Automobile Industry
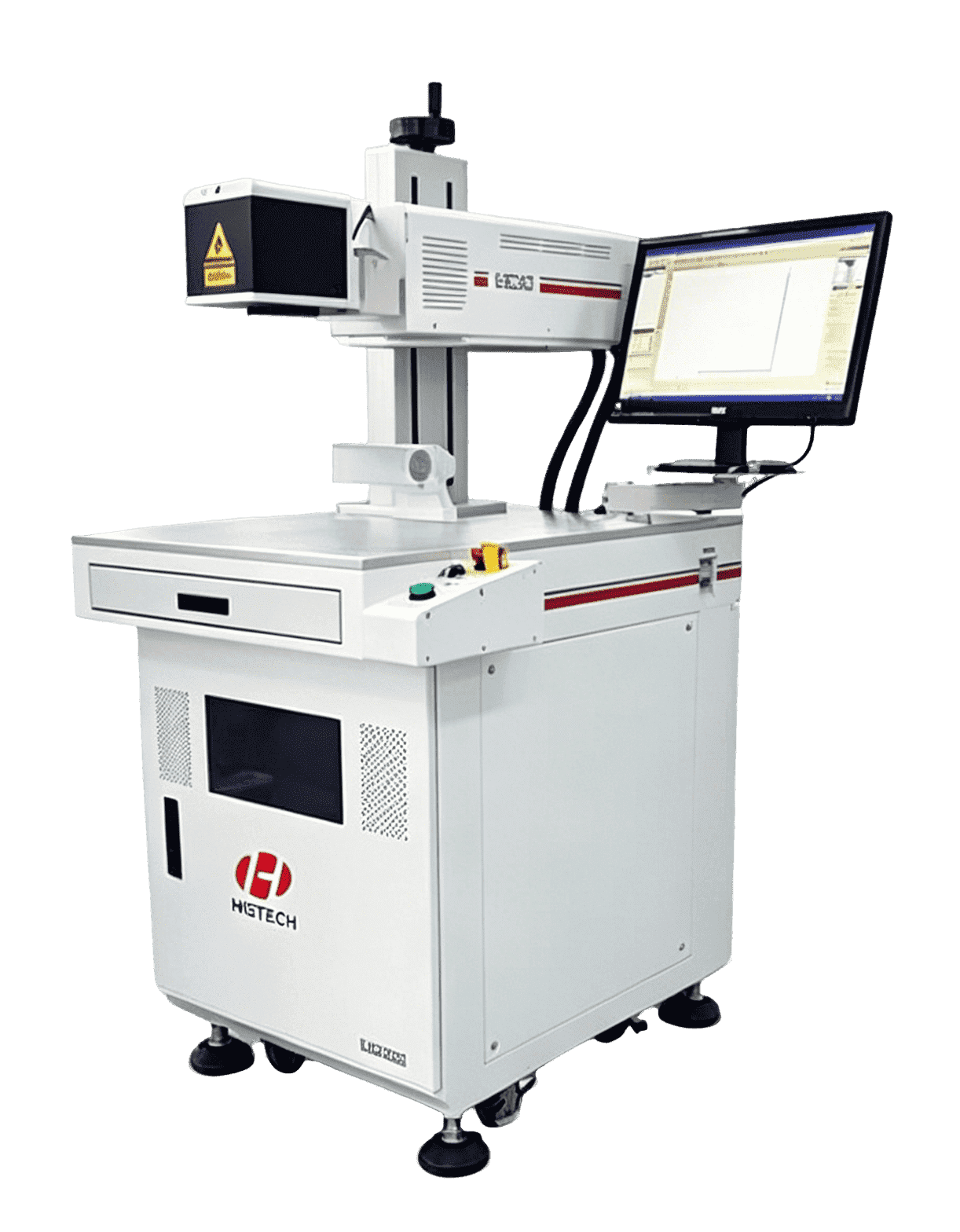
Automotive Laser Manufacturing


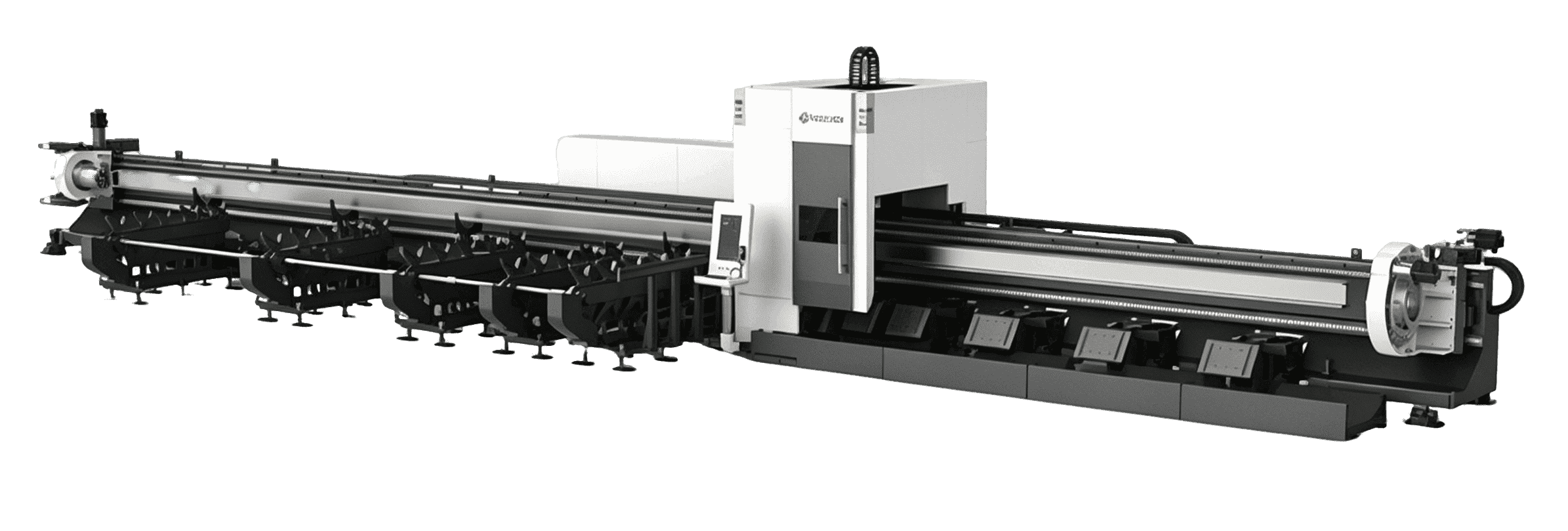
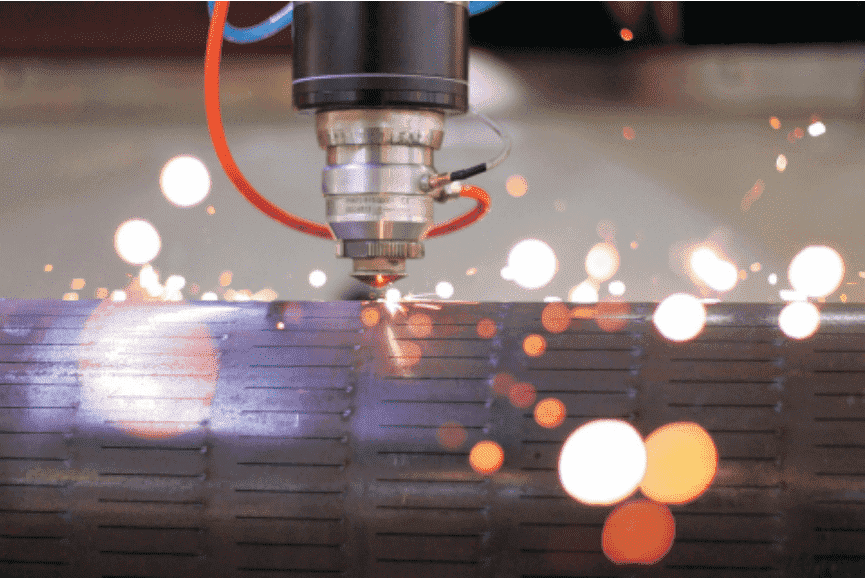
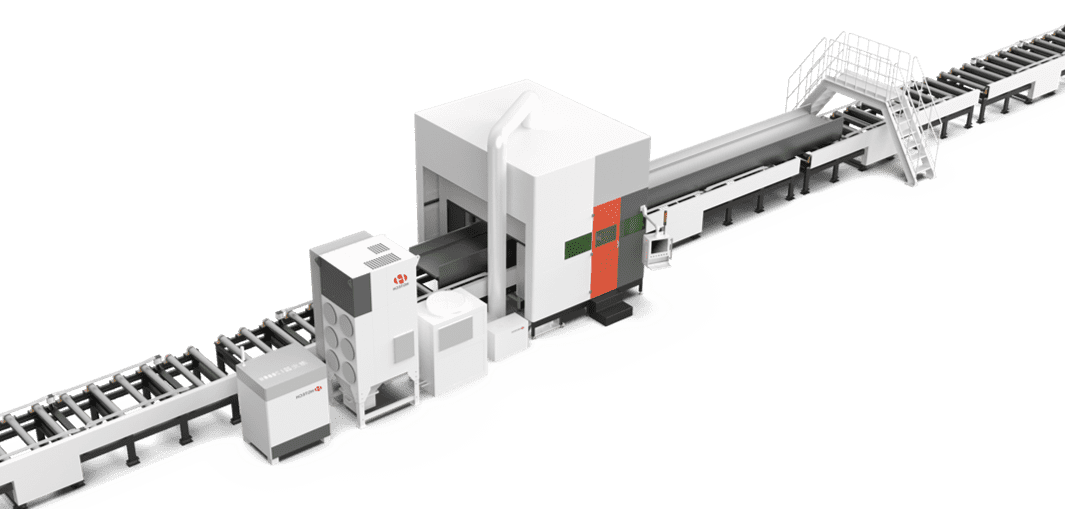
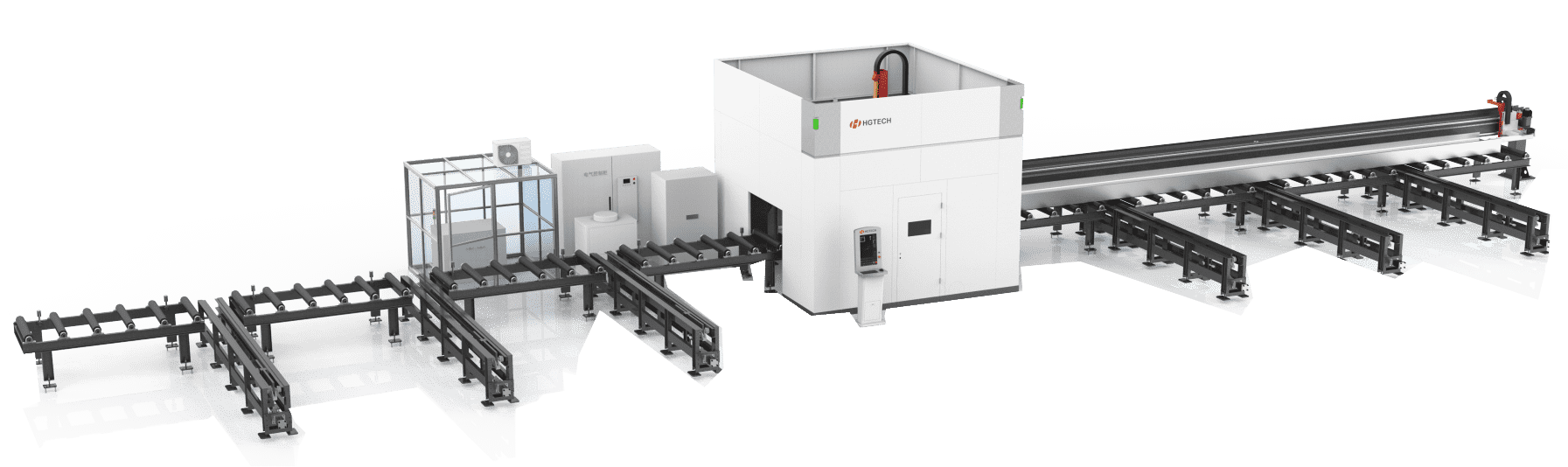


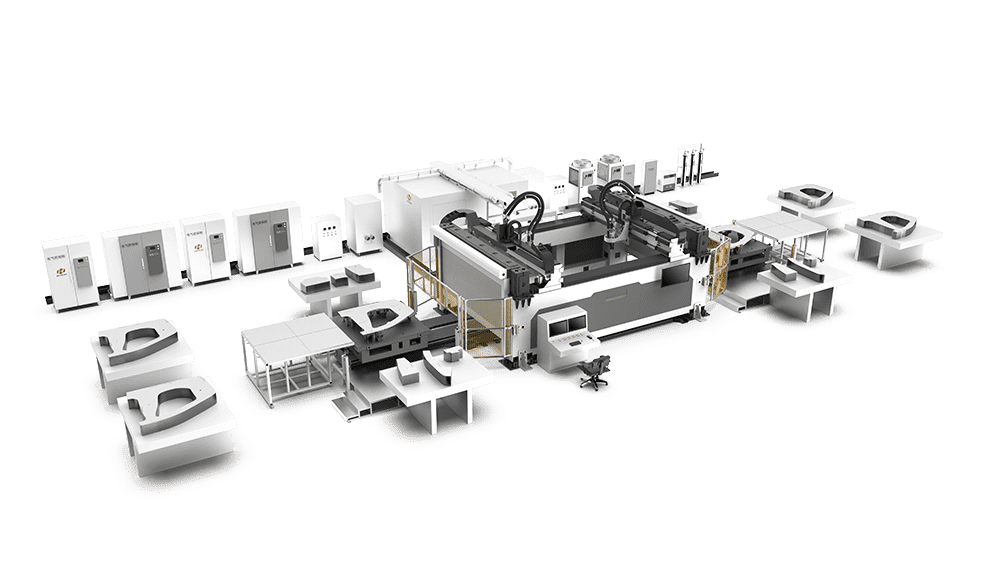
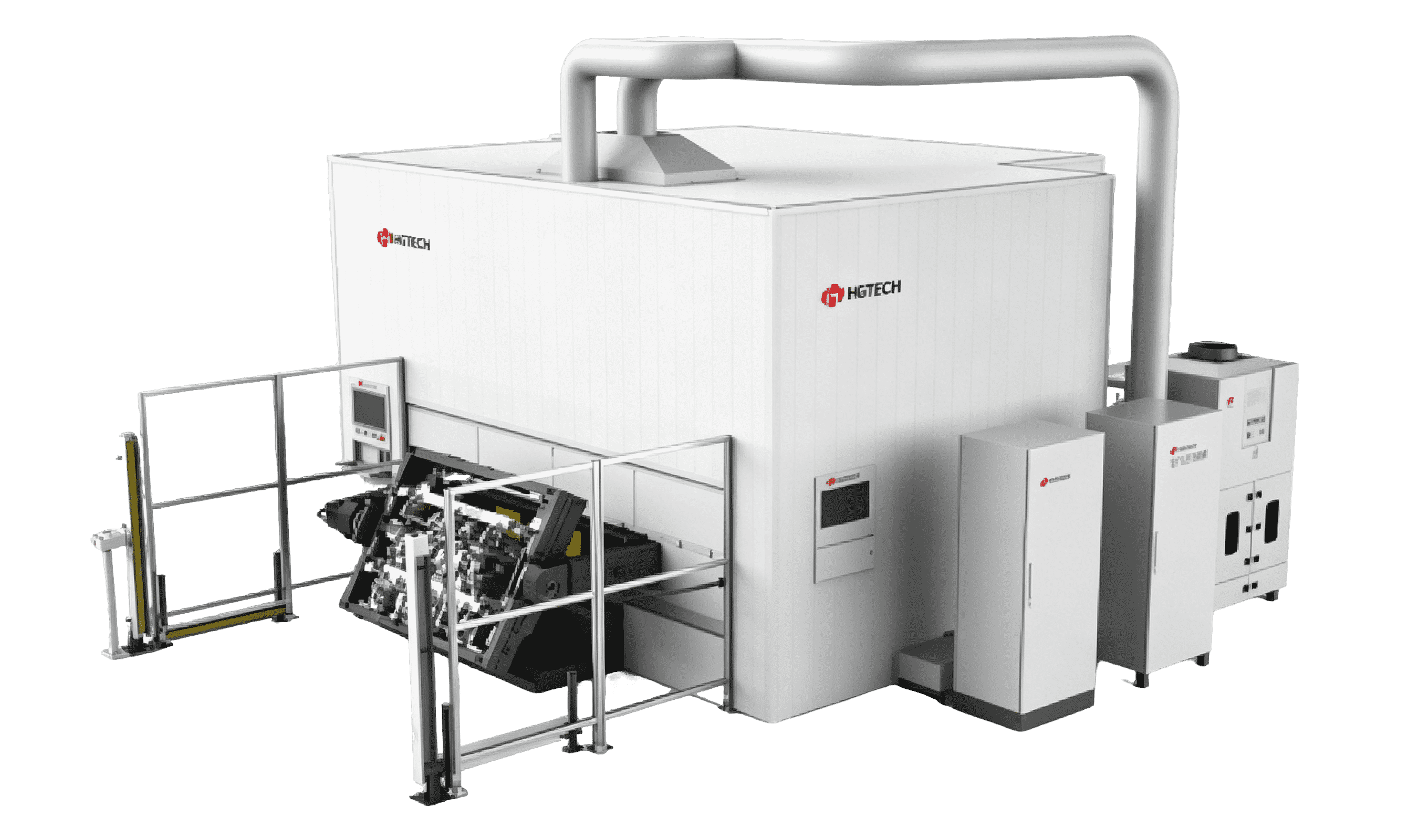
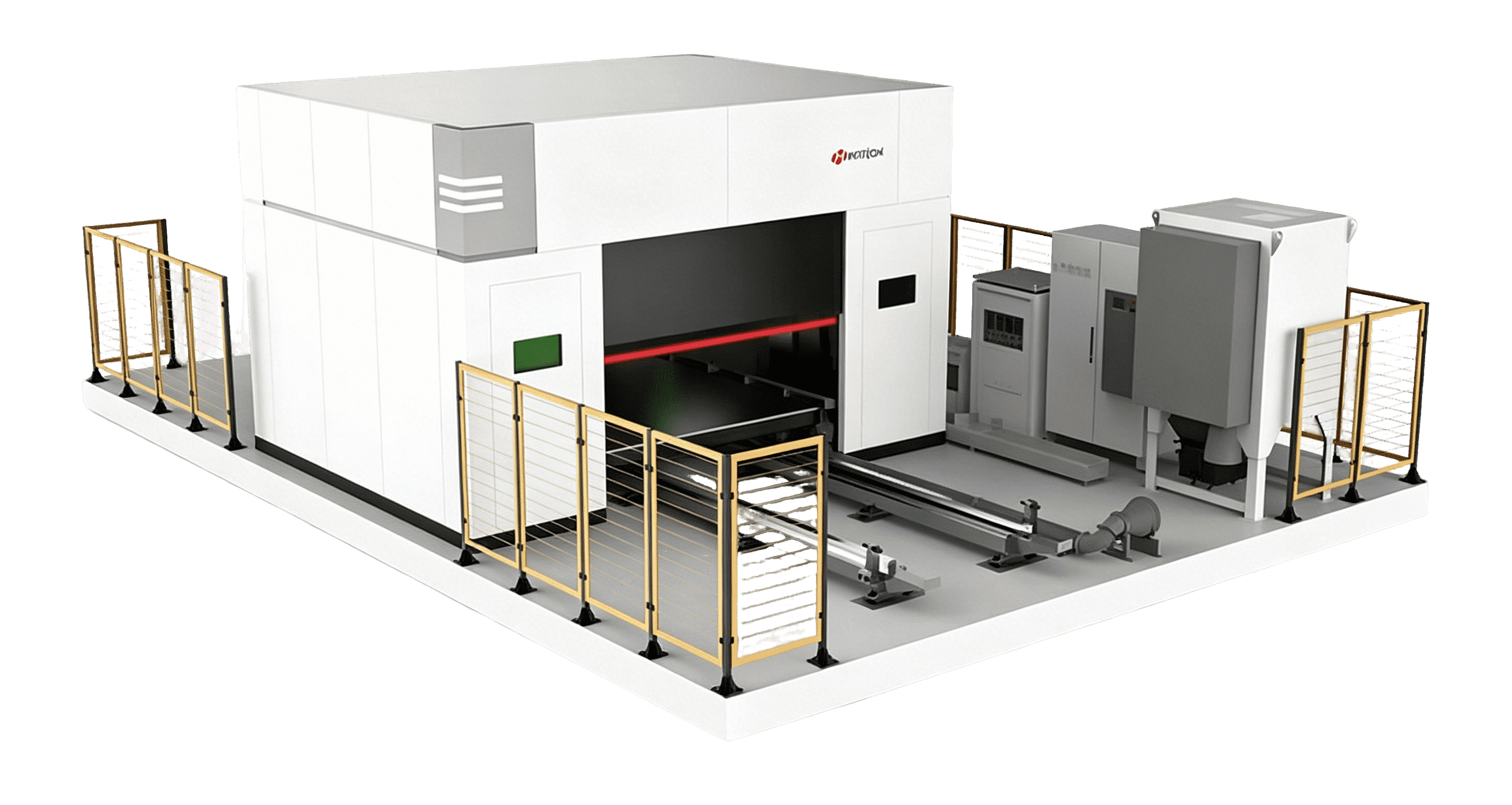

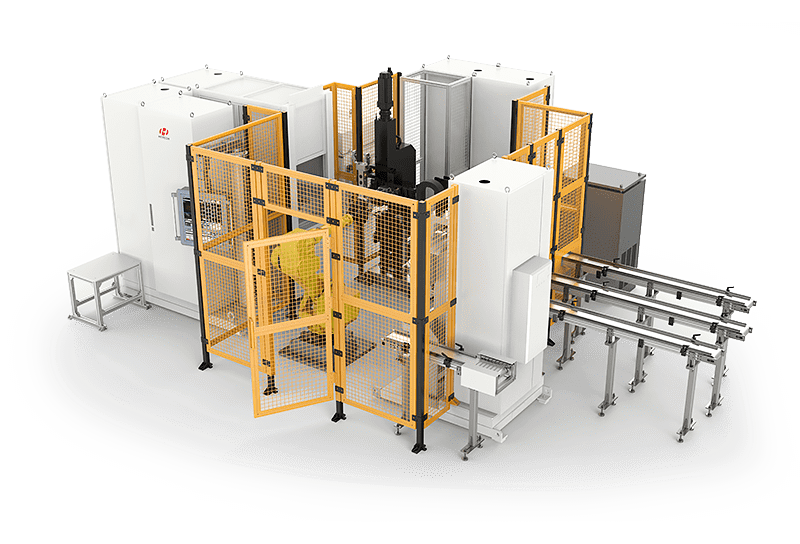

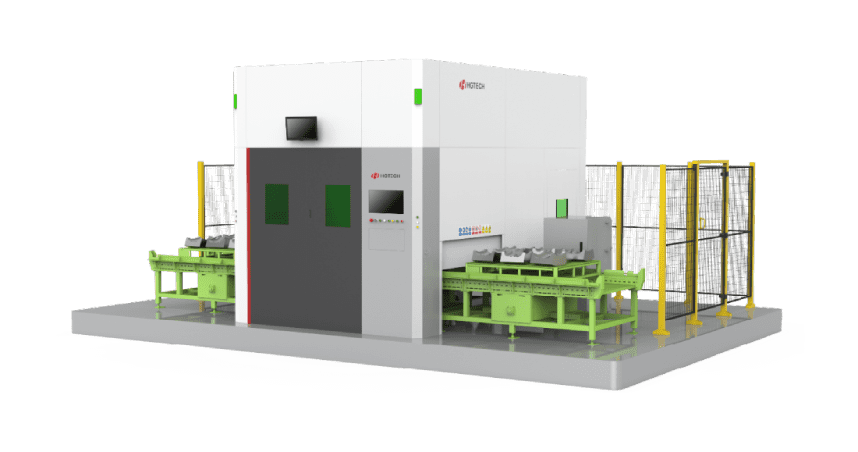
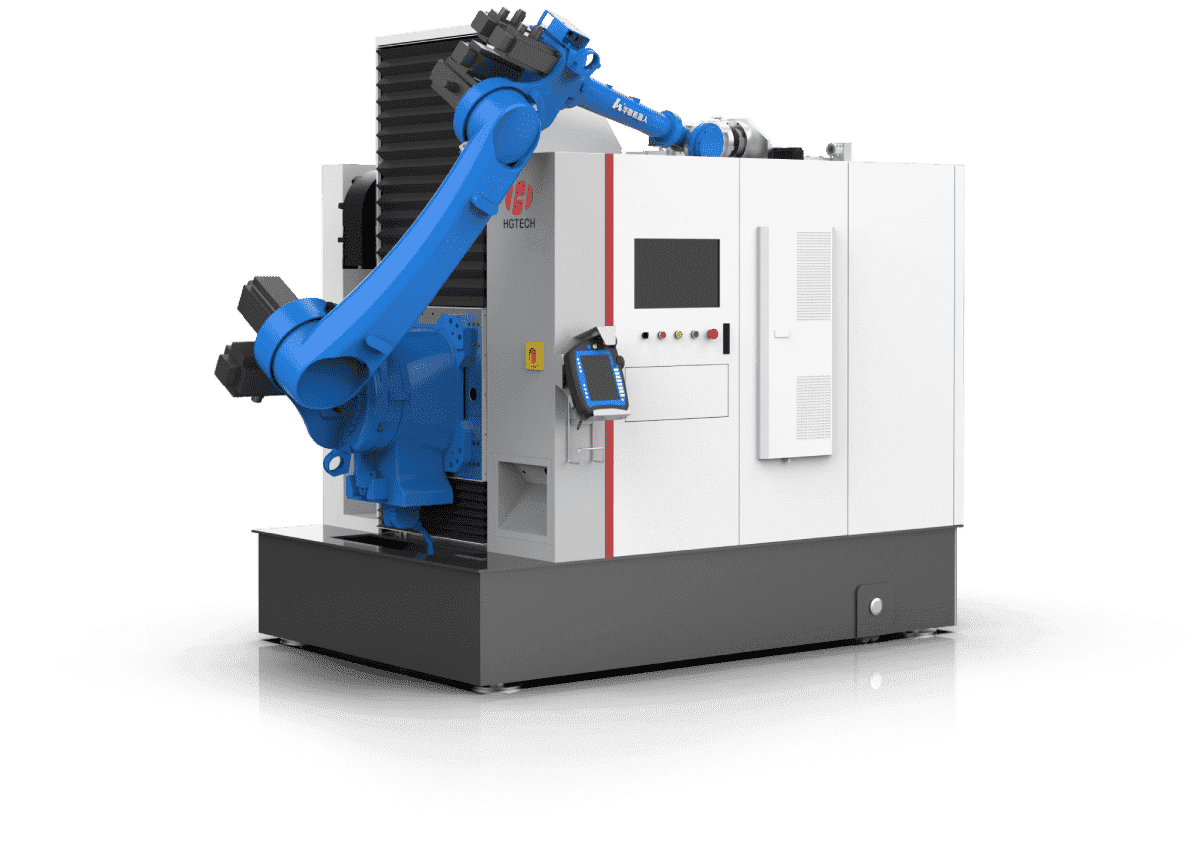
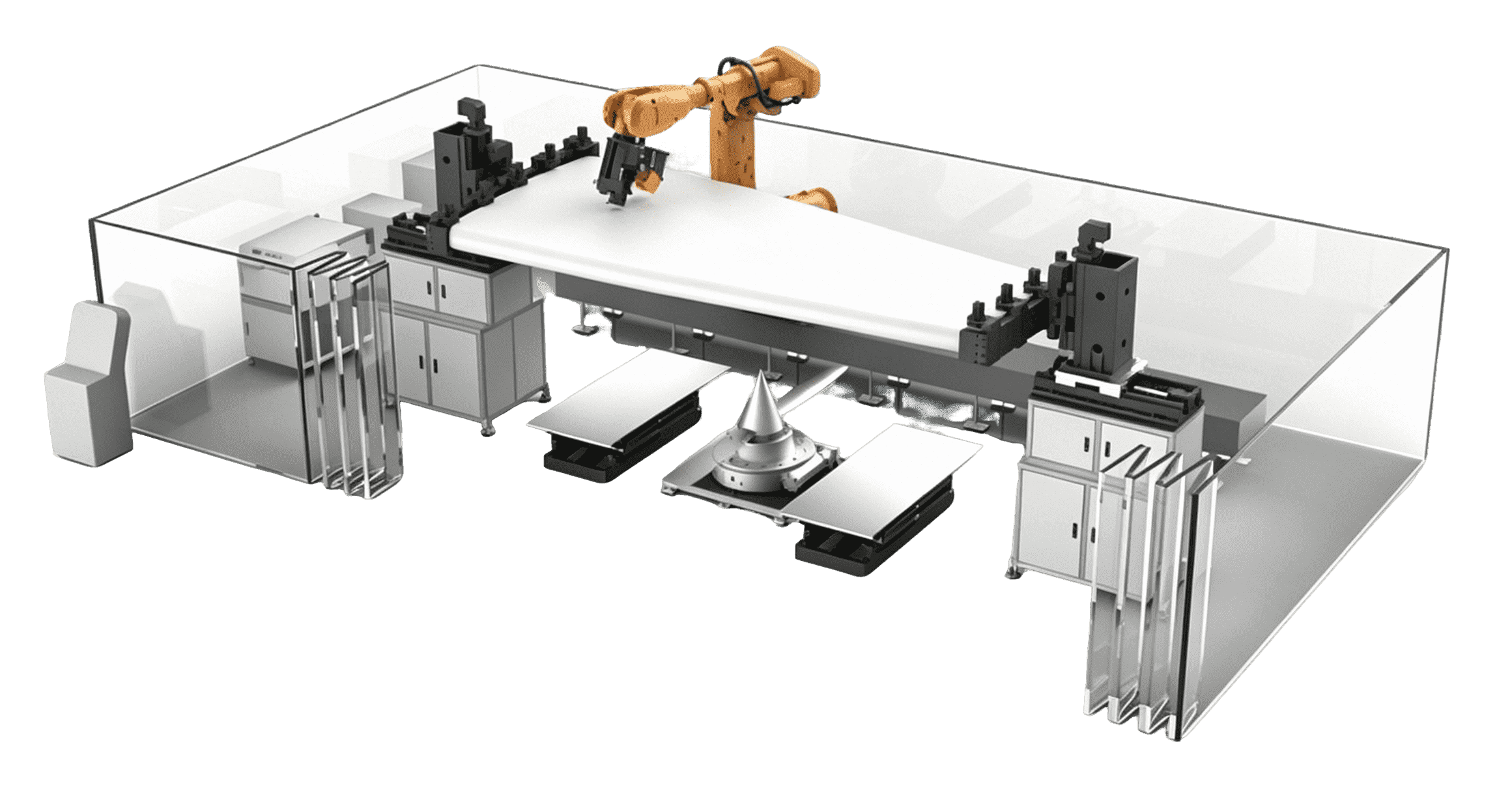



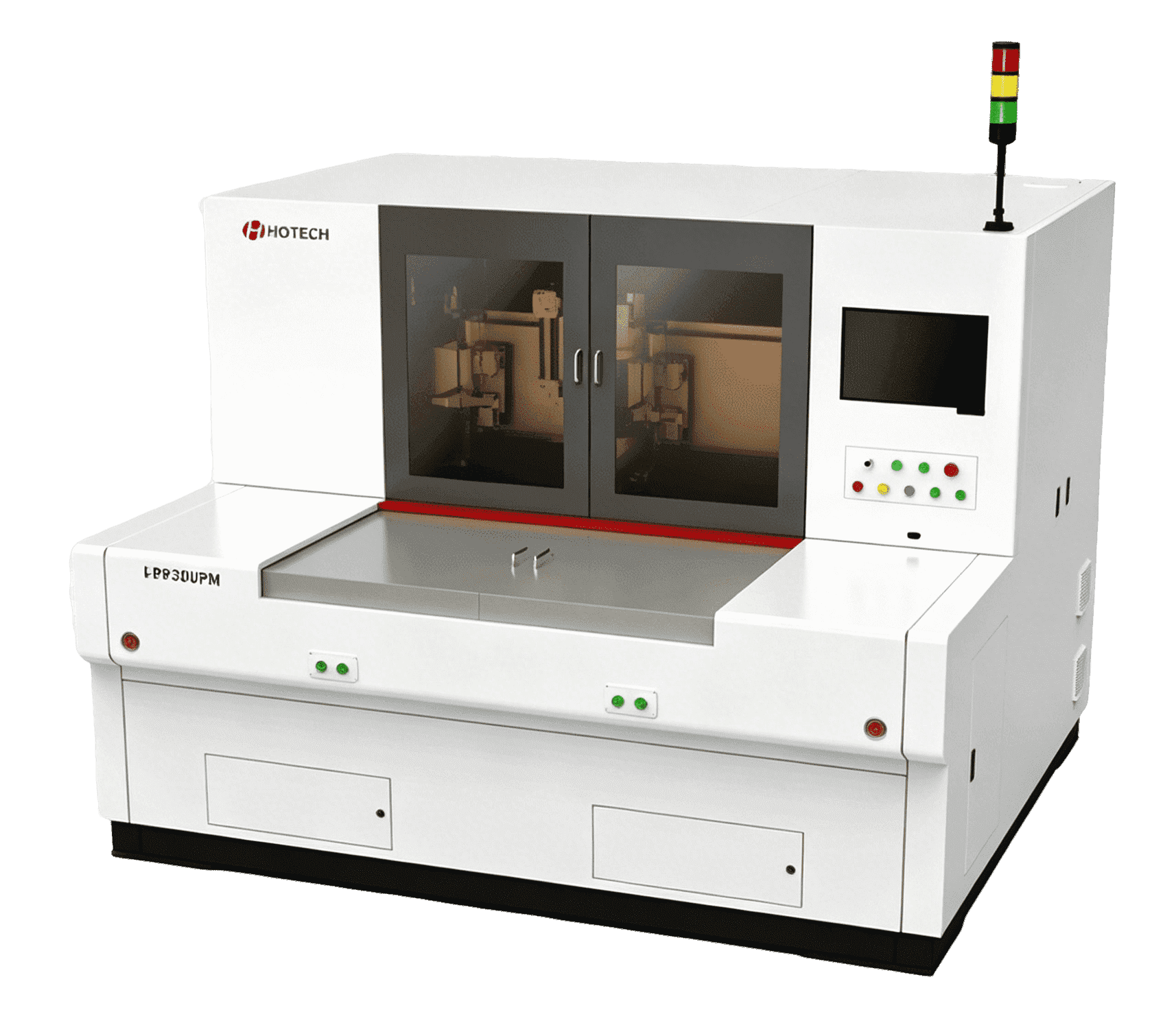


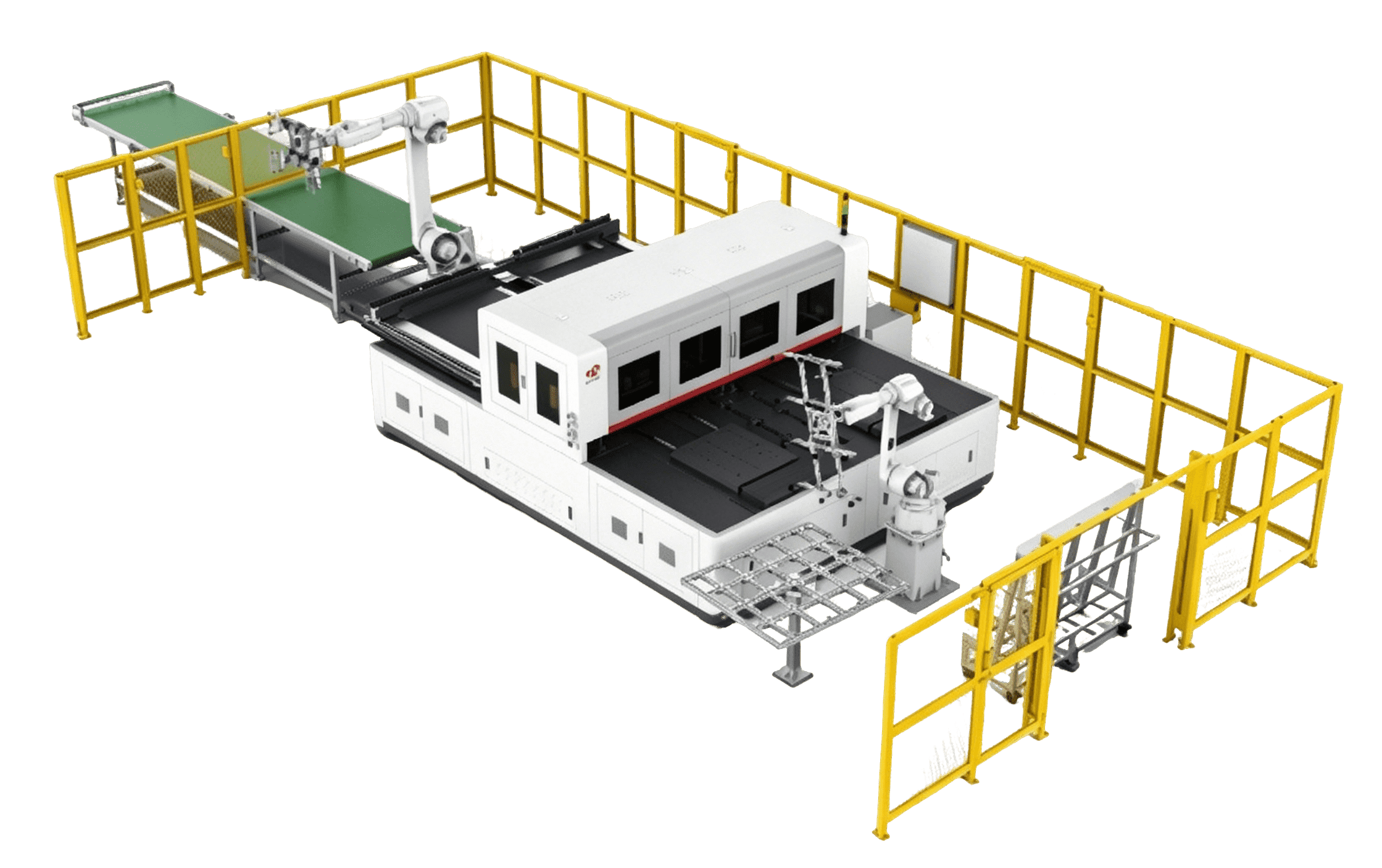

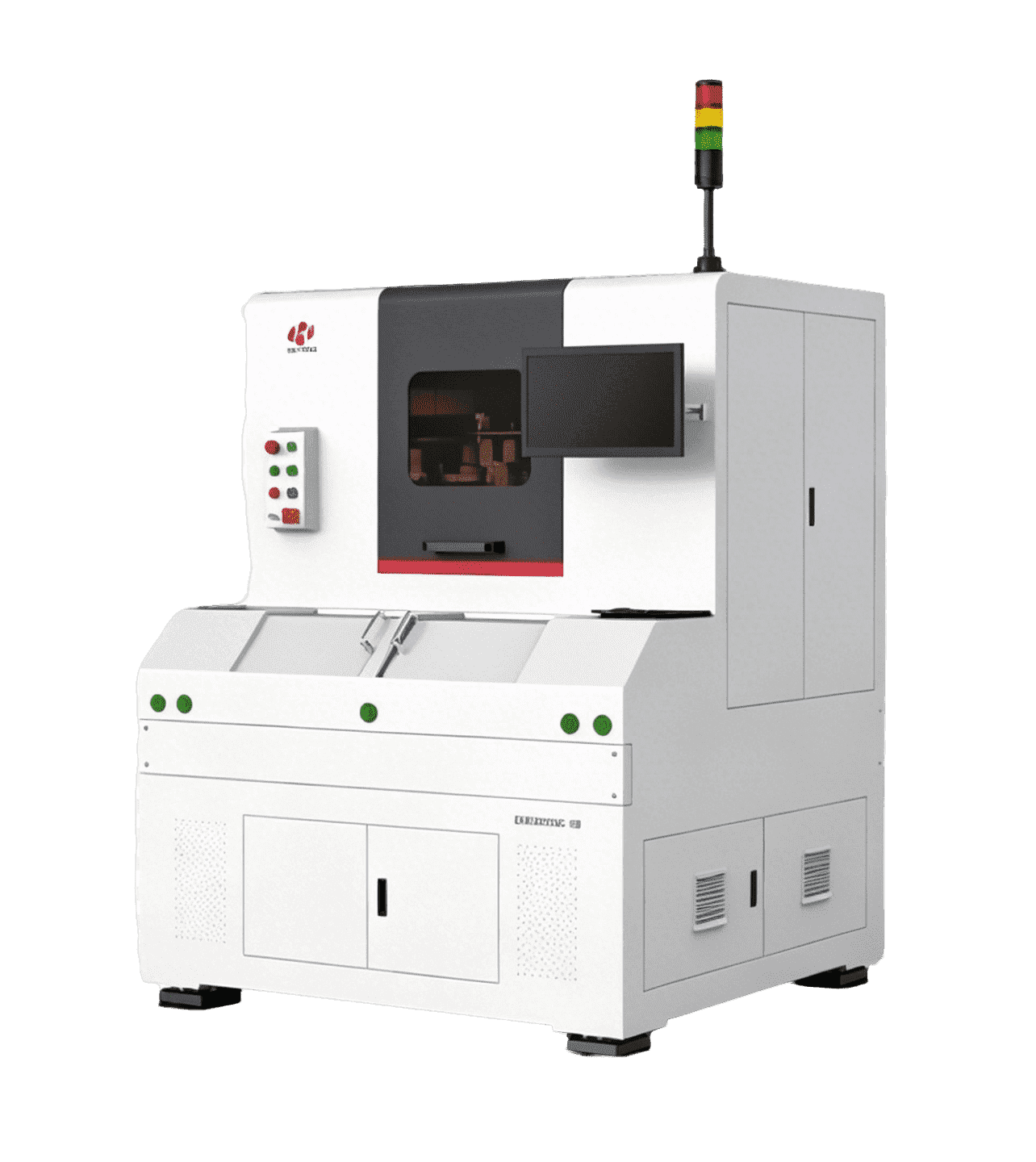

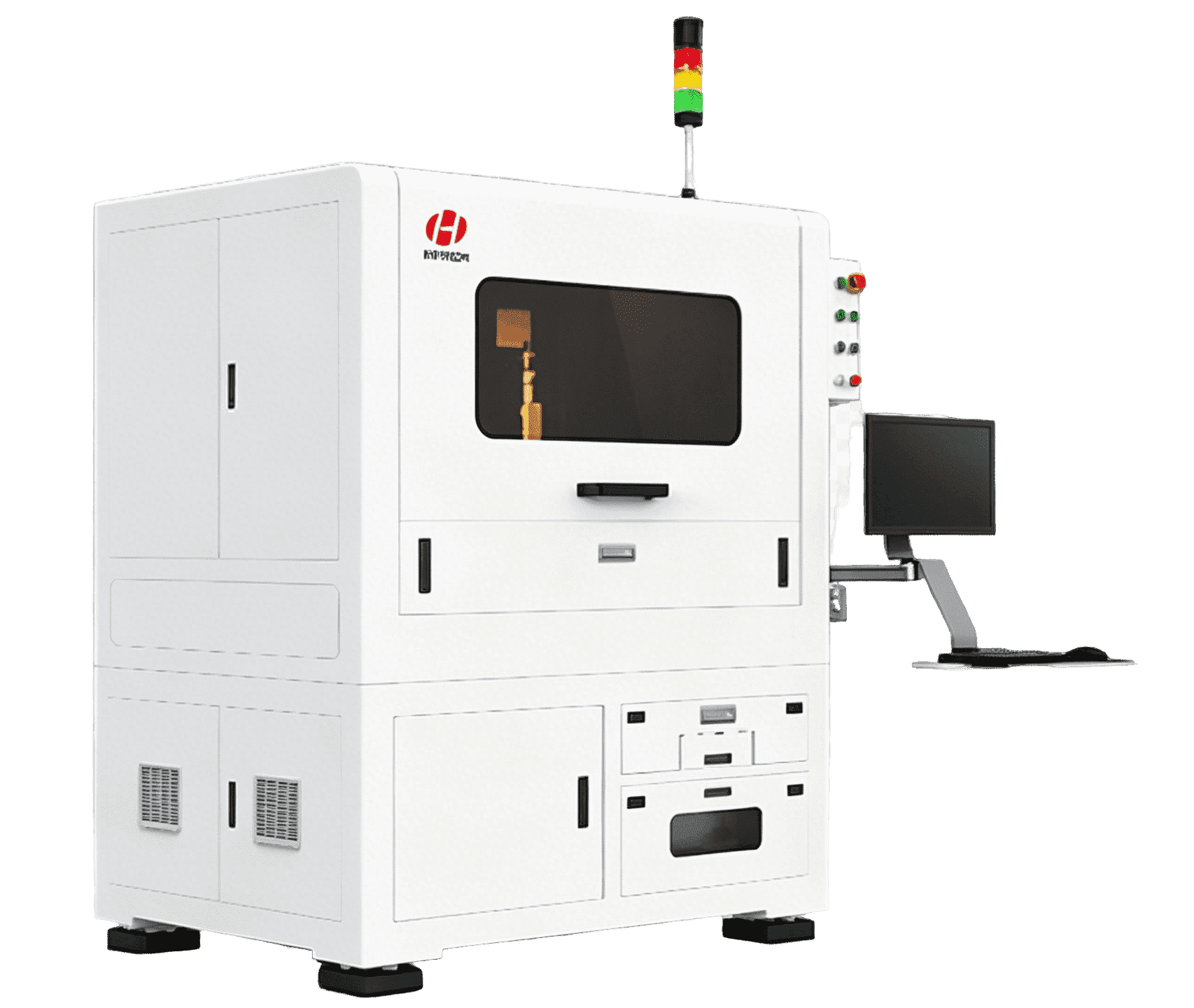
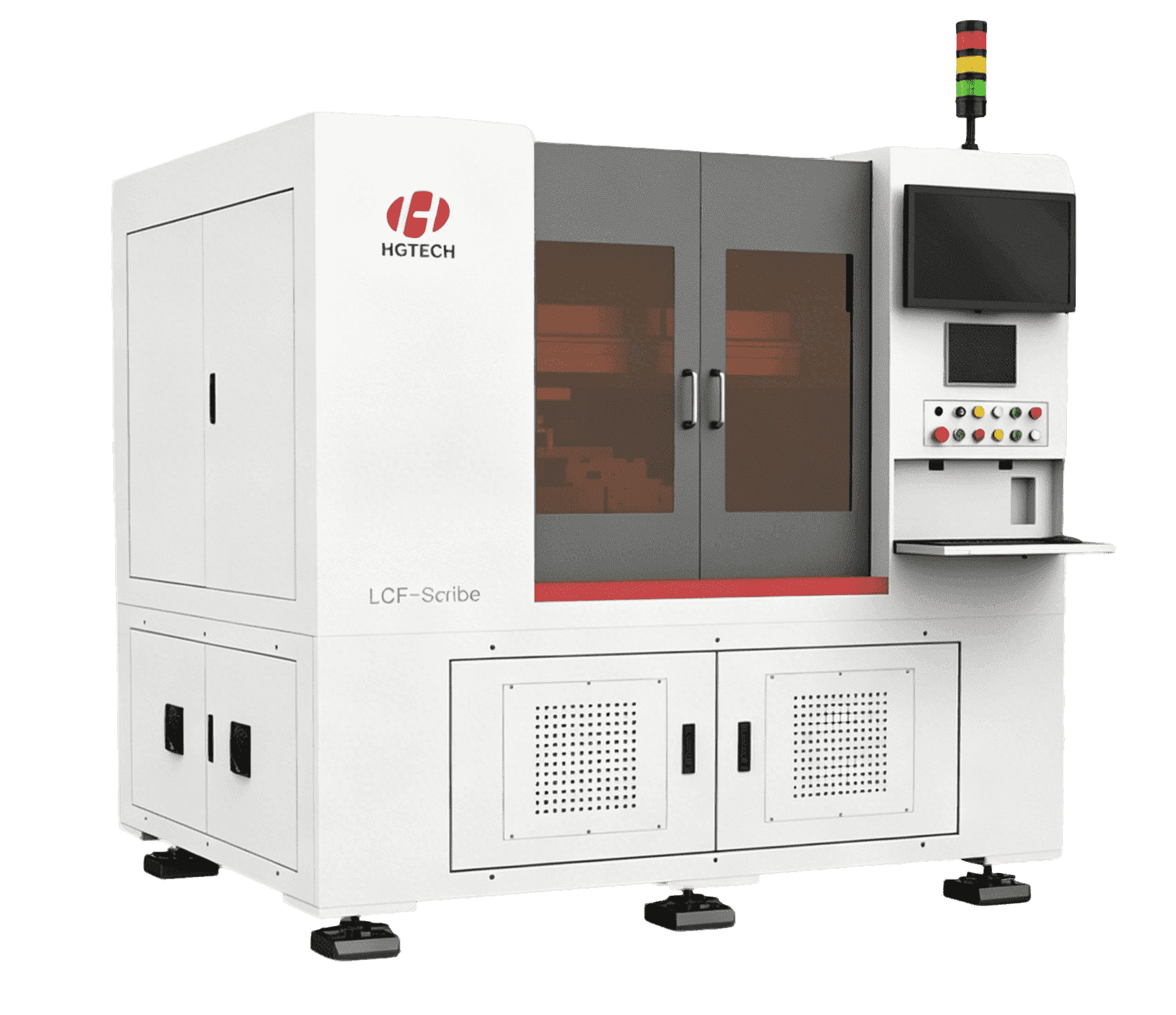




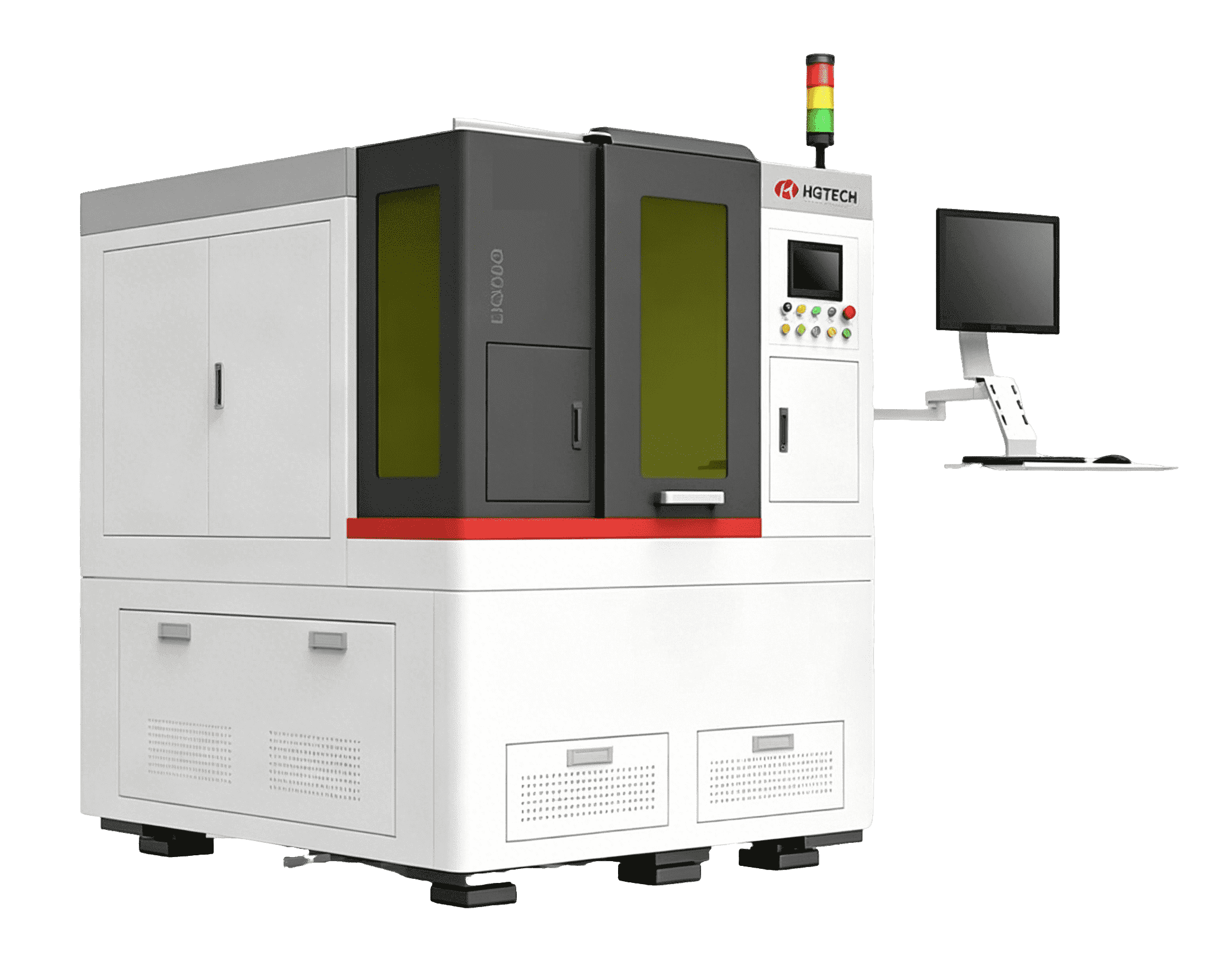


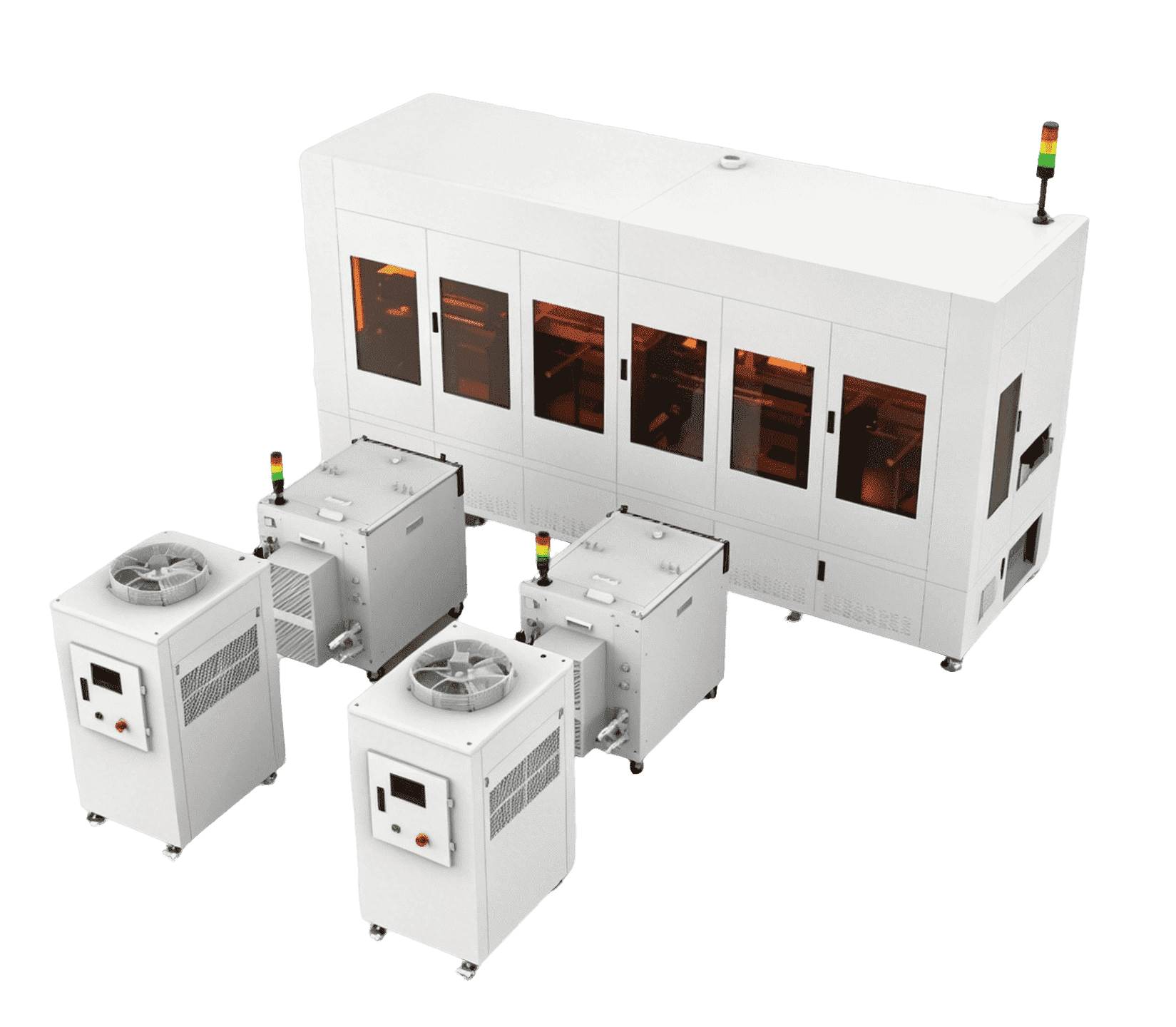

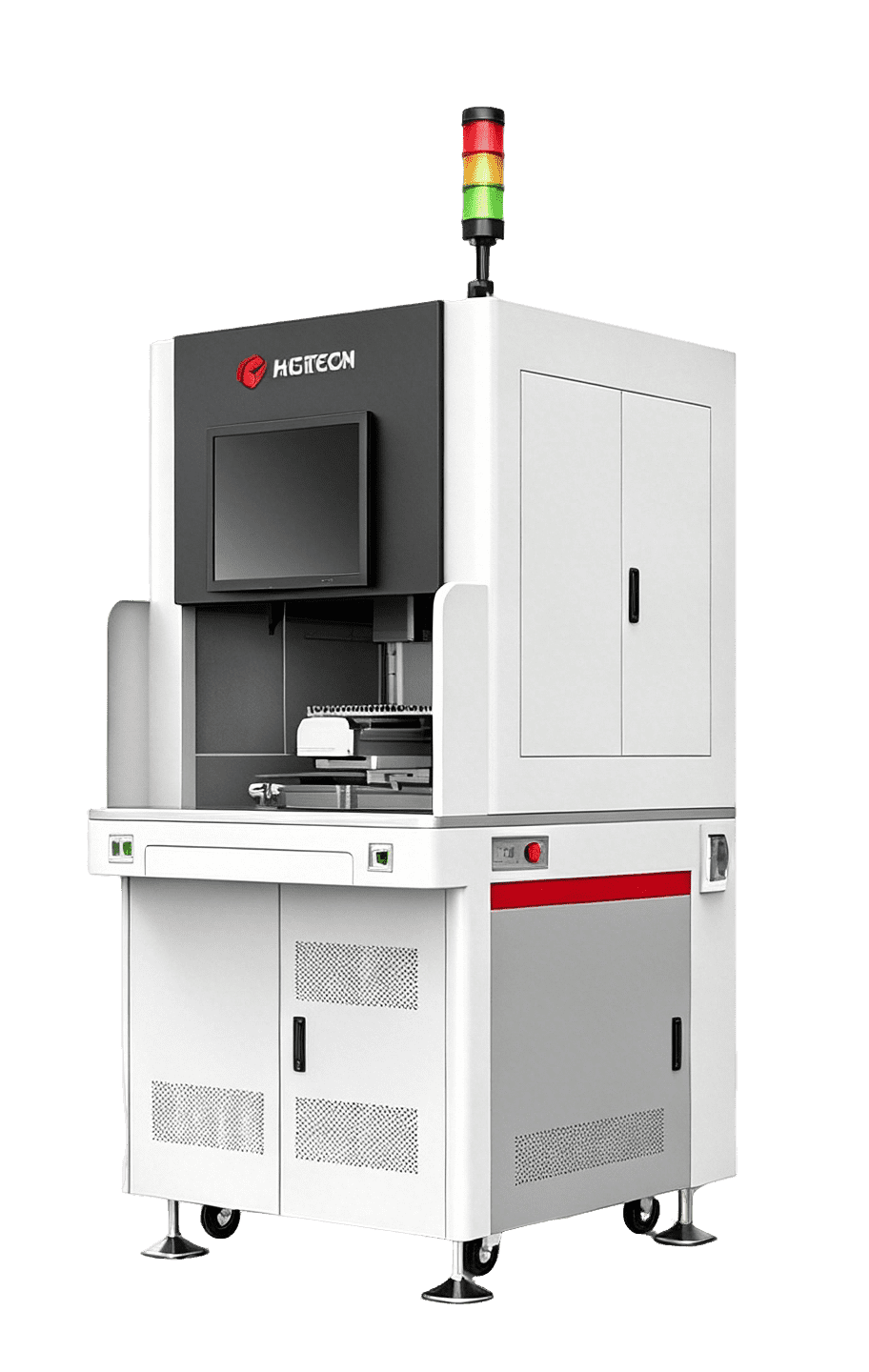

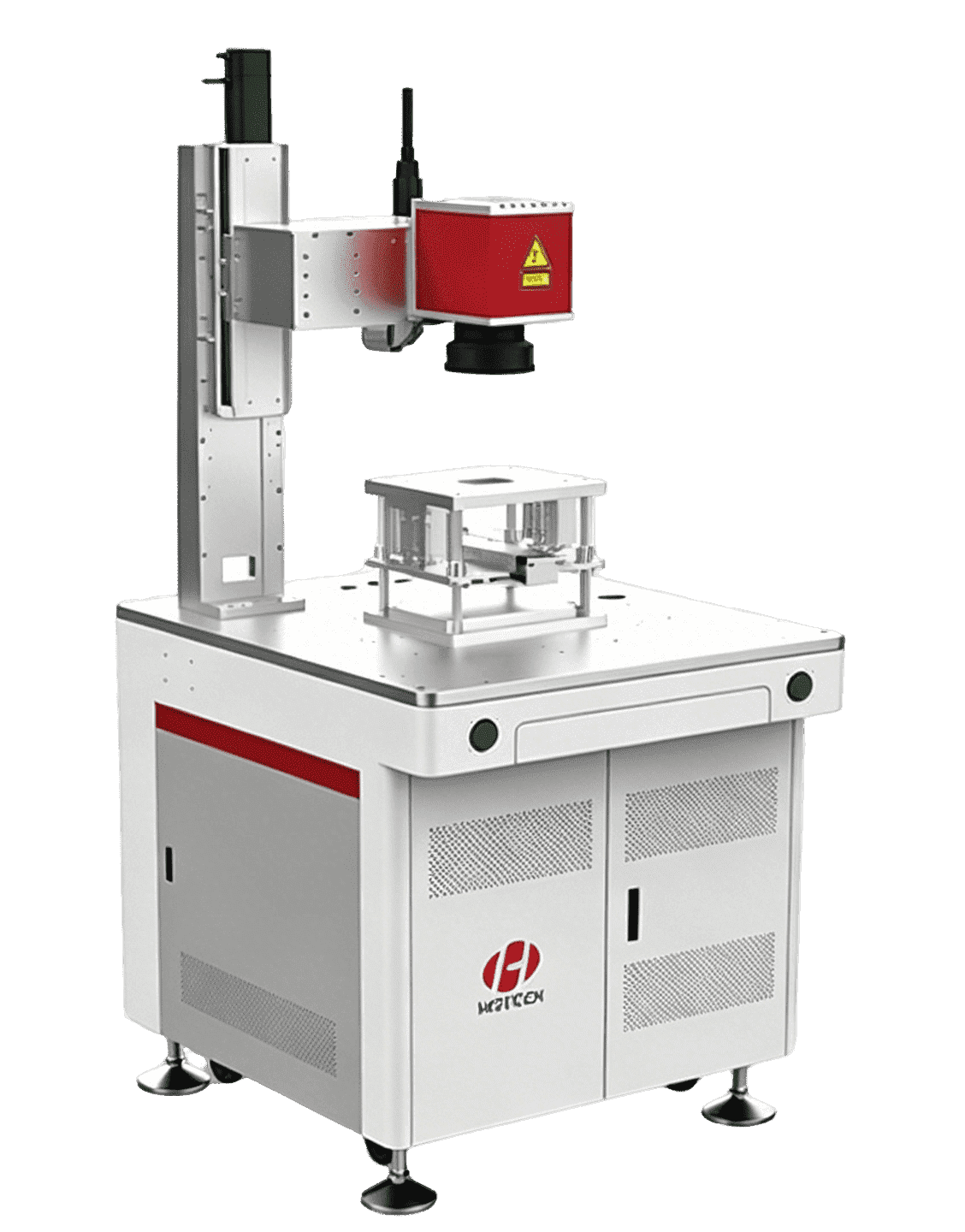

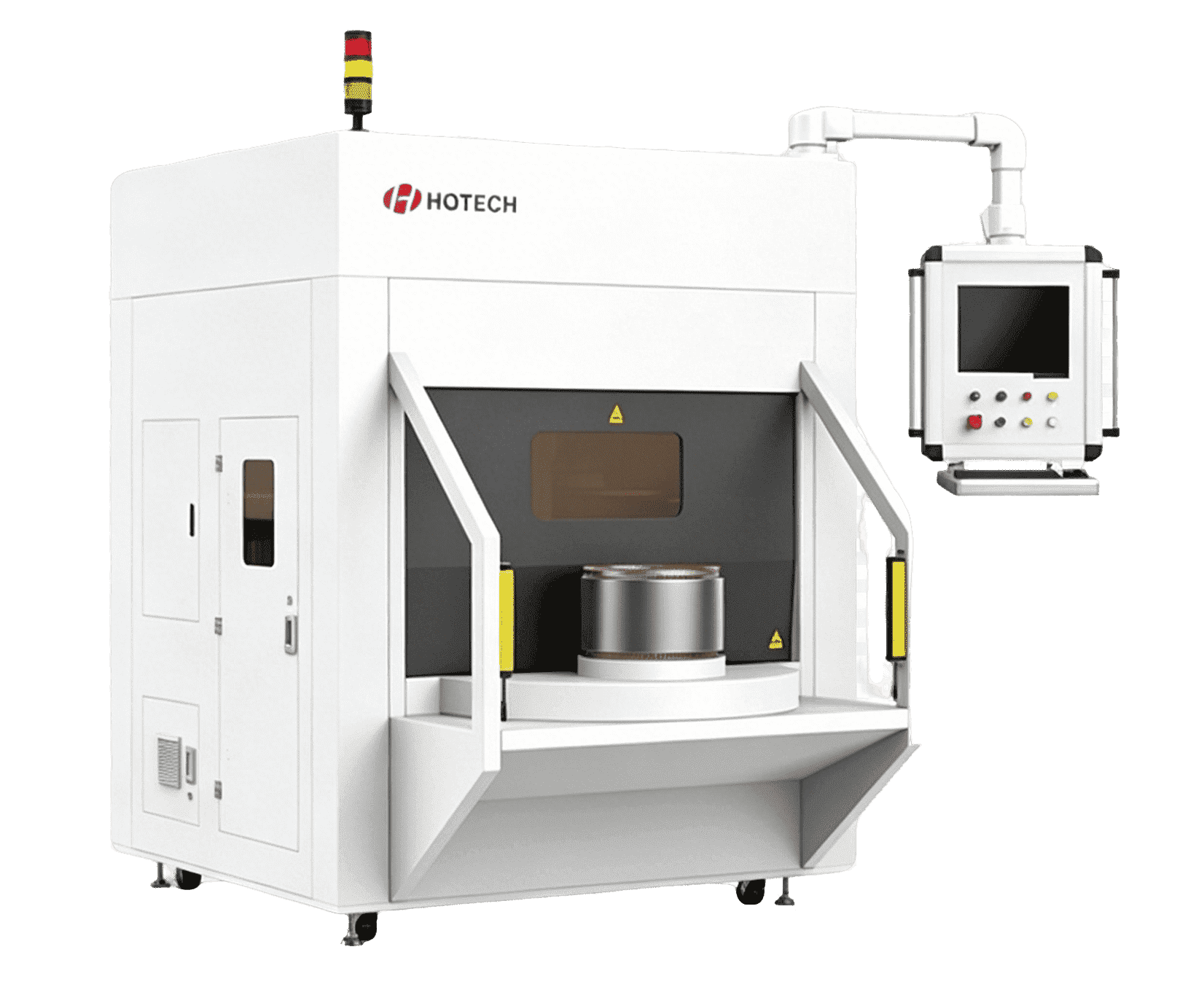

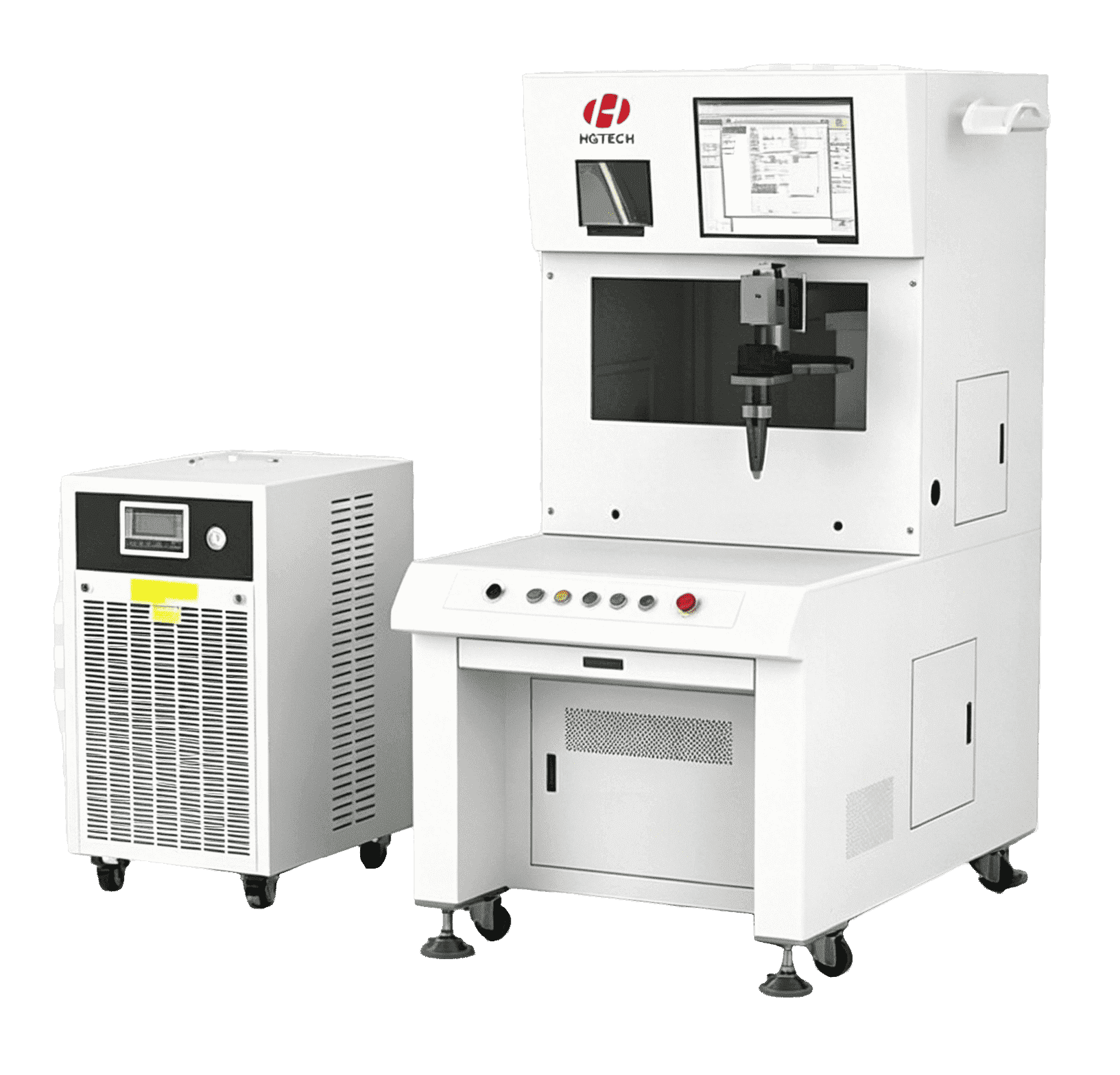










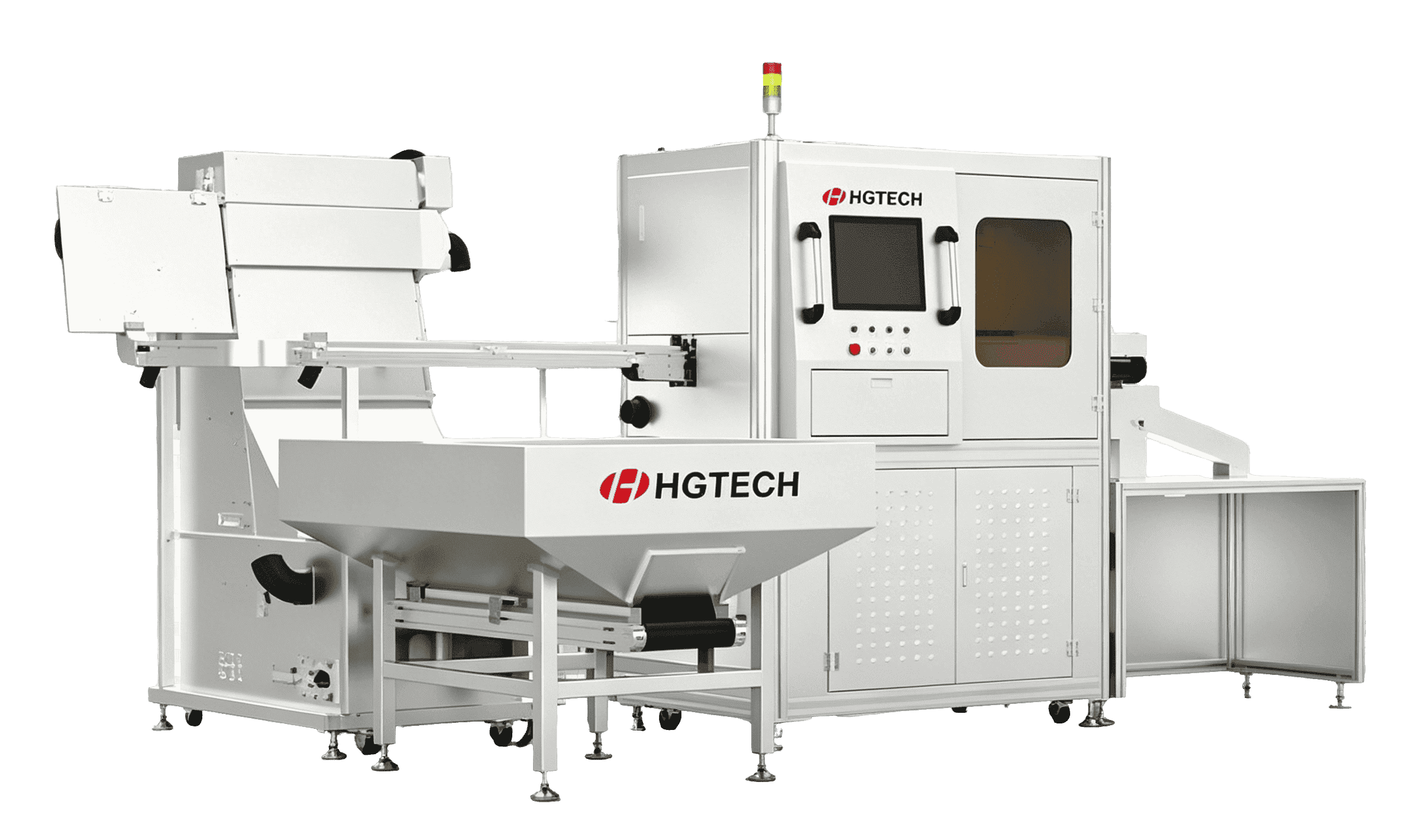





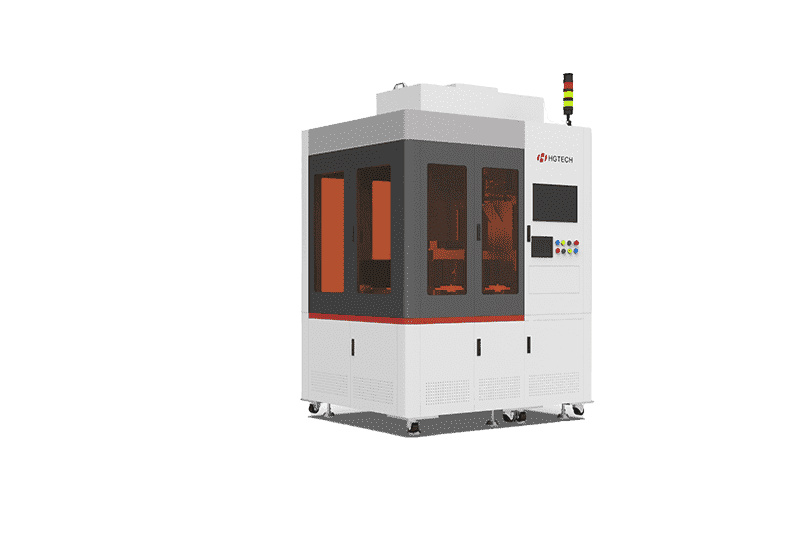





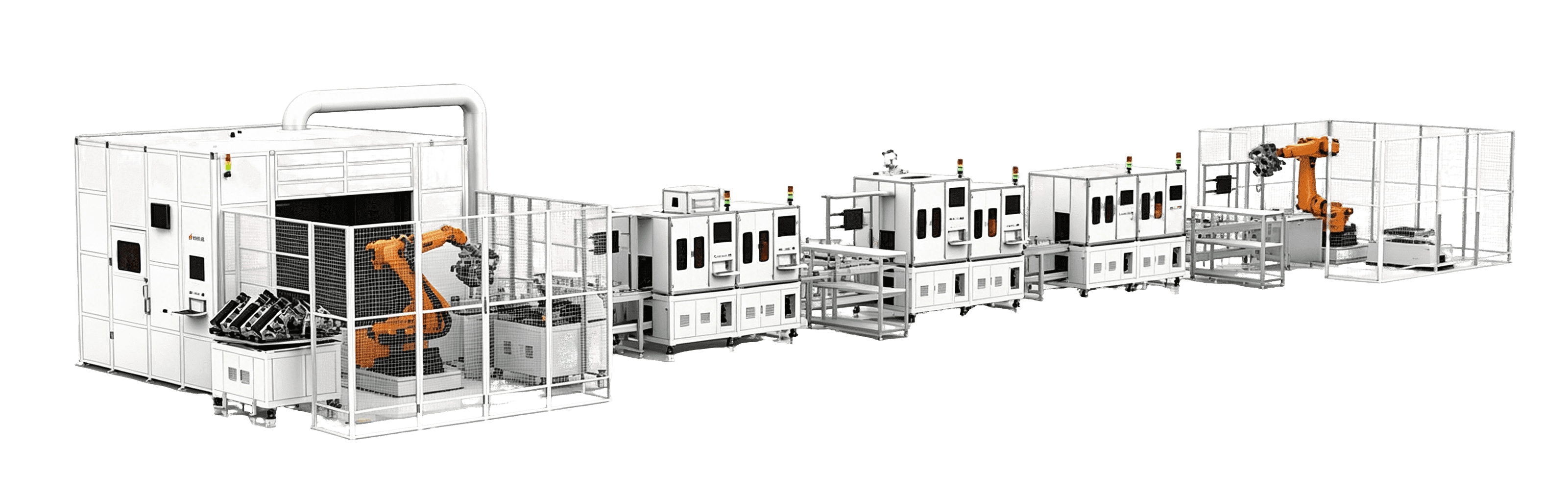
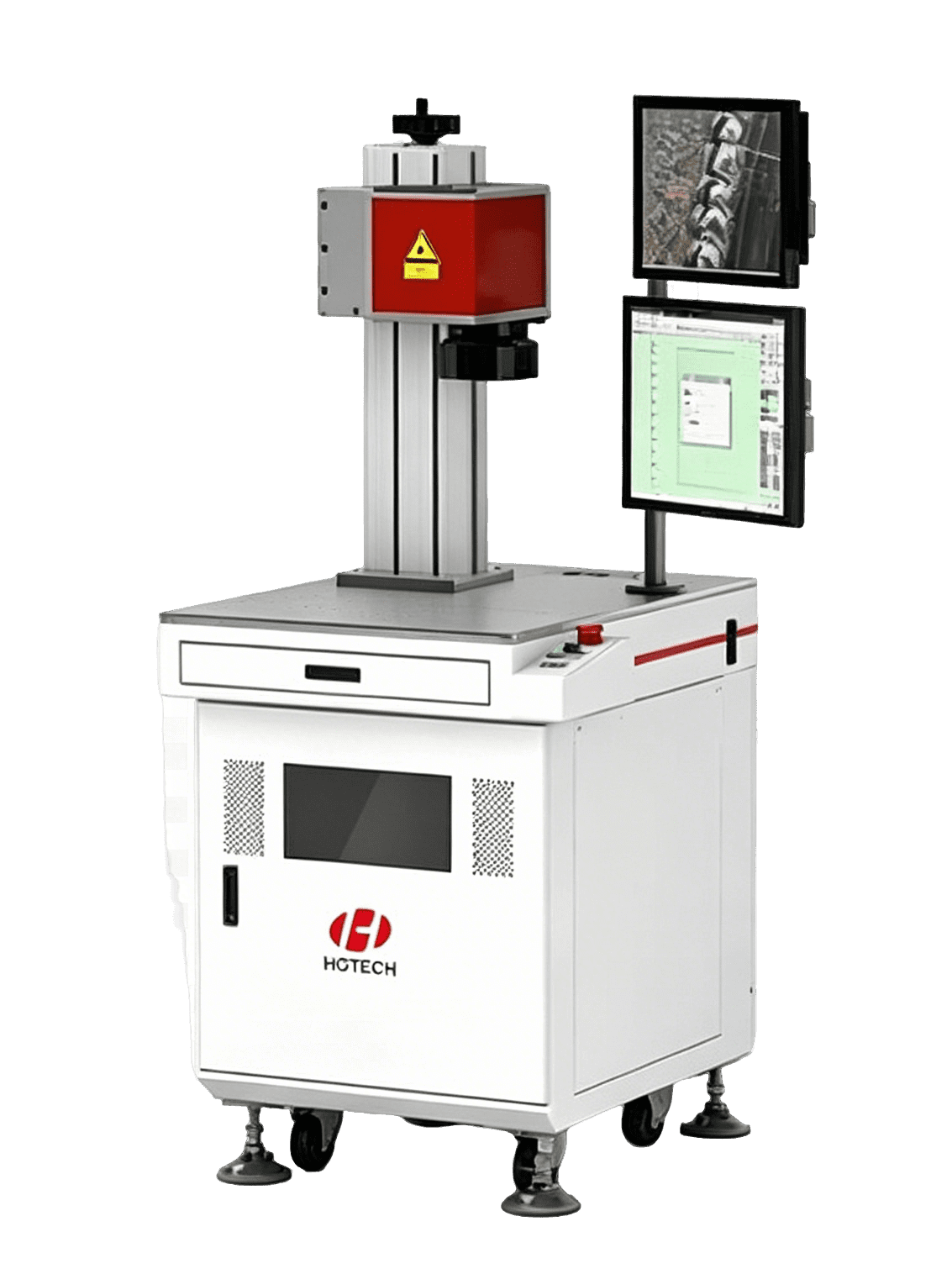

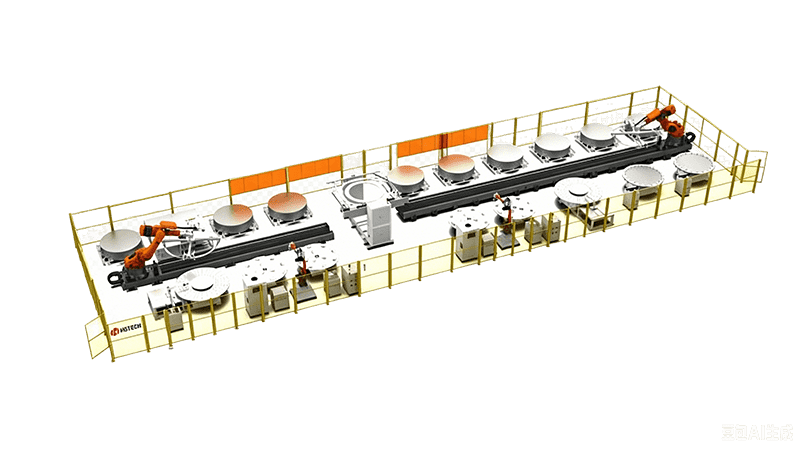
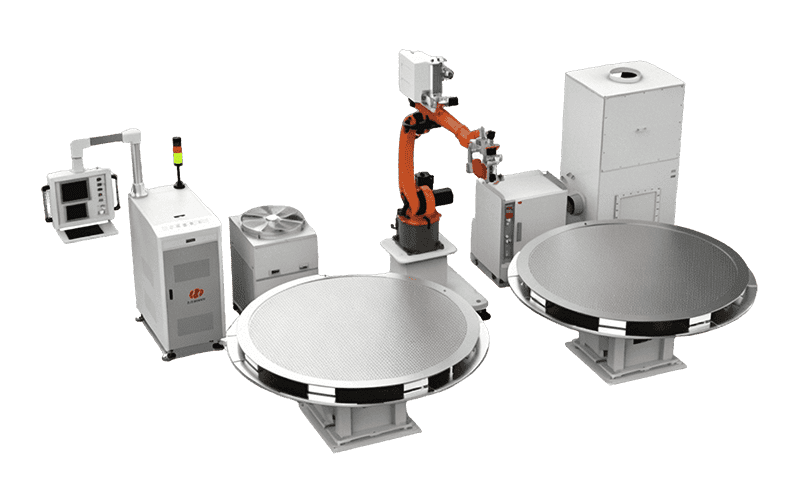
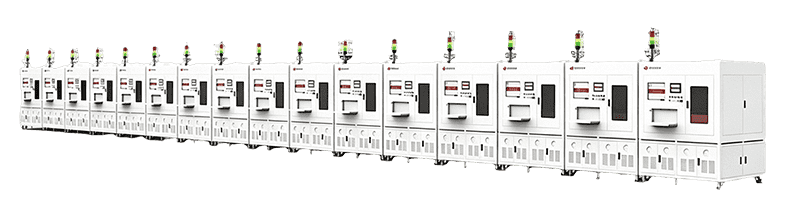
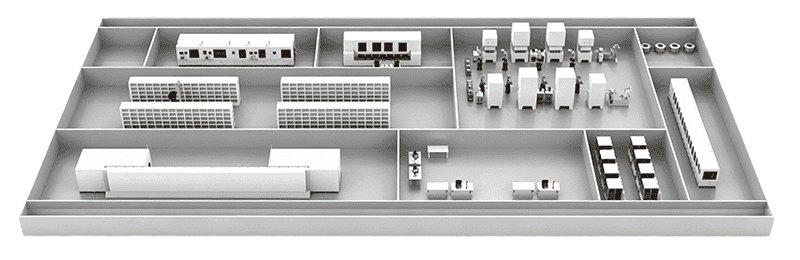


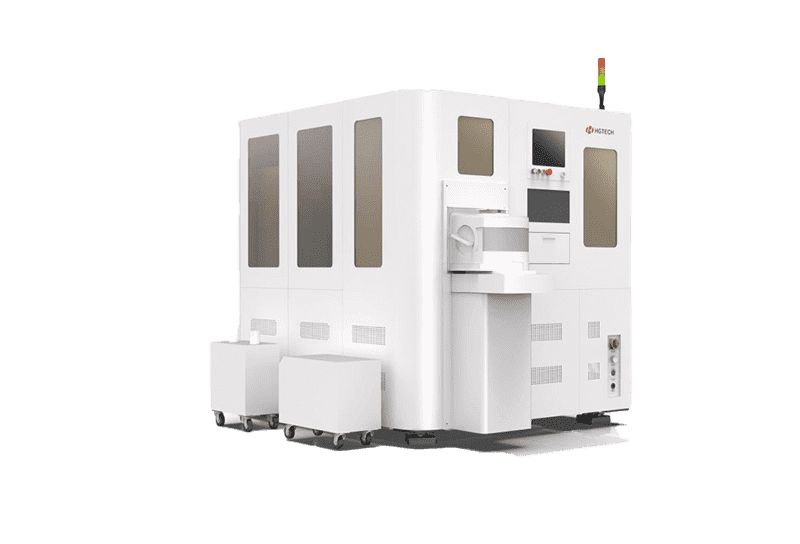









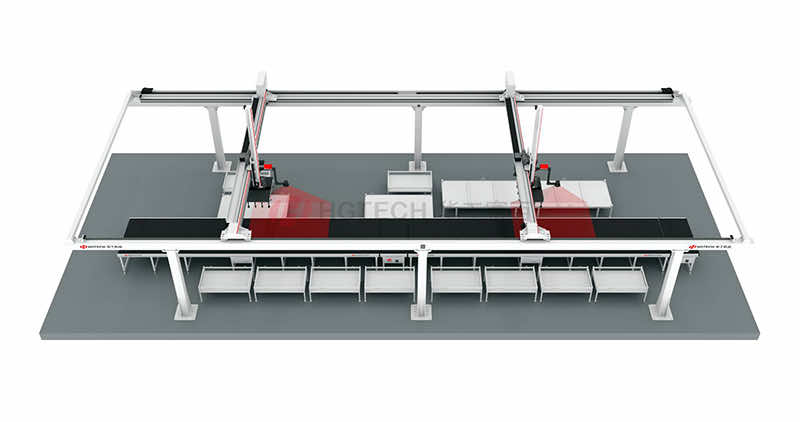
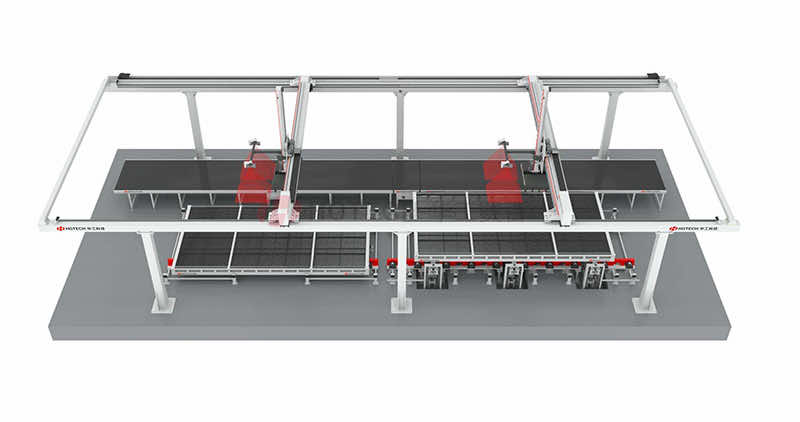
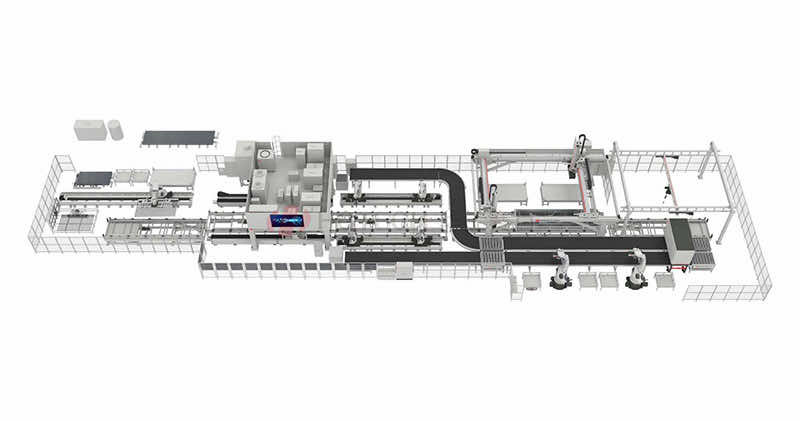
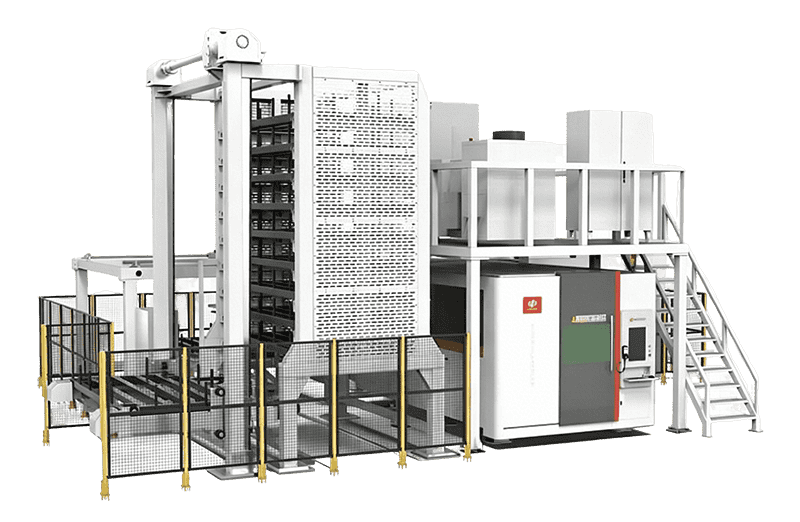
Laser welding is an efficient and precise welding method in metal welding at present. Laser welding is one of the important aspects of the application of laser material processing technology. Laser welding has been applied in many fields. During the welding operation, it is inevitable that there will be some welding defects. This article mainly explains some problems that are prone to laser welding and the corresponding solutions.

Common problems and solutions in laser welding:
1. Welding spatter: After the welding is completed, many metal particles appear on the surface of the material, which adhere to the surface of the material.
The cause of the problem: the surface of the material has not been cleaned before welding, and there are oil stains and pollutants, which may also be caused by the volatilization of the galvanized layer.
Solution: clean the surface of the material before laser welding.
2. Welding seam accumulation: the welding seam is over-filled and the welding seam is too high.
The cause of the problem: the wire feeding speed is too fast or the welding speed is too slow during welding.
Solution: slow down the wire feeding speed or speed up the welding speed.

3. Welding deviation: the weld metal is not solidified in the center of the joint structure.
The cause of the problem: Inaccurate positioning during welding, or inaccurate alignment of the filler welding time and wire.
Solution: Adjust the welding position, or adjust the position of the fill welding time and wire, as well as the position of the light, wire and weld.
4. Weld depression: the phenomenon of depression on the surface of the weld metal.
The cause of the problem: the welding spot is not at the center point, and the spot center is close to the lower plate and deviates from the center of the weld, causing part of the base material to melt.
Solution: adjust the light and silk matching.
5. Interruption or uneven thickness of the welding seam: When the welding seam is brazed, the welding seam is interrupted or the thickness is uneven due to the lack of wire feeding.
The cause of the problem: the wire feeding is unstable, or the light is not continuous, etc.
Solution: Adjust the stability of the device.

6. Porosity: Porosity appears on the surface of the weld.
The cause of the problem: the surface of the weld is not cleaned, or the zinc vapor of the galvanized sheet is volatilized.
Solution: Clean the surface of the weld and improve the volatilization of zinc when heated.
7. Welding: When the weld track changes greatly, it is easy to appear welded or uneven forming at the corners.
The cause of the problem: the welding seam trajectory changes greatly and the teaching is uneven.
Solution: Weld under the optimal parameters, and adjust the teaching to coherently excessive corners.