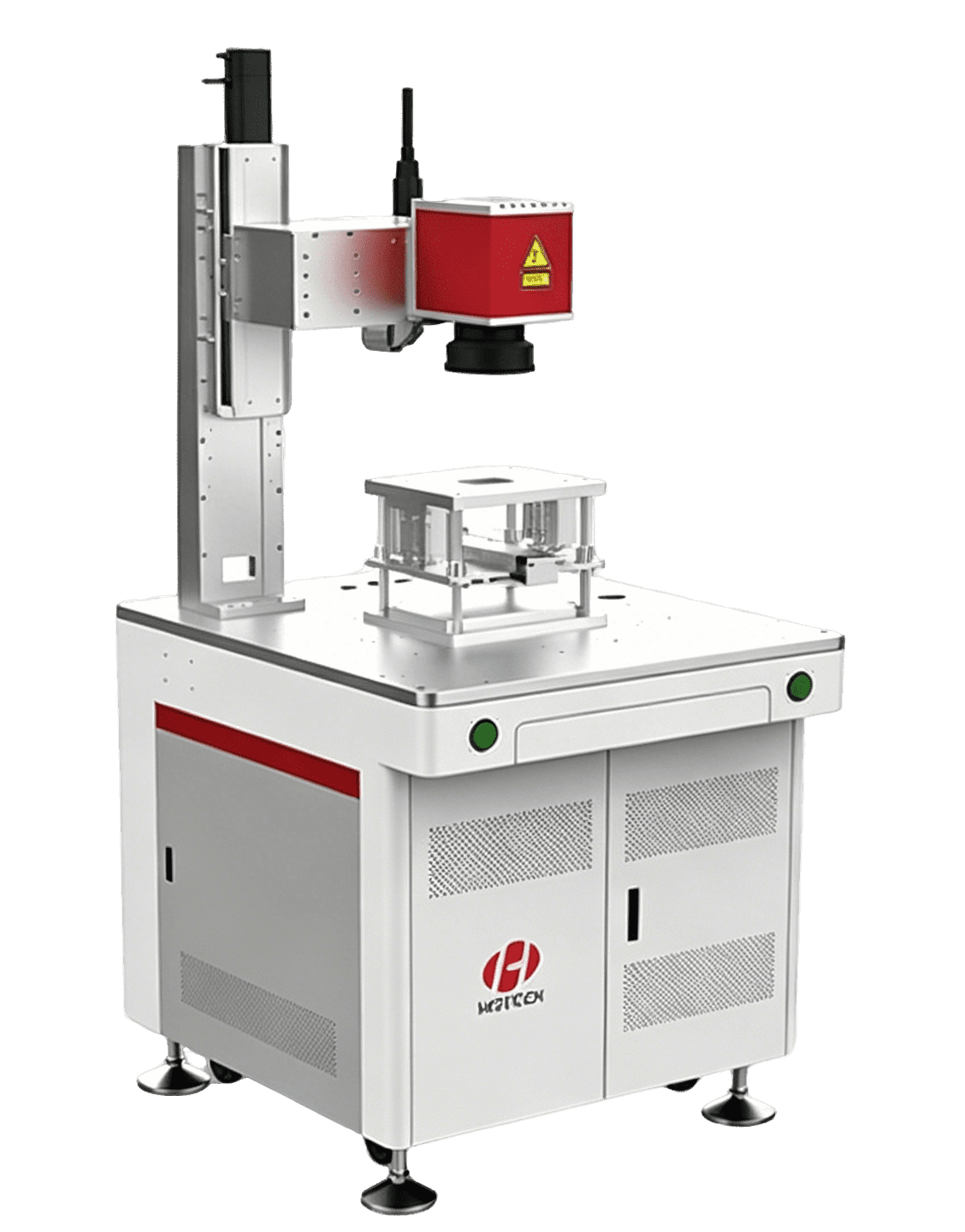
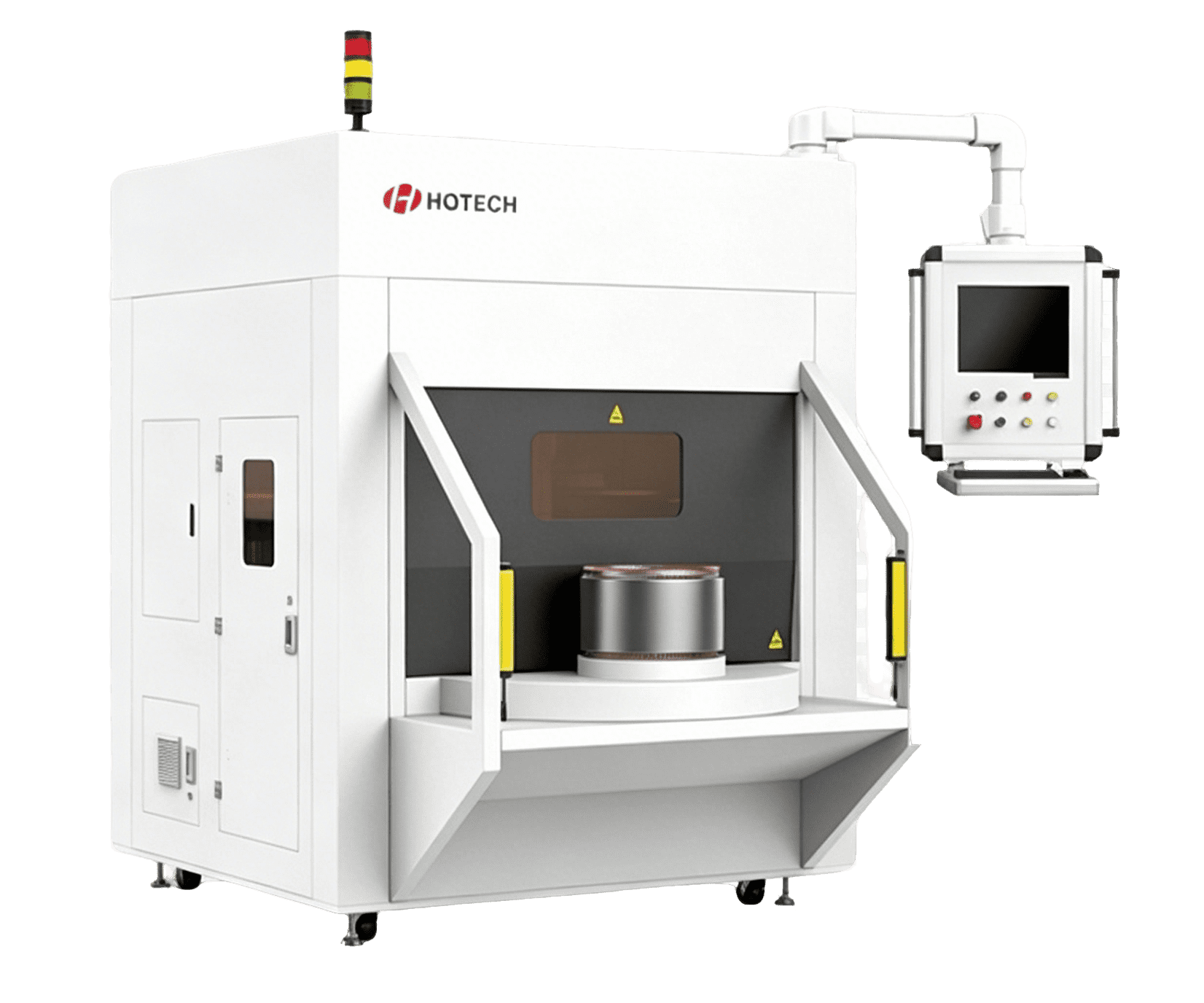
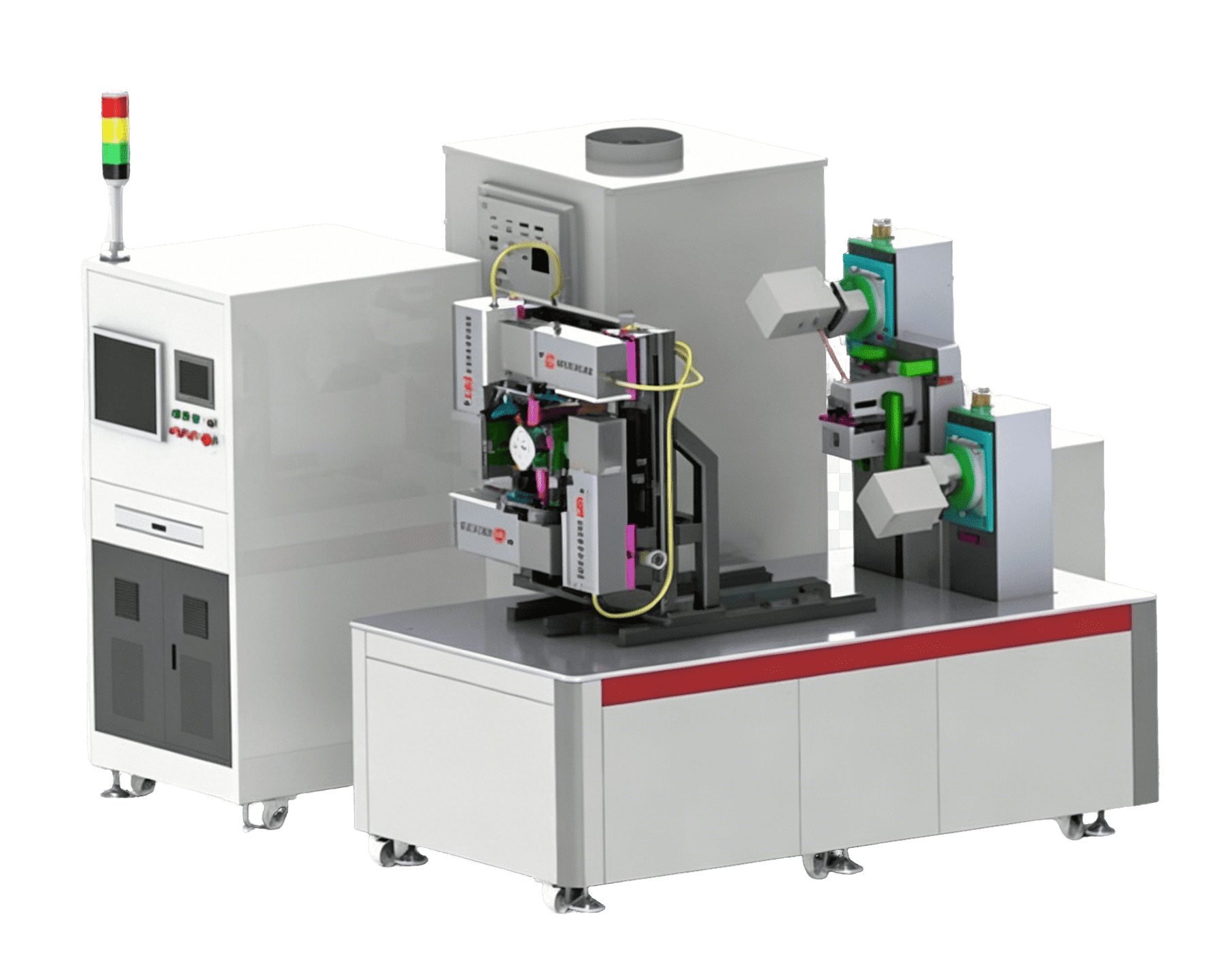
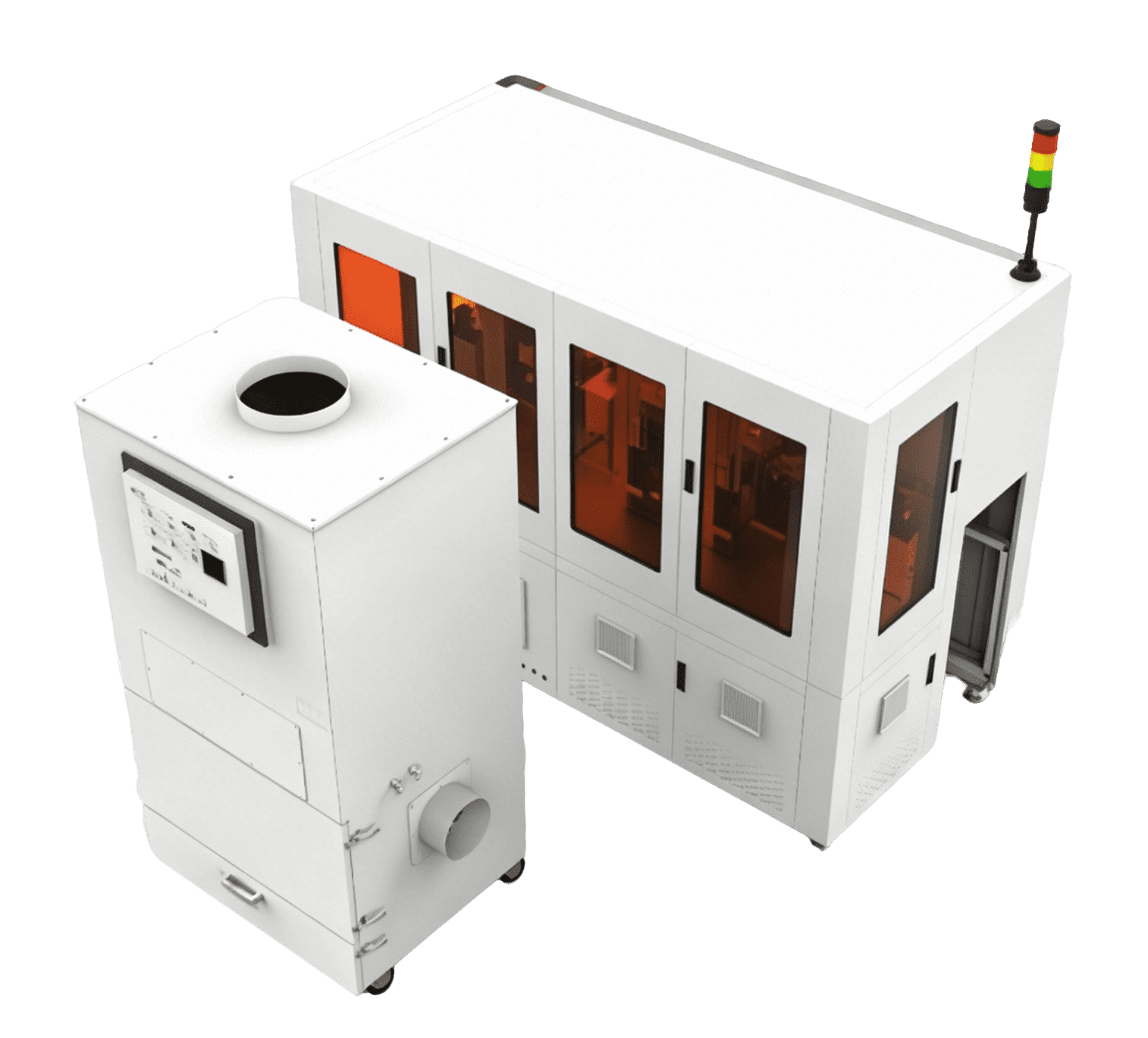
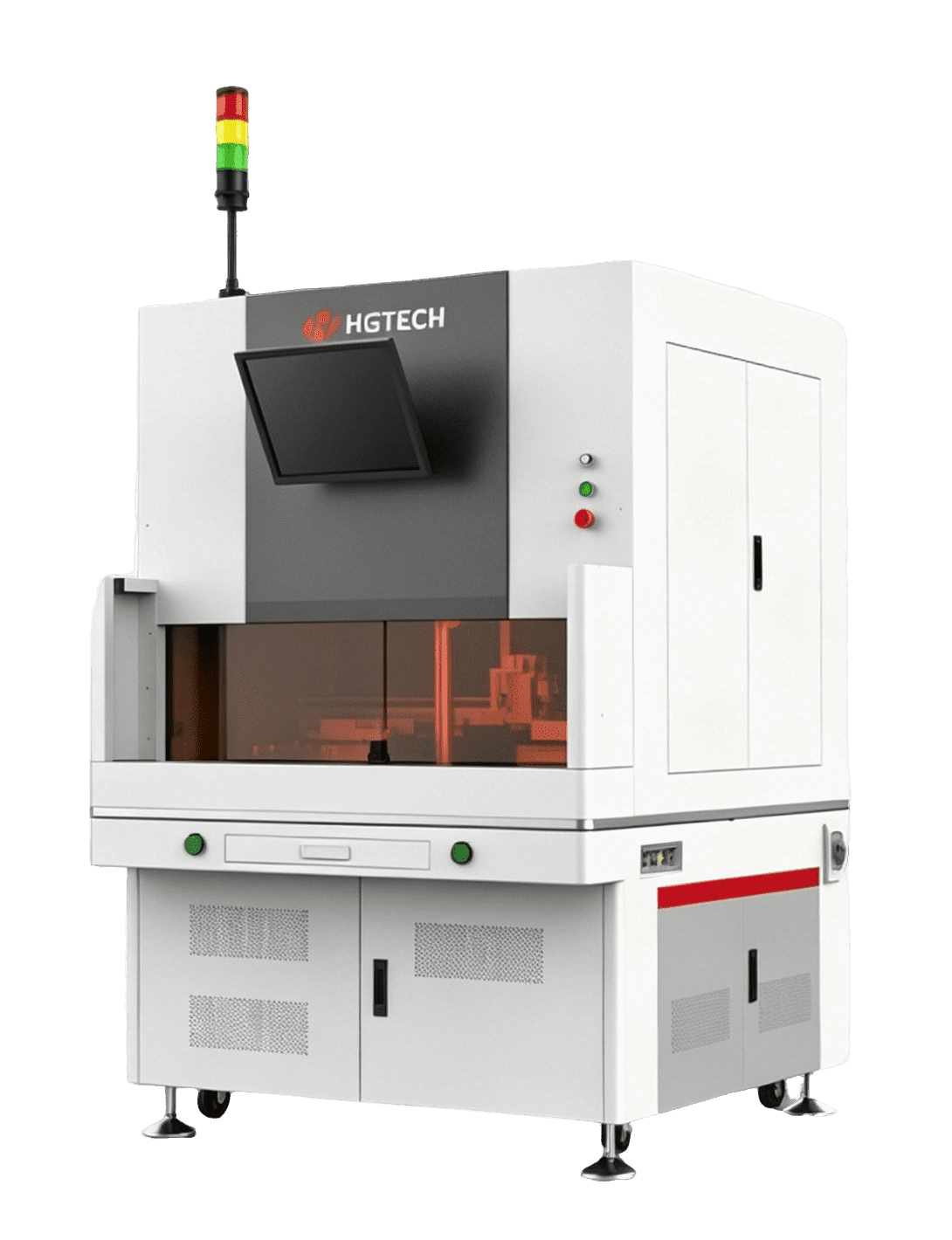
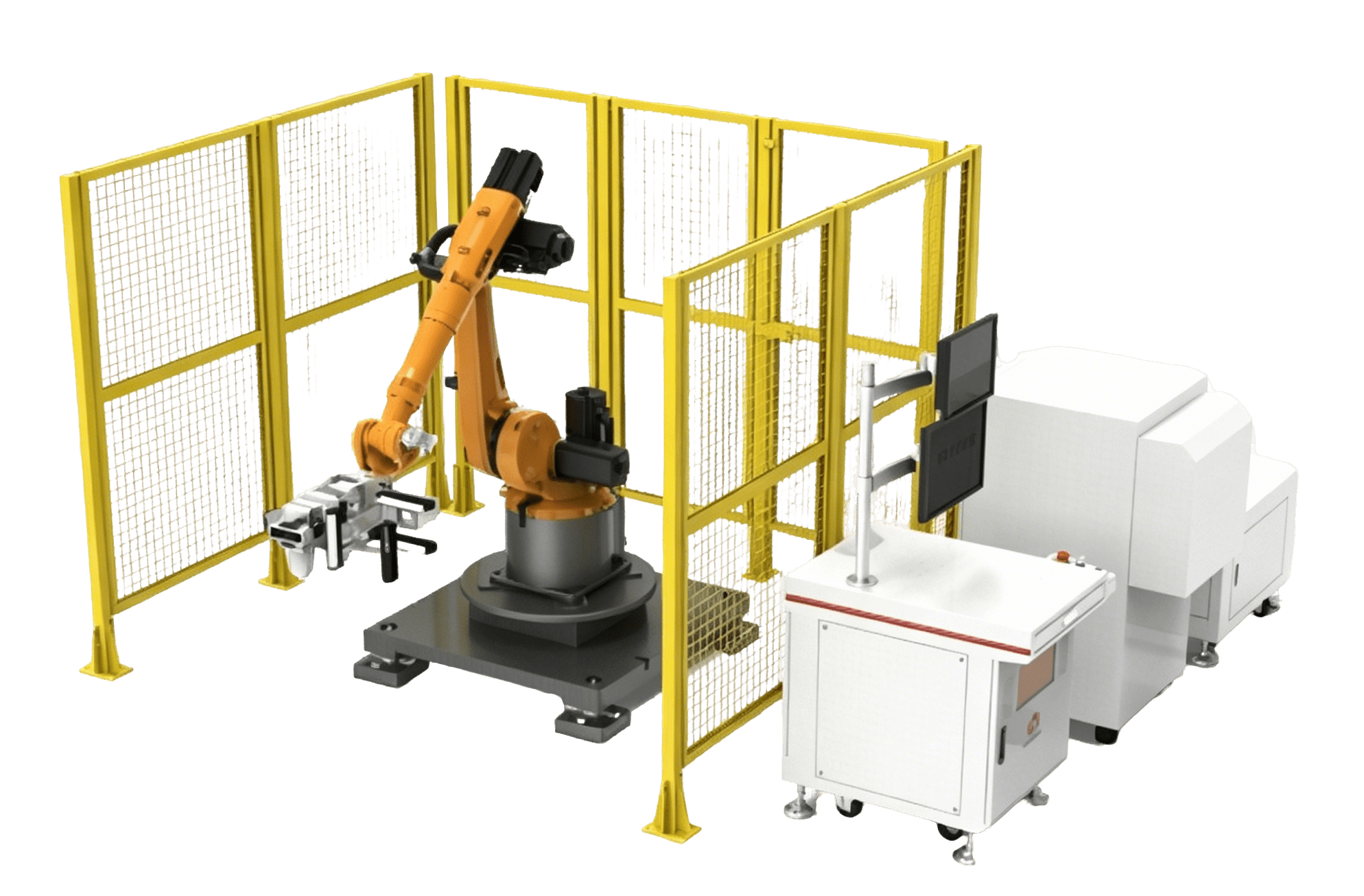
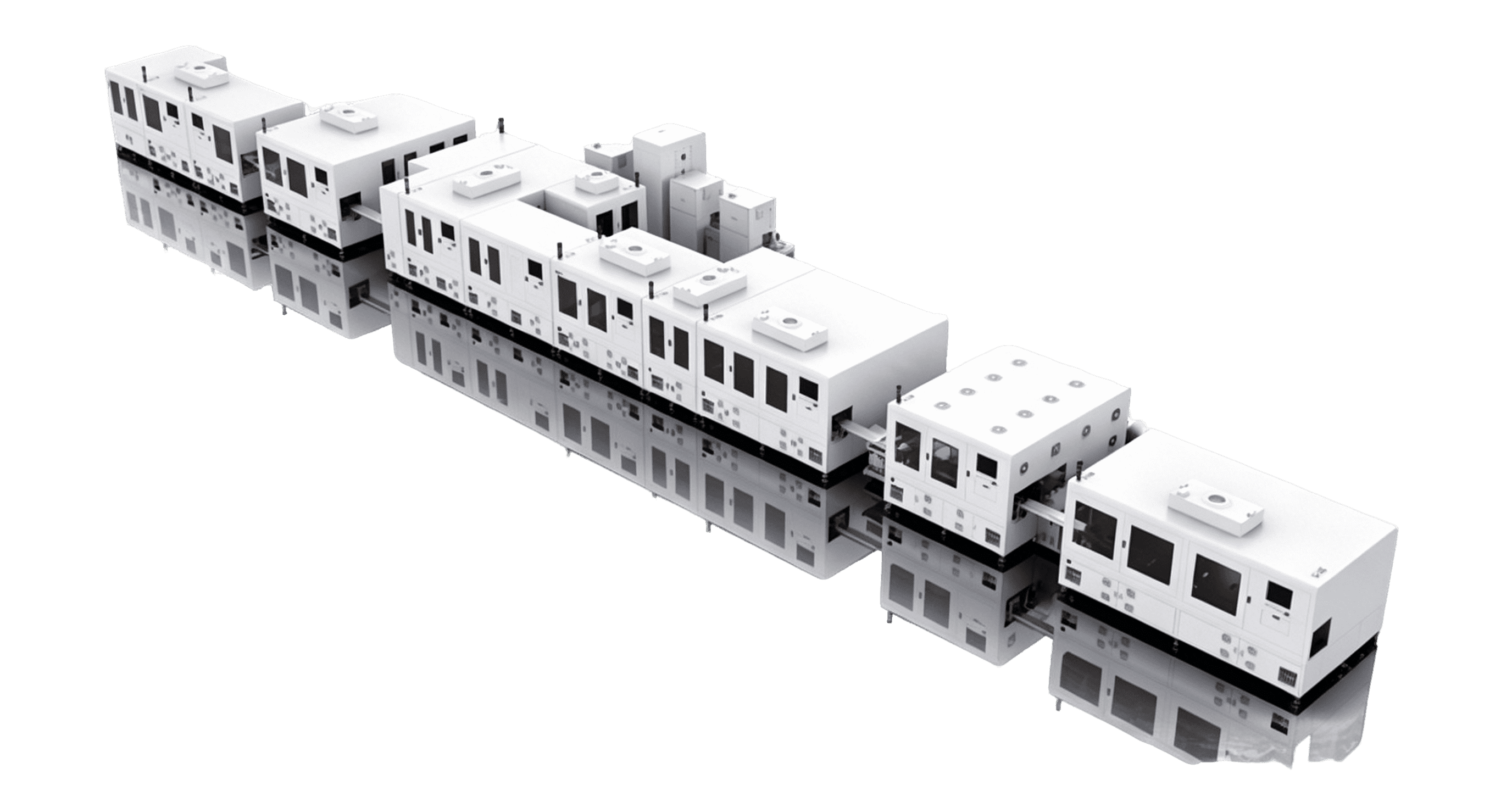
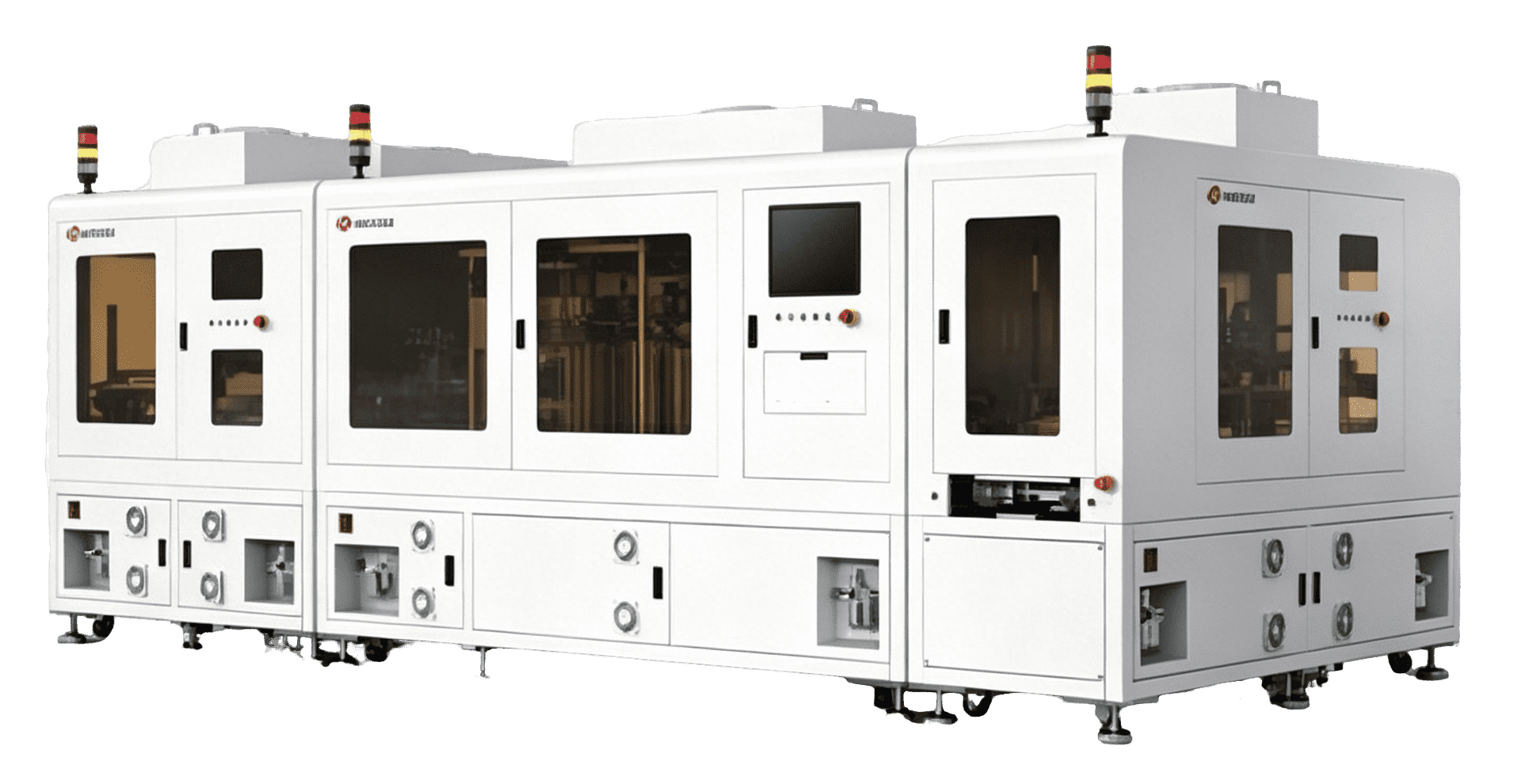
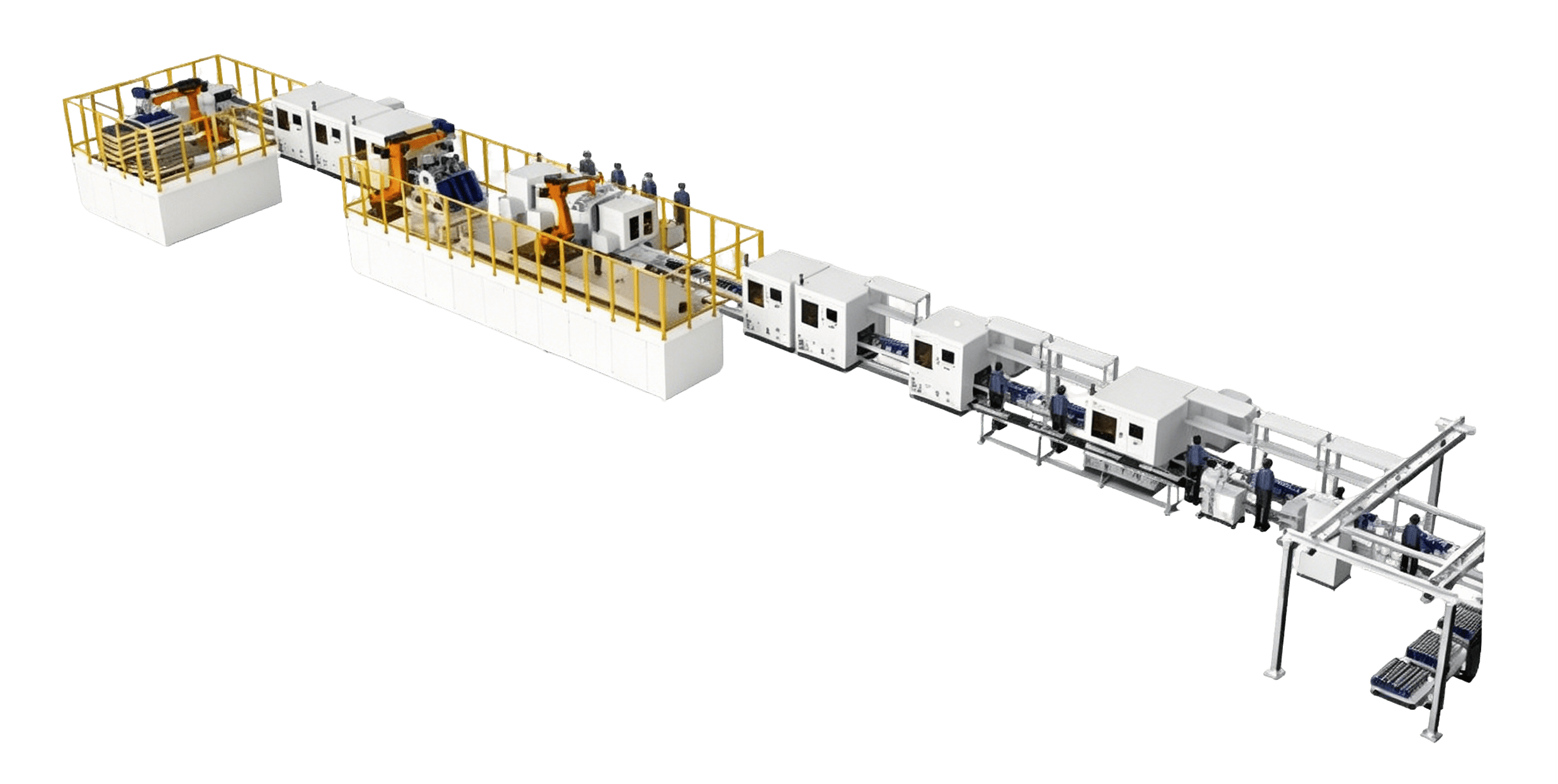
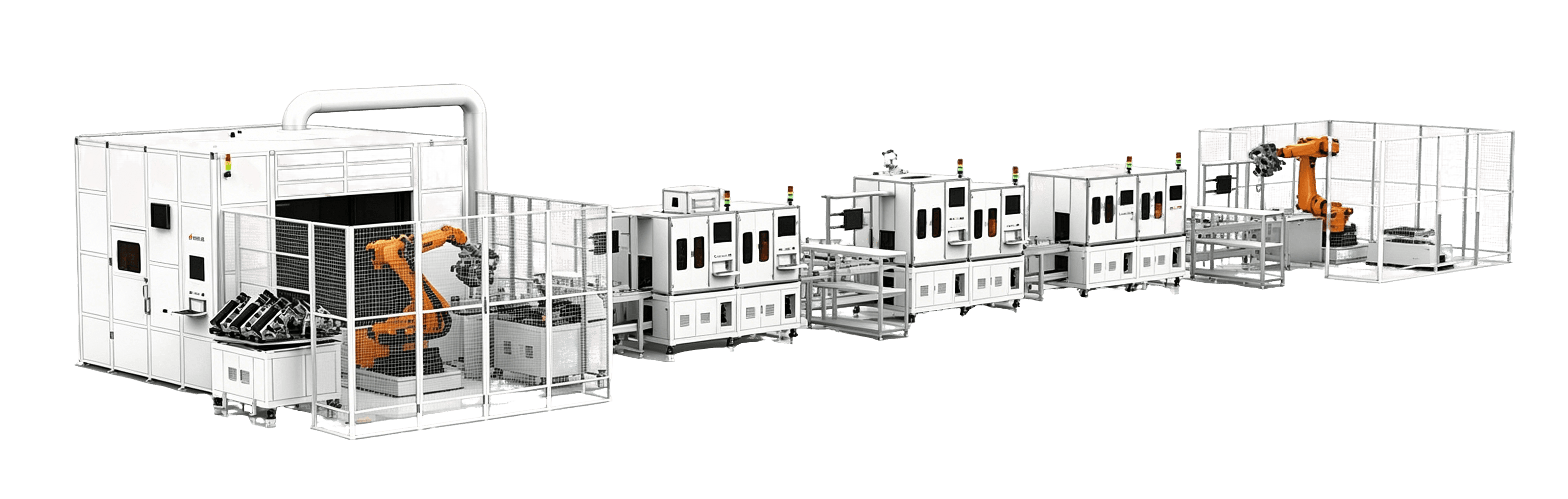
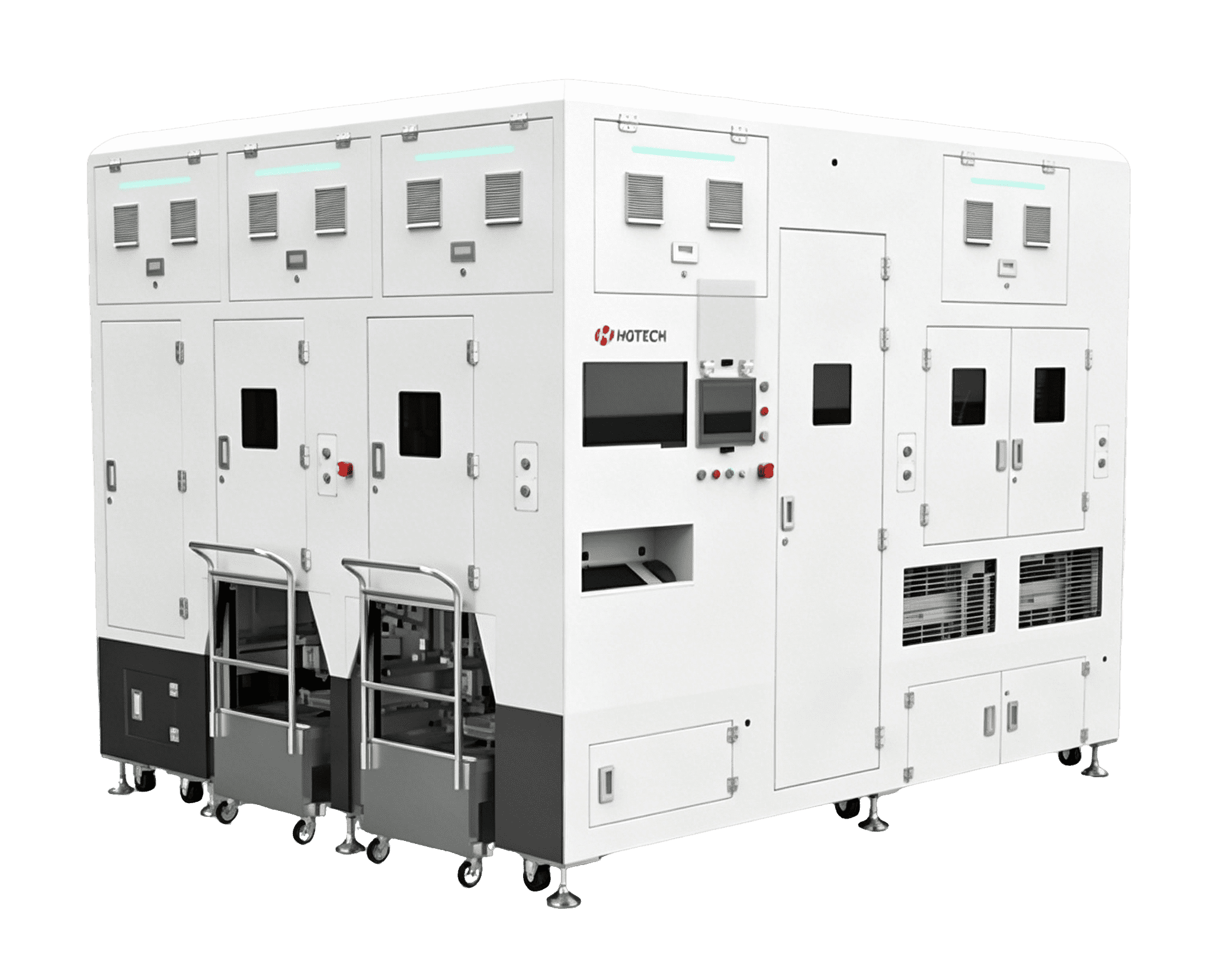
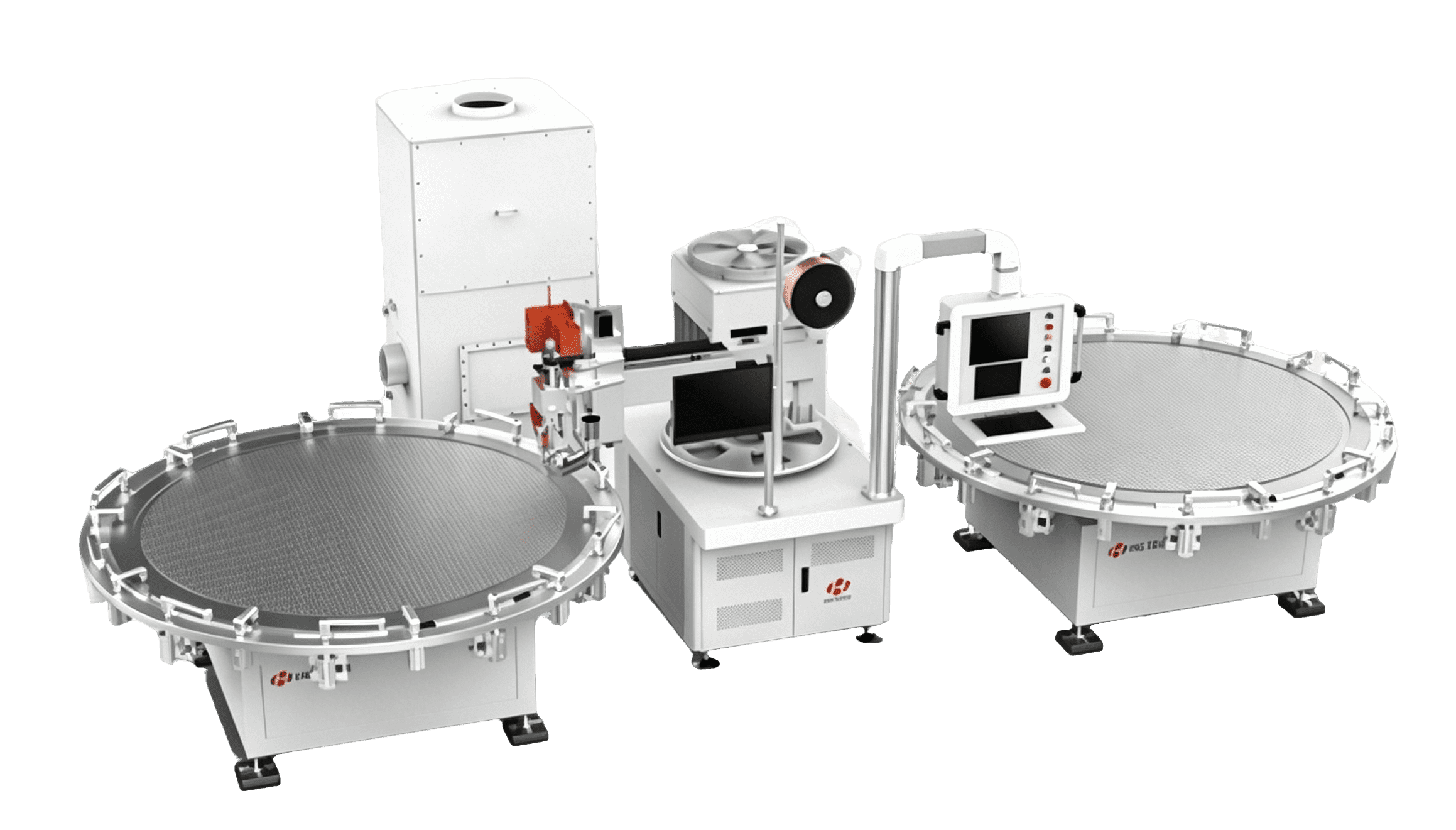
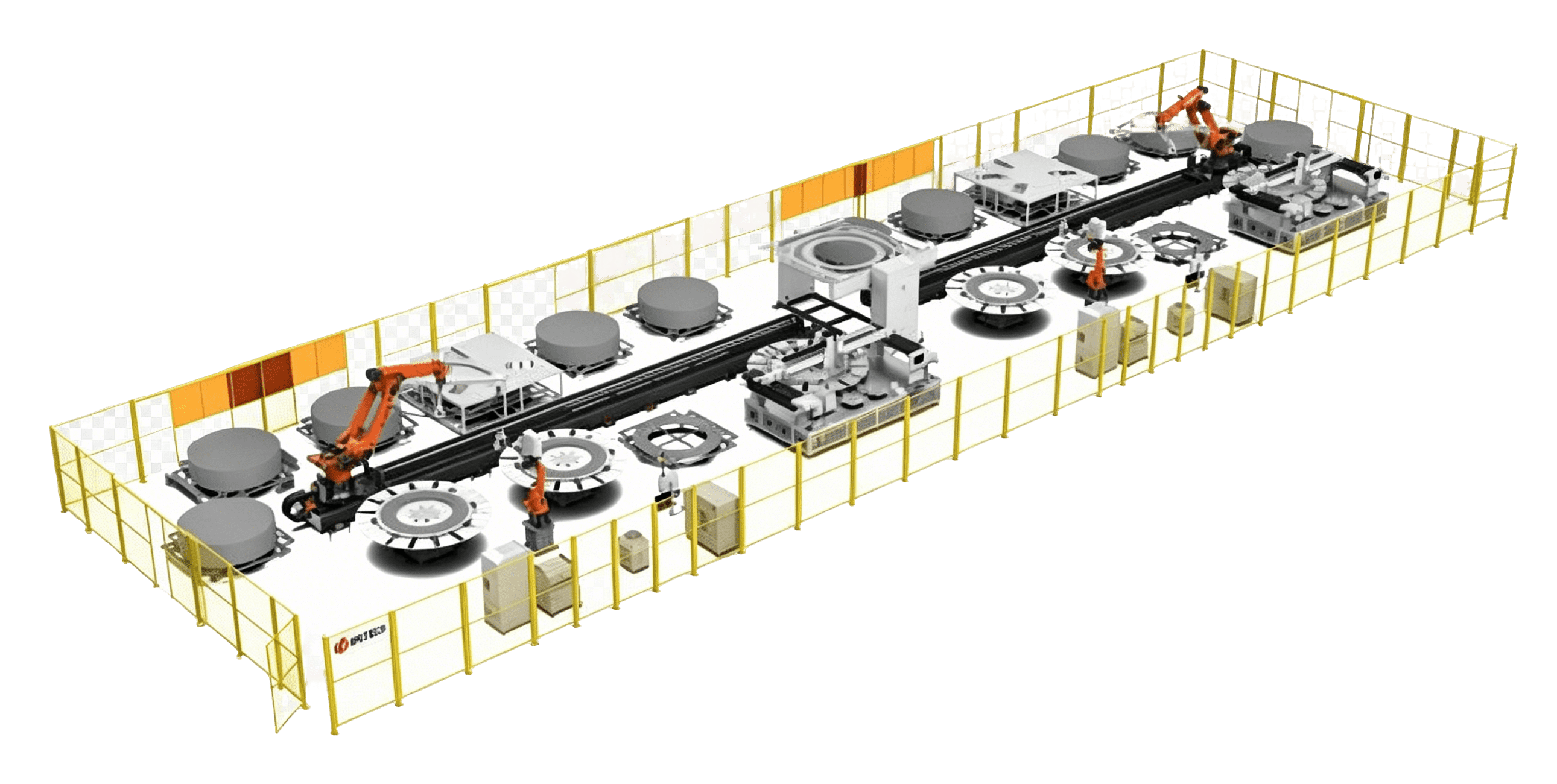
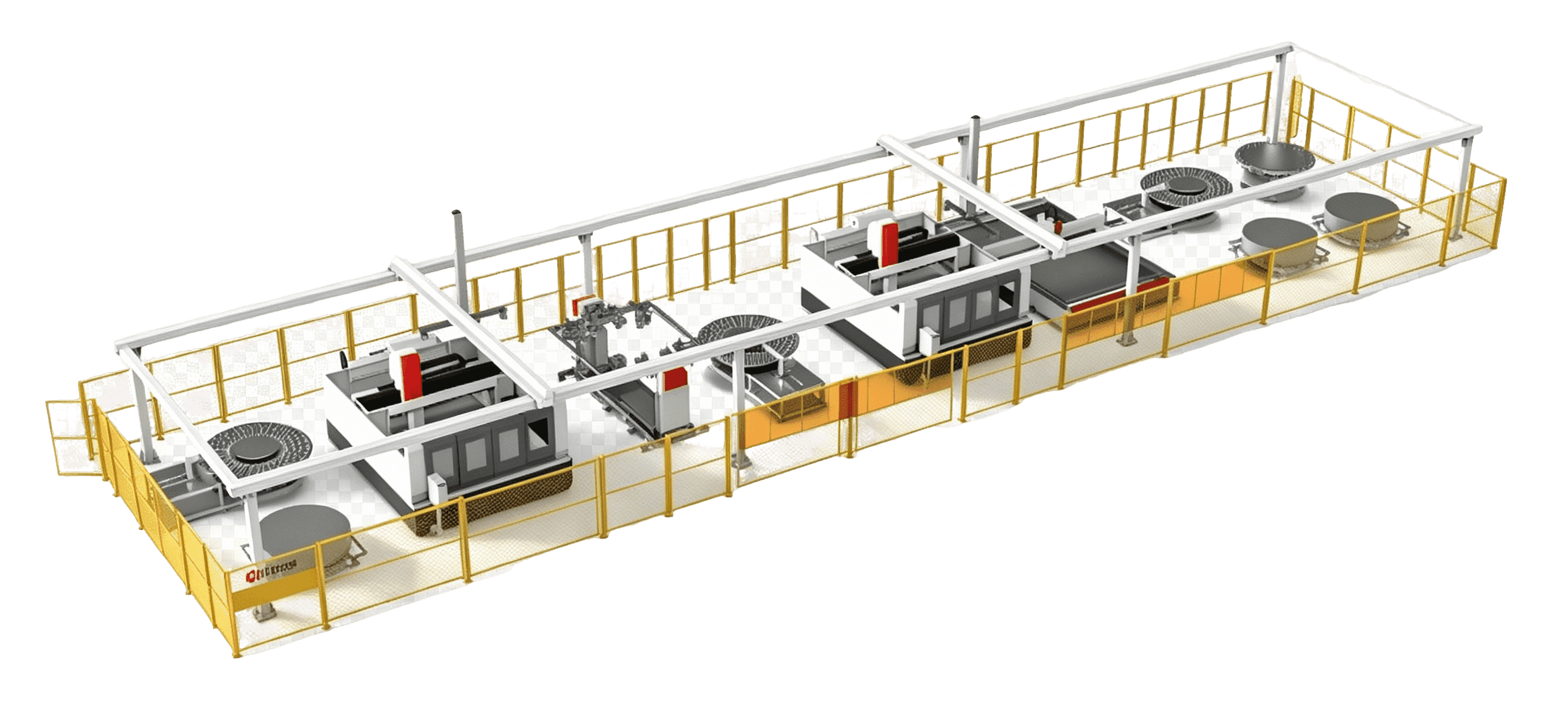
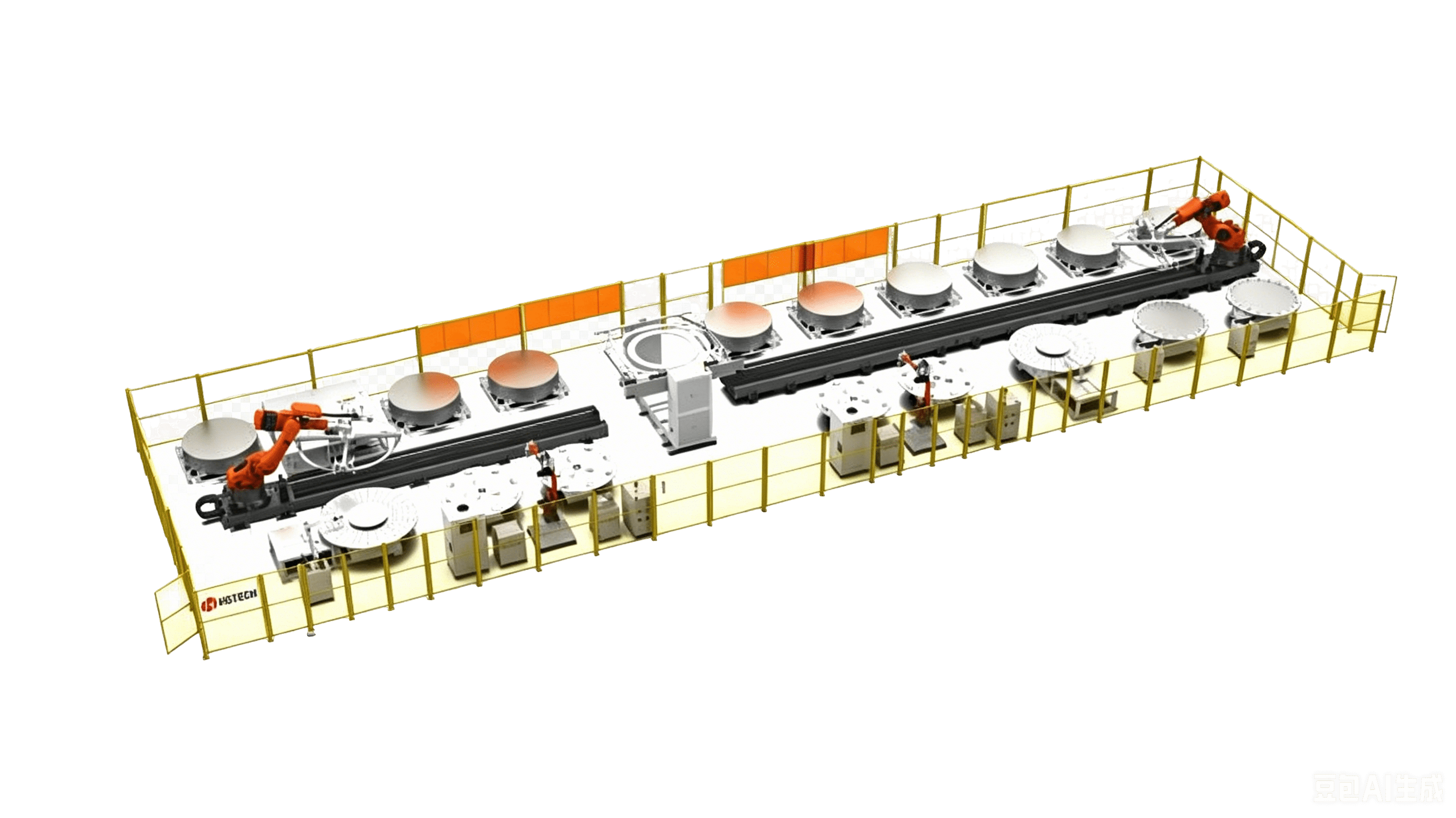
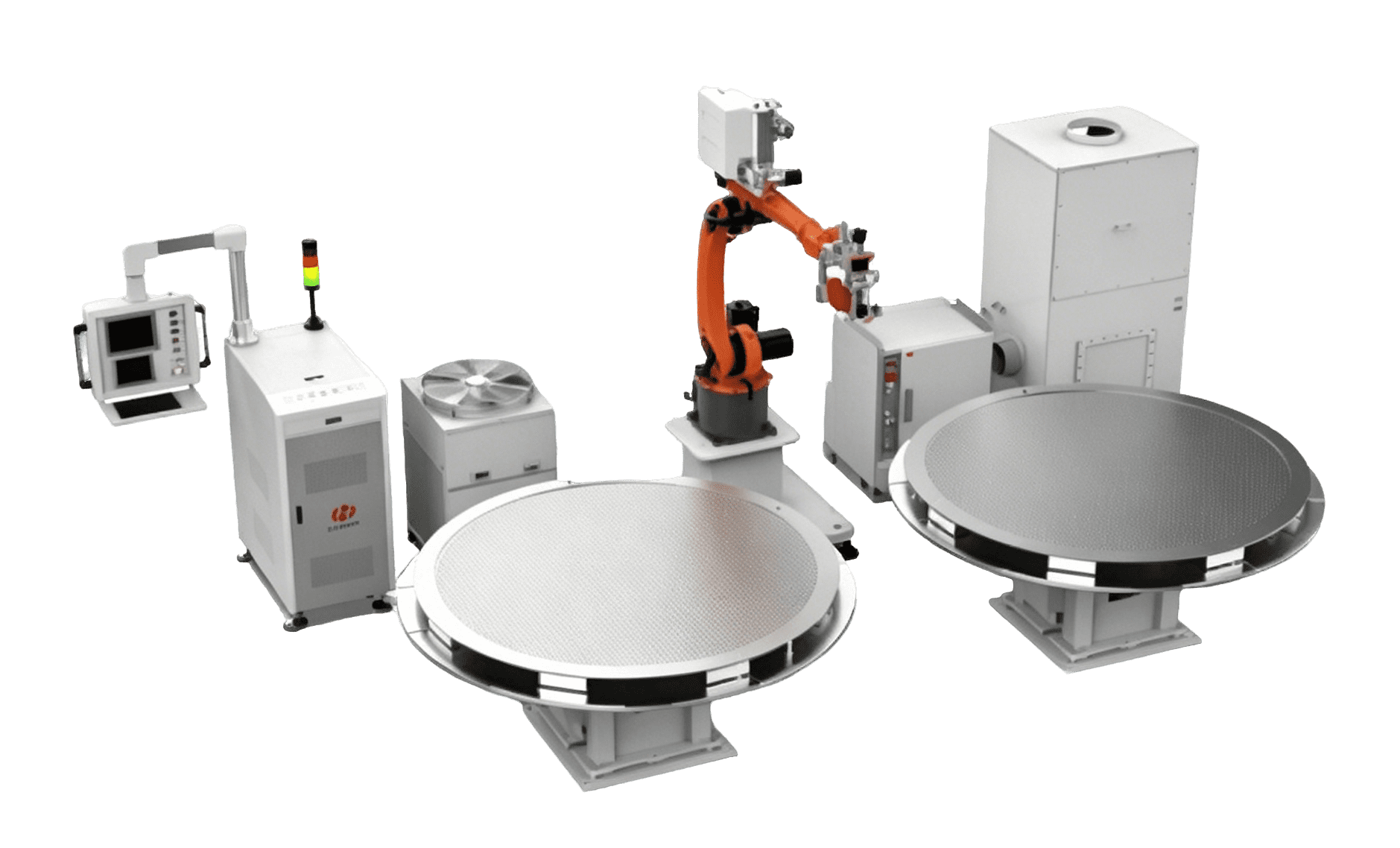
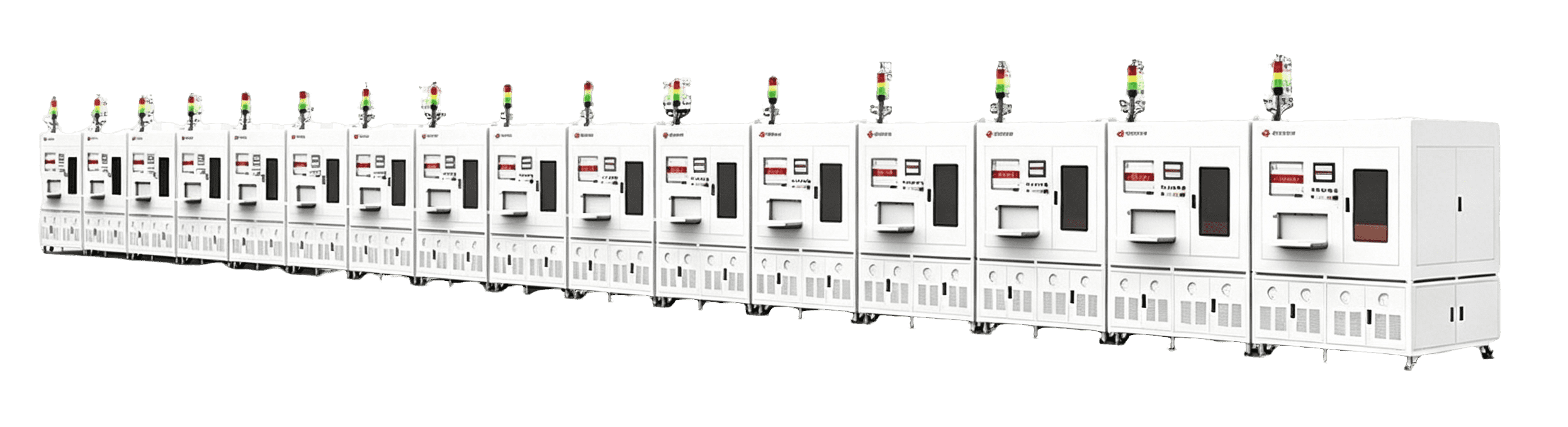
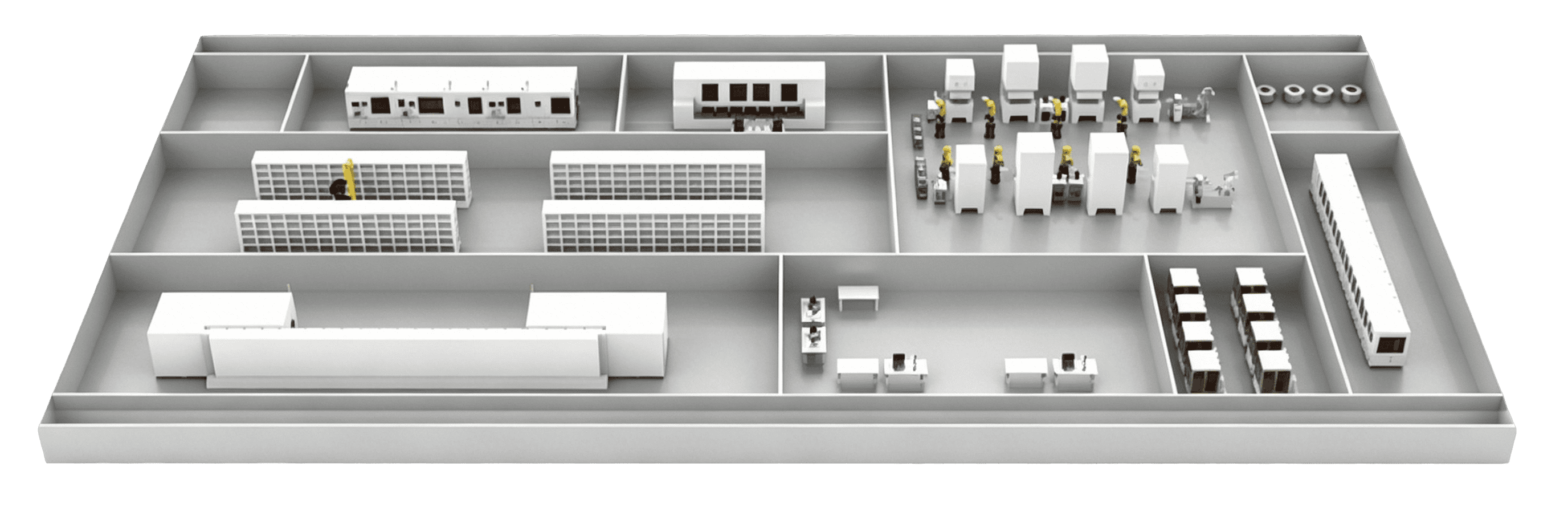
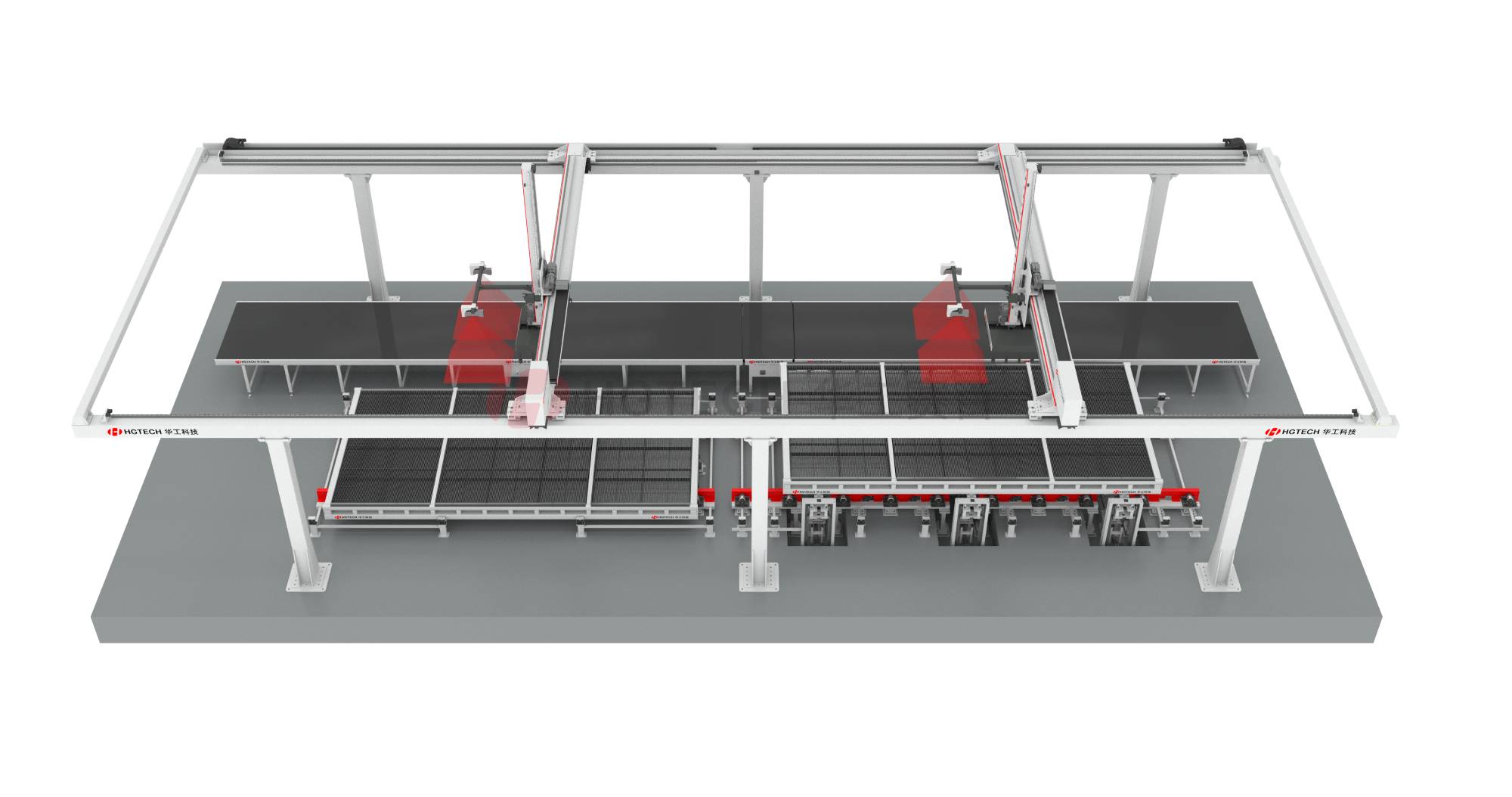
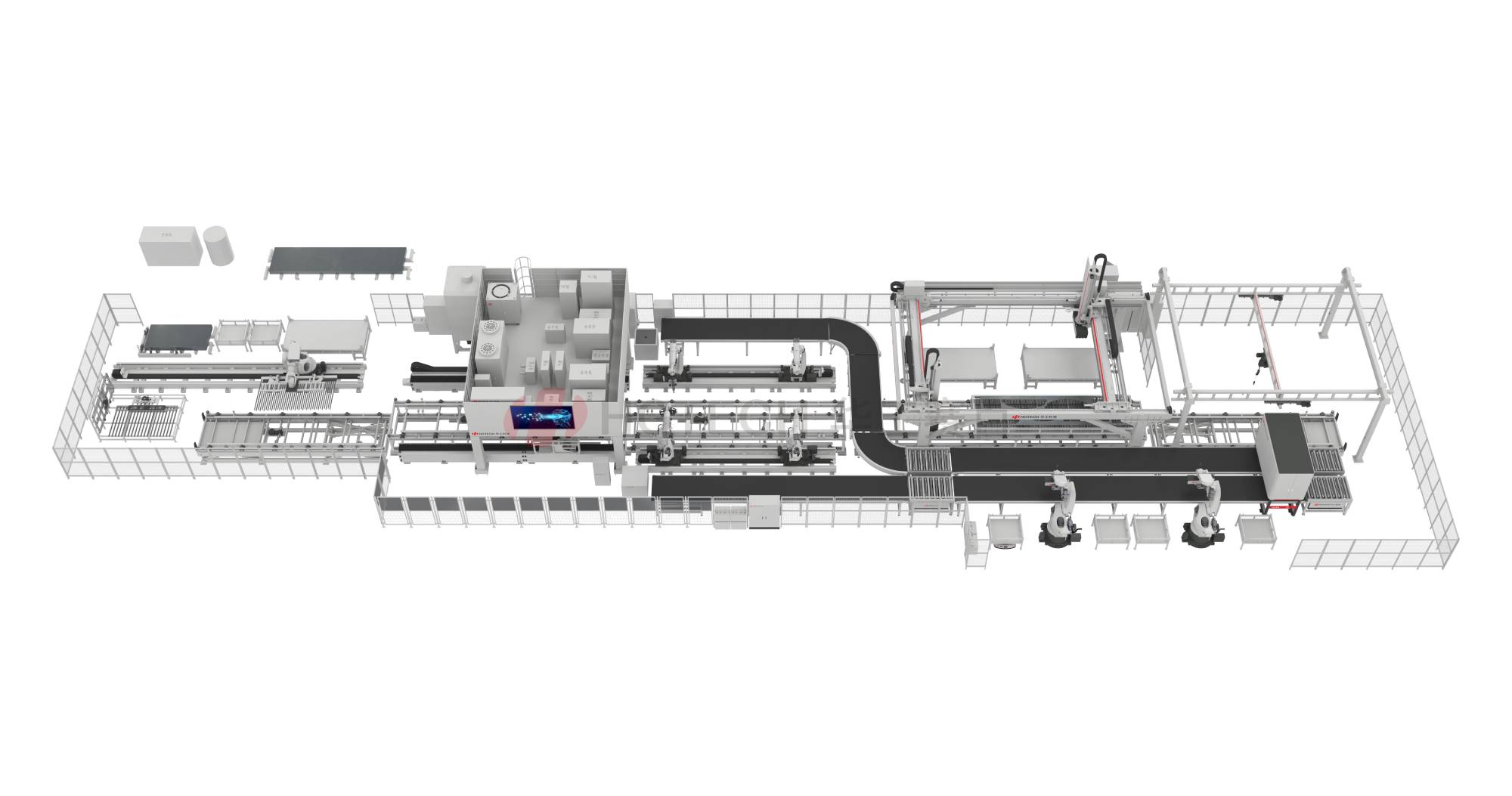
HGTECH can provide an overall solution for laser welding of power batteries, and batteries are inseparable from welding in the production process. Battery laser welding equipment mainly uses battery soft connection welding, top cover welding, sealing nail welding, tab pole welding, liquid injection hole welding, battery module and PACK welding. Different welding parts or different welding materials require different welding solutions.
First, the principle of power battery laser welding
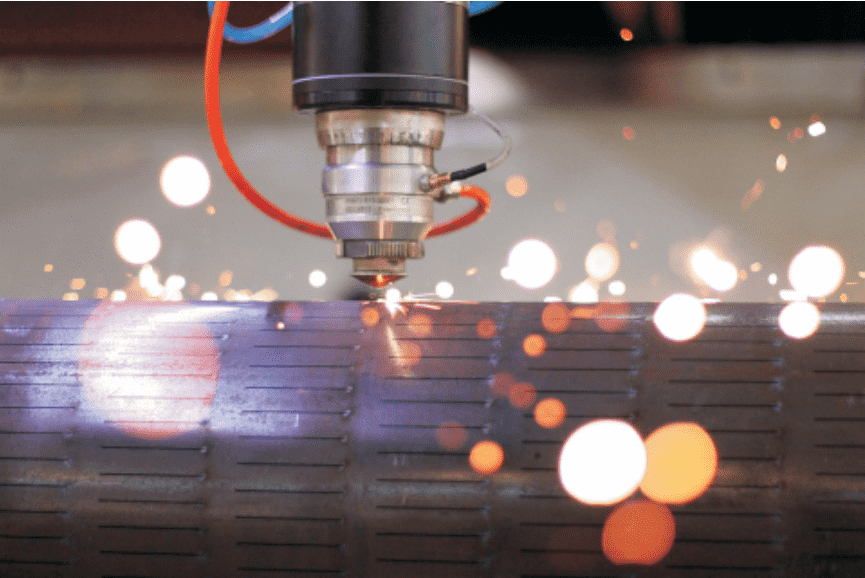
Laser welding uses the excellent directivity and high power density of the laser beam to work. The laser beam is focused in a small area through the optical system, and a heat source with high energy concentration is formed at the welded part in a very short time. zone, so that the welded material melts and forms a solid welding spot and seam.
Second, the power battery laser welding type
1. Heat conduction welding and deep penetration welding
In heat conduction welding, the laser beam will melt together on the surface of the workpiece along the seam, and the melt will converge and solidify to form a weld. Important for relatively thin materials, where the maximum weld depth of the material is constrained by its thermal conductivity, and the weld width is always greater than the weld depth.
Deep penetration welding, when the high-power laser is concentrated on the surface of the metal, the heat will not be dissipated in time, and the welding depth will be sharply deepened. This welding technology is deep penetration welding. Because deep penetration welding technology is extremely fast, the heat affected zone is small, and distortion is minimized, so this technology can be used for deep welding or welding of several layers of material together.
The important difference between thermal conduction welding and deep penetration welding is the power density applied to the metal surface per unit time, and the lower critical value of different metals is different.
2. Penetration welding and seam welding
Through penetration welding, the connection piece does not need to be punched, and the processing is relatively simple. Penetration welding requires a high-power laser welder. The penetration depth of penetration welding is lower than that of seam welding, and the reliability is relatively poor.
Compared with penetration welding, seam welding requires less power laser welding machine. The penetration depth of seam welding is higher than that of penetration welding, and the reliability is relatively good. However, the connecting piece needs to be punched, which is relatively difficult to process.
3. Pulse welding and continuous welding
1) Pulse mode welding
The appropriate welding waveform should be selected during laser welding. The commonly used pulse waveforms include square wave, peak wave, double peak wave, etc. The reflectivity of the aluminum alloy surface to light is too high. When the high-intensity laser beam hits the surface of the material, the metal surface will 60%-98% of the laser energy is lost due to reflection, and the reflectivity varies with the surface temperature. Generally, sharp wave and double peak wave are the best choices when welding aluminum alloys. The pulse width of the slow-down part behind the welding waveform is longer, which can effectively reduce the occurrence of pores and cracks.
Due to the high reflectivity of the aluminum alloy to the laser, in order to prevent the vertical reflection of the laser beam from causing vertical reflection and damage to the laser focusing mirror, the welding head is usually deflected by a certain angle during the welding process. The diameter of the welding spot and the diameter of the effective joint surface increase with the increase of the laser inclination angle. When the laser inclination angle is 40, the largest solder joint and the effective joint surface are obtained. The welding point penetration and effective penetration decrease with the laser inclination angle, and when it is greater than 60, the effective welding penetration decreases to zero. Therefore, by tilting the welding head to a certain angle, the penetration depth and width of the weld can be appropriately increased.
In addition, during welding, with the welding seam as the boundary, the laser welding spot needs to be welded to 65% of the cover plate and 35% of the shell, which can effectively reduce the explosion caused by the problem of closing the cover.
2) Continuous mode welding
Because the heating process of continuous laser welding is not like the sudden cooling and sudden heating of pulse machines, the tendency of cracks during welding is not very obvious. In order to improve the quality of the weld, continuous laser welding is used. The surface of the weld is smooth and uniform, no spatter, and no defects. No cracks were found. In the welding of aluminum alloys, the advantages of continuous lasers are obvious. Compared with traditional welding methods, the production efficiency is high, and no wire filler is required; compared with pulsed laser welding, it can solve the defects that appear after welding, such as cracks, Air holes, splashes, etc., ensure that the aluminum alloy has good mechanical properties after welding; it will not sag after welding, and the amount of polishing and grinding after welding is reduced, which saves production costs. However, because the spot of the continuous laser is relatively small, so the workpiece assembly accuracy Higher requirements.
Third, the influencing factors of welding quality
There are many factors that affect the quality of laser welding. Some of them are extremely volatile and have considerable instability. How to correctly set and control these parameters so that they can be controlled within a suitable range in the high-speed continuous laser welding process to ensure the welding quality. The reliability and stability of weld formation are important issues related to the practicality and industrialization of laser welding technology. The important factors affecting the quality of laser welding are divided into three aspects: welding equipment, workpiece condition and process parameters.
Laser welding is currently an important method for high-end battery welding. Laser welding is a process in which a high-energy beam laser irradiates a workpiece, so that the working temperature rises sharply, and the workpiece is melted and reconnected to form a permanent connection. The shear strength and tear strength of laser welding are relatively good, and the electrical conductivity, strength, air tightness, metal fatigue and corrosion resistance of battery welding are typical welding quality evaluation criteria.








