Automobile Industry
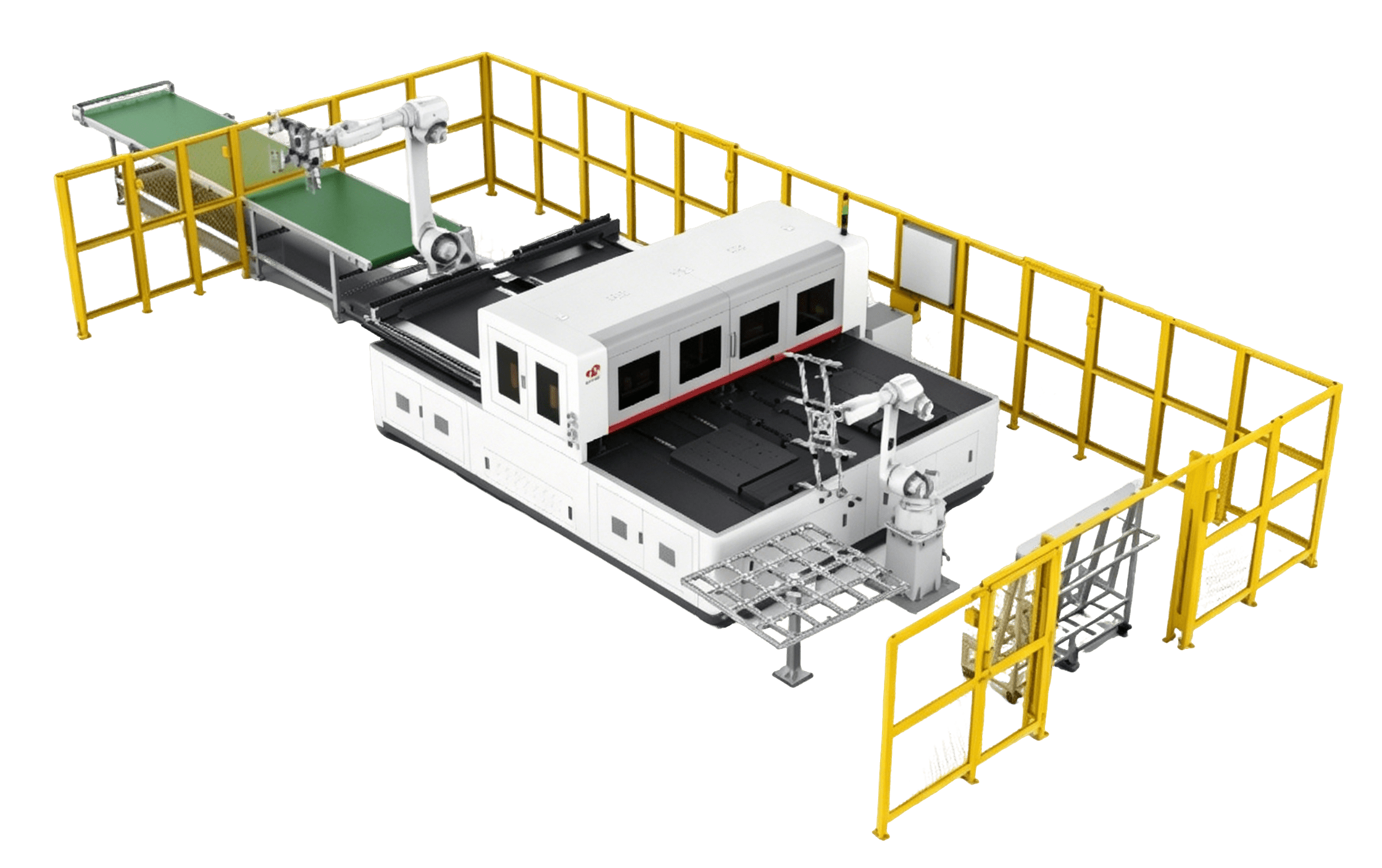
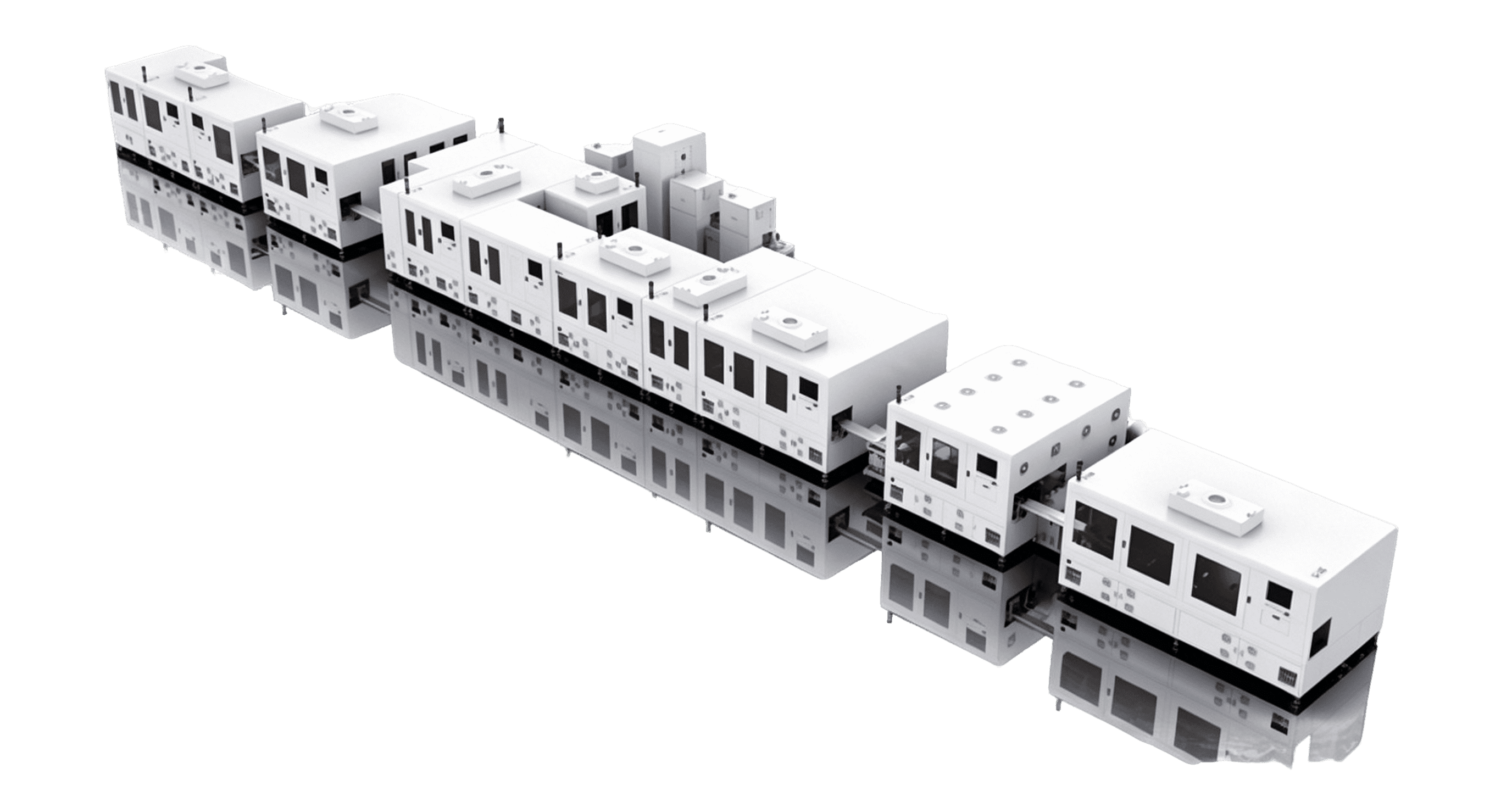
Automotive Laser Manufacturing






























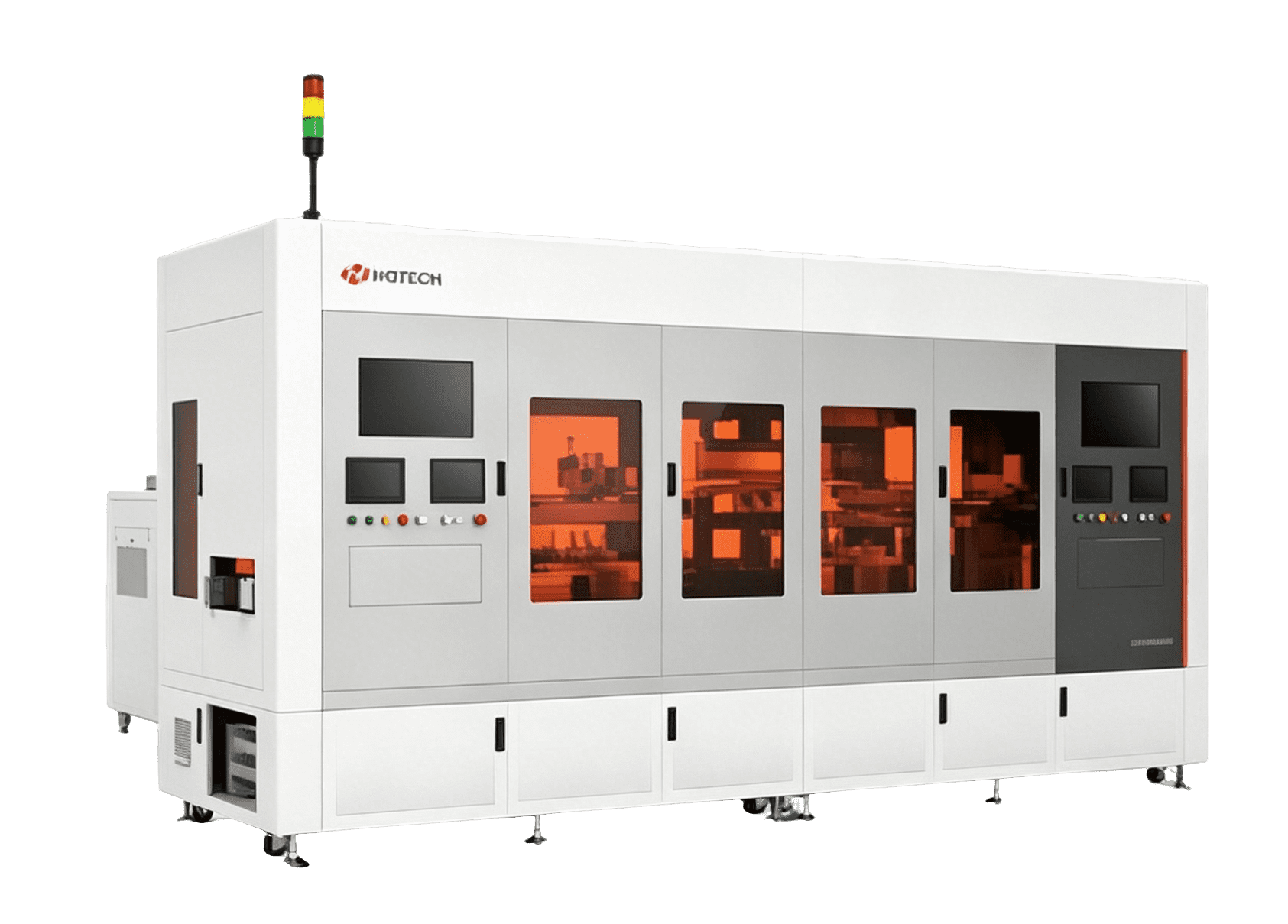













































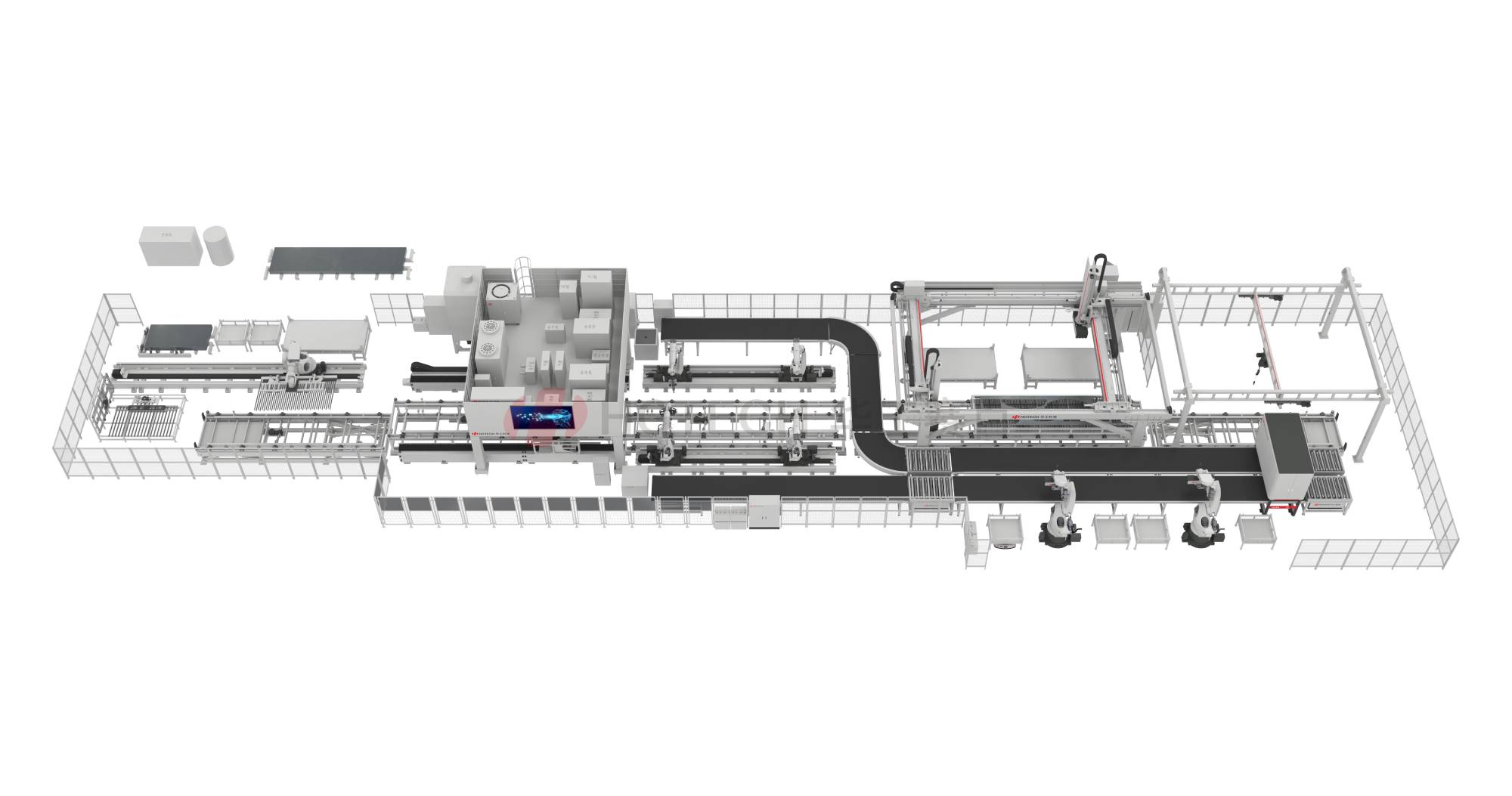
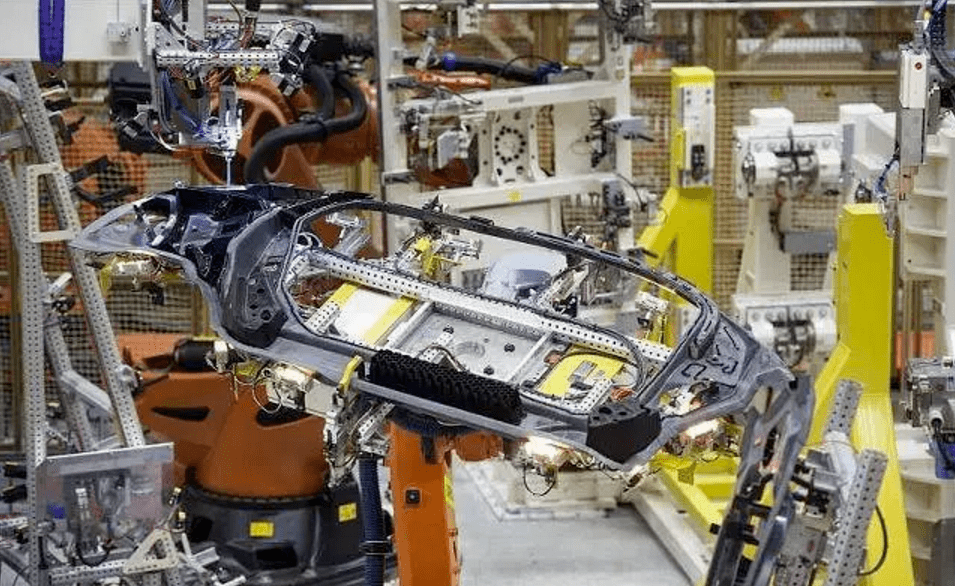
As one of the three major components of the automobile, the body has been paid more and more attention. This is not only because in terms of quality, the body of cars and buses has accounted for 40% - 60% of the whole vehicle, and the body of trucks has also reached 20% - 30%; In terms of manufacturing costs, the percentage of body in the whole vehicle still exceeds the upper limit of these values. The manufacturing process of automobile body is quite complex, and its main parts are formed and welded from steel plates.
The traditional manufacturing process is to adopt full mold forming on the stamping production line, including blanking, punching, deep drawing and shaping. Then carry out welding and other assembly on the body assembly line, and a large number of hanging spot welding machines and welding guns are used for welding.
Due to the complex structure of the die used in the production of automobile body, its design and manufacturing cycle is long, resulting in a long replacement cycle of automotive products. In order to grasp business opportunities in the fierce market competition and take the lead, the cycle of automobile manufacturers around the world to launch new models is becoming shorter and shorter. Therefore, all automobile manufacturers actively introduce and adopt advanced processing technology in their own automobile body manufacturing.
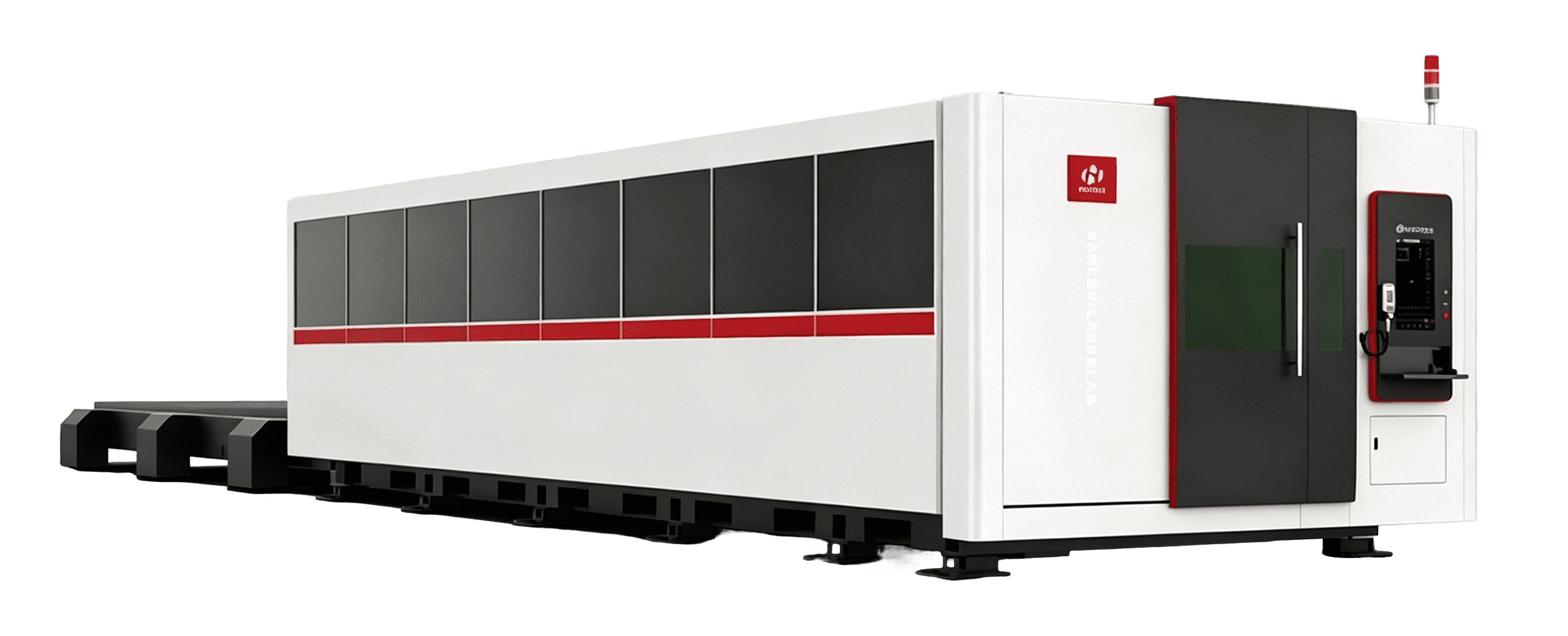
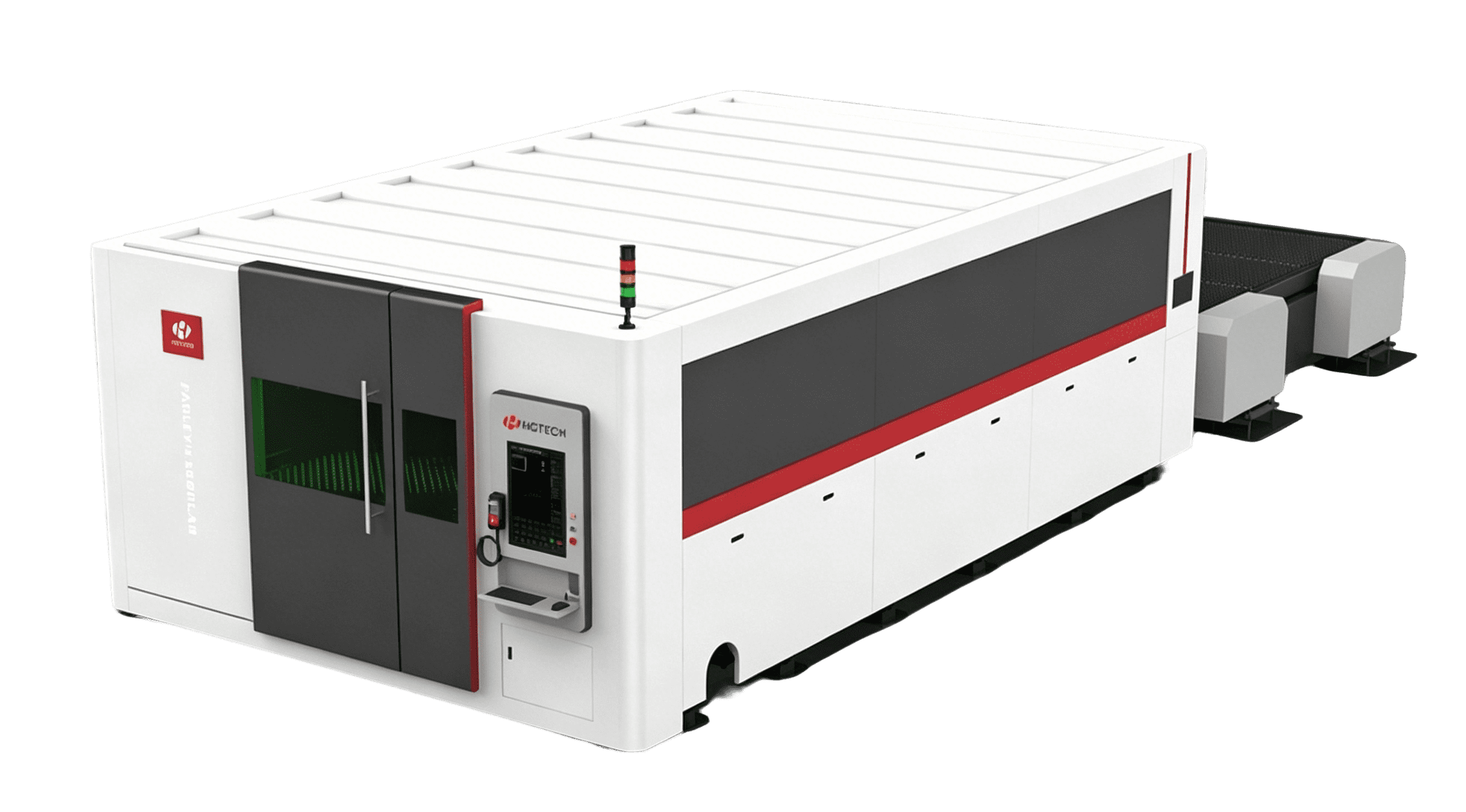
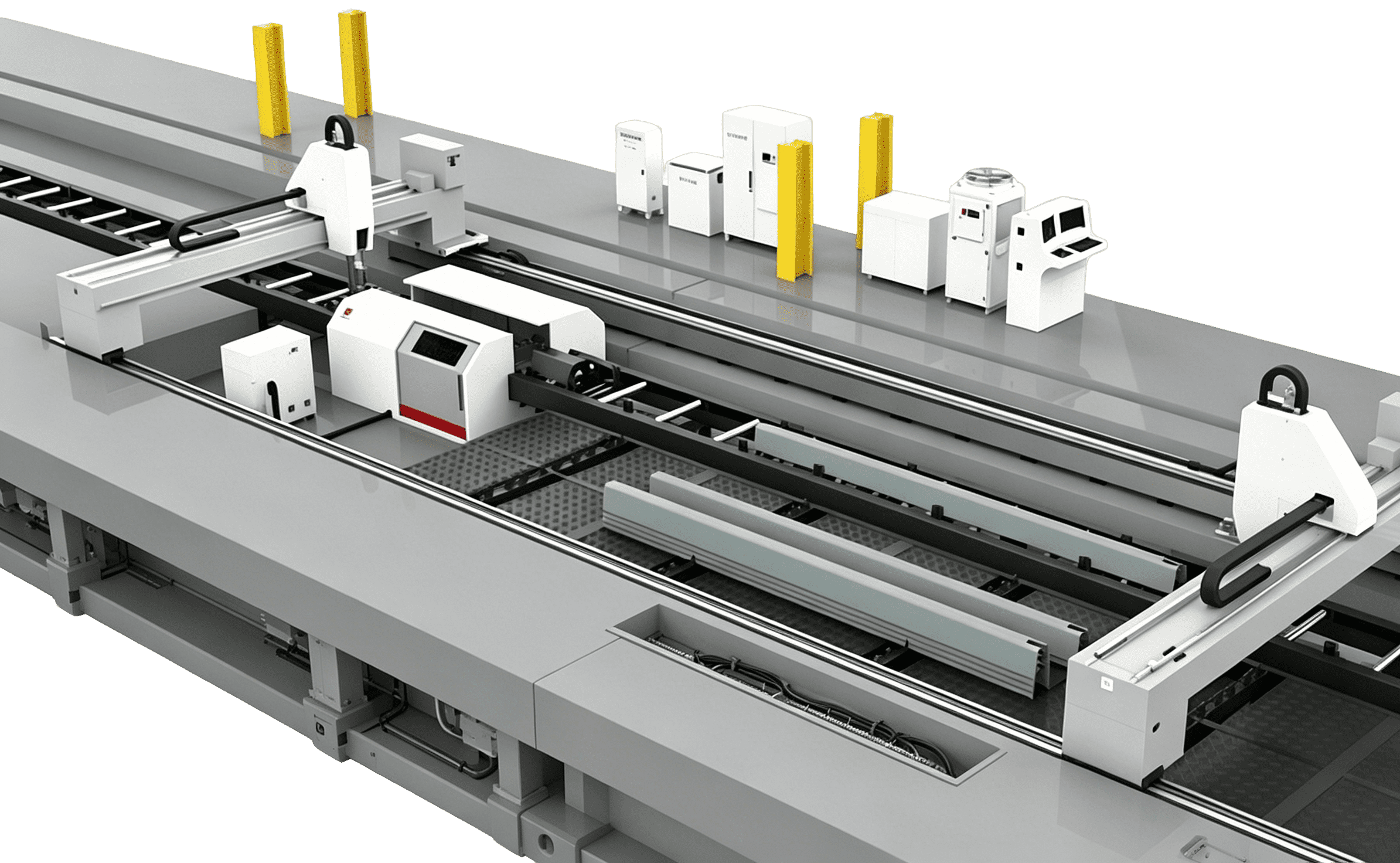
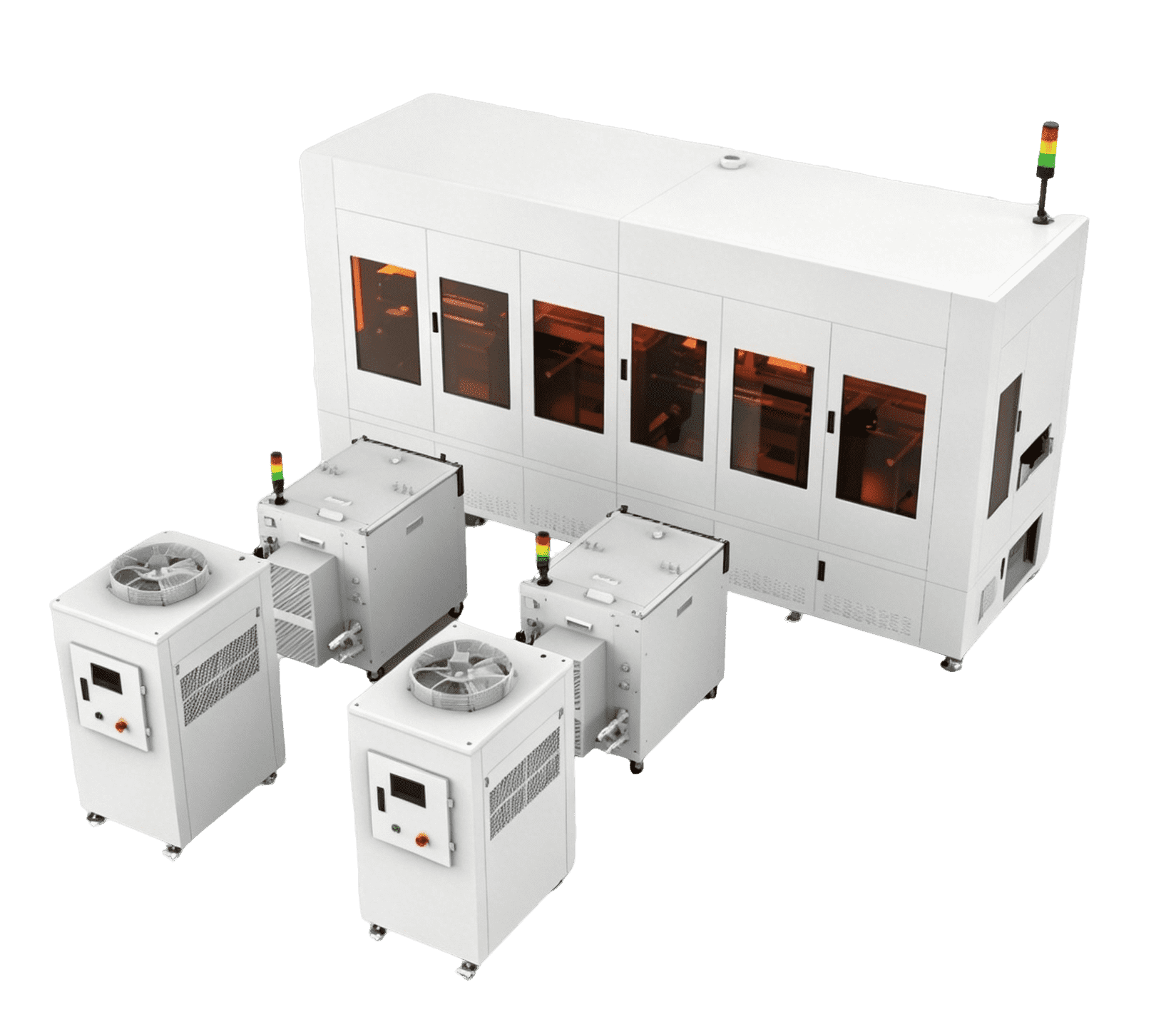
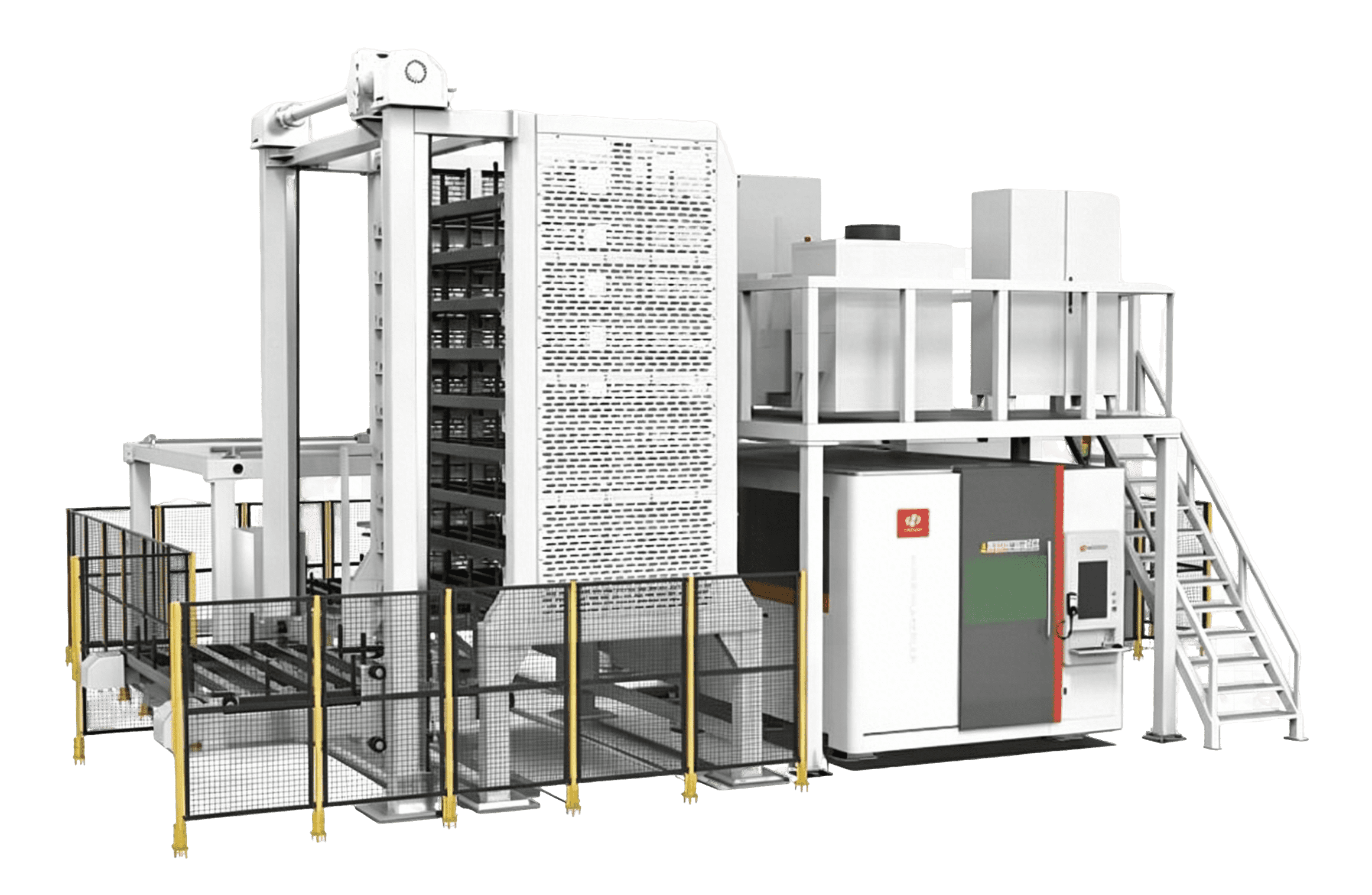
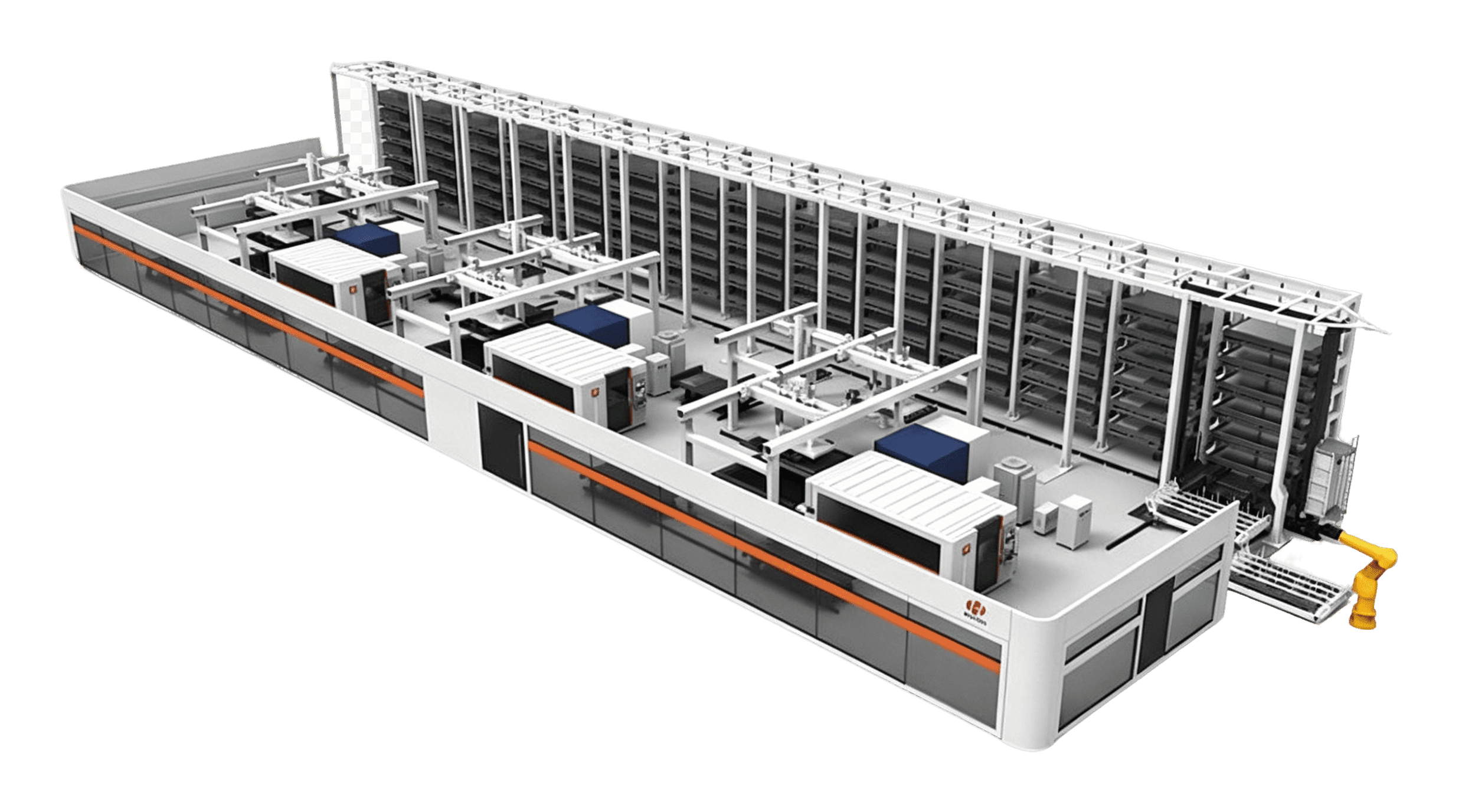
The emergence of high-power industrial lasers provides a new equipment and processing technology for the automotive manufacturing industry, which greatly improves the speed of product upgrading and market competitiveness.
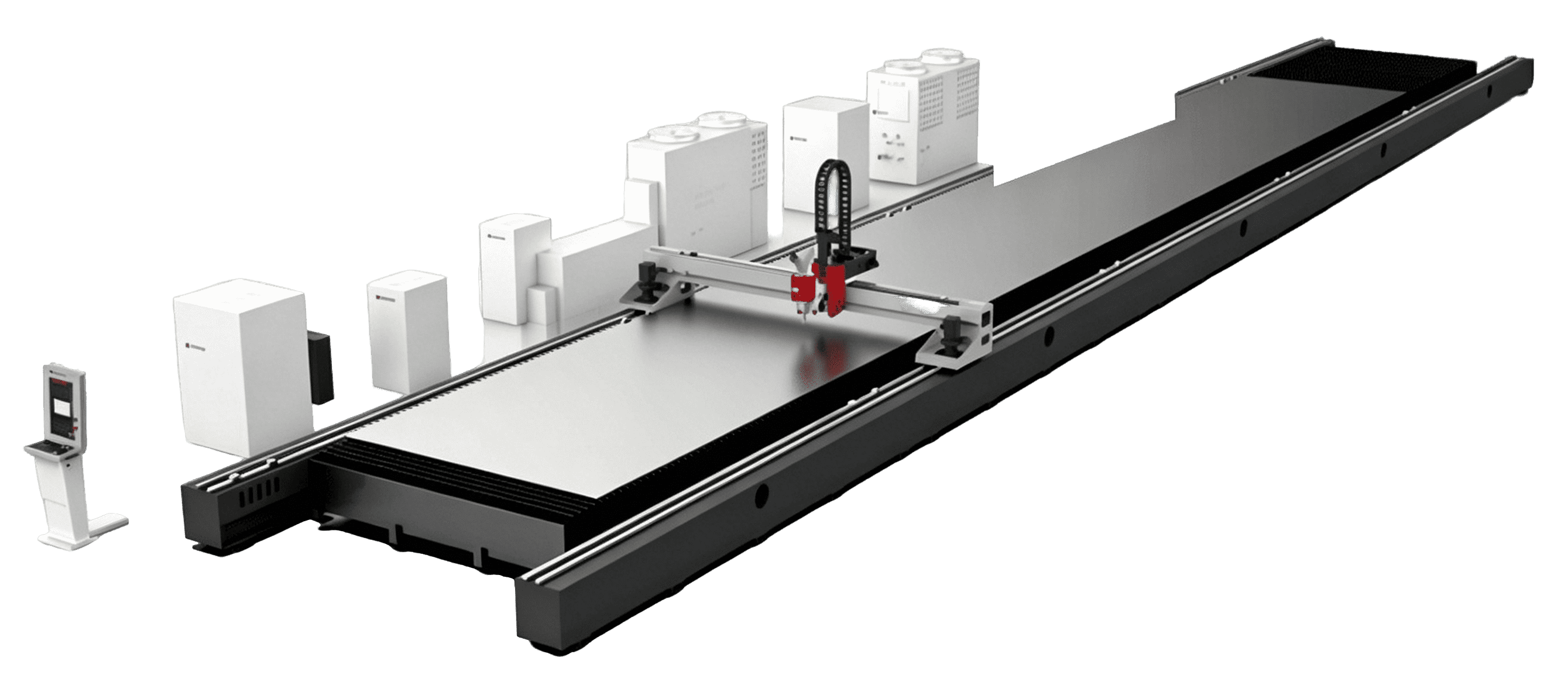
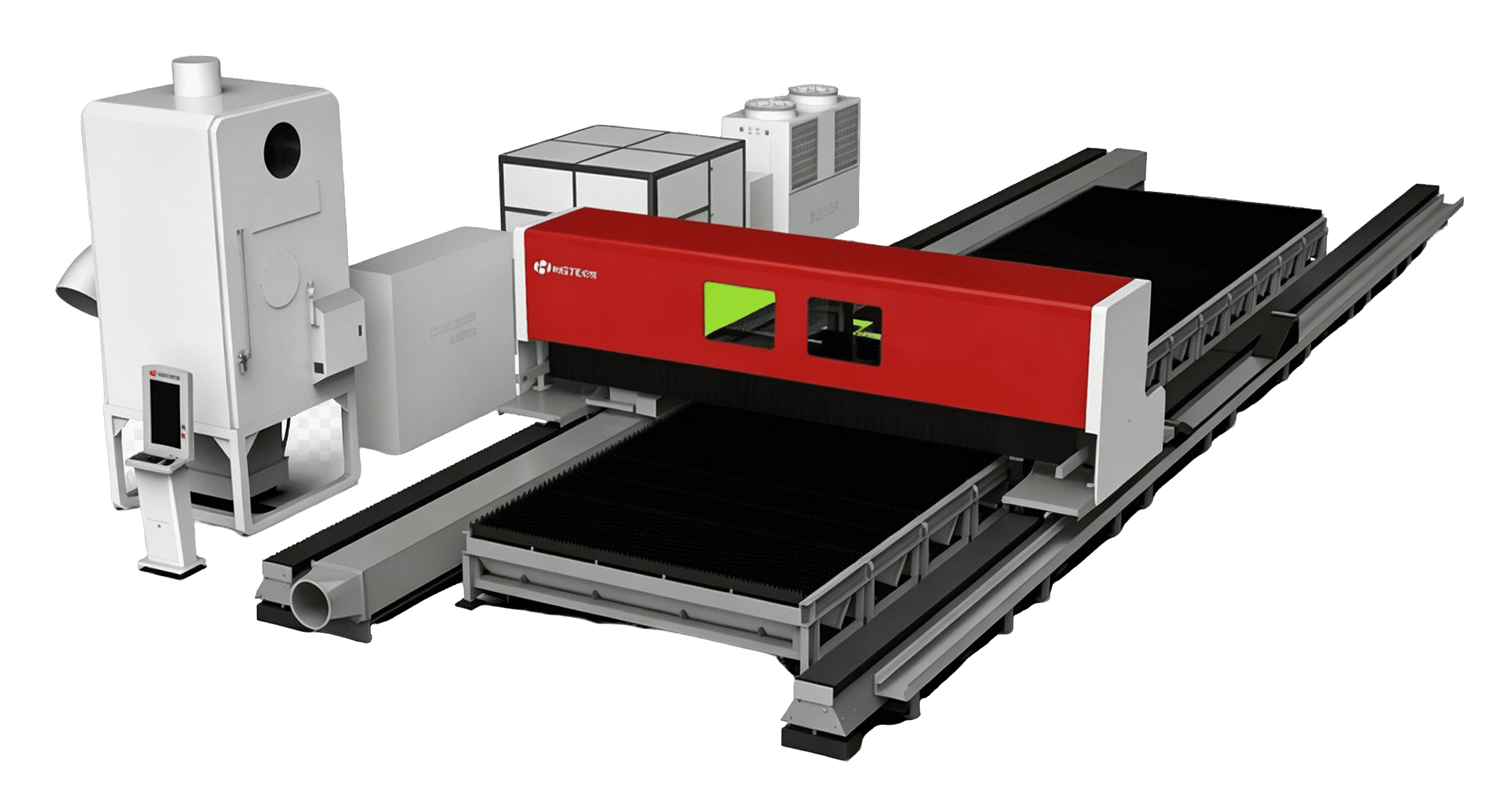
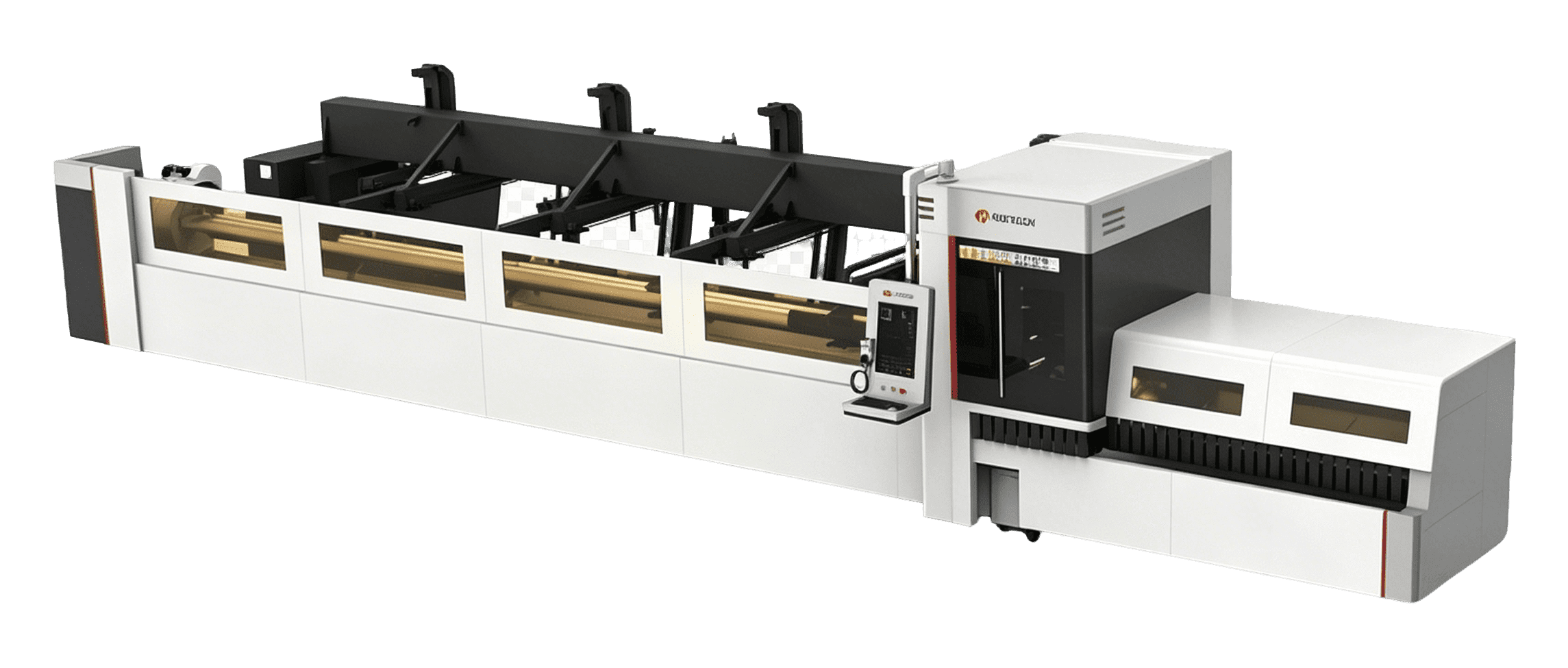
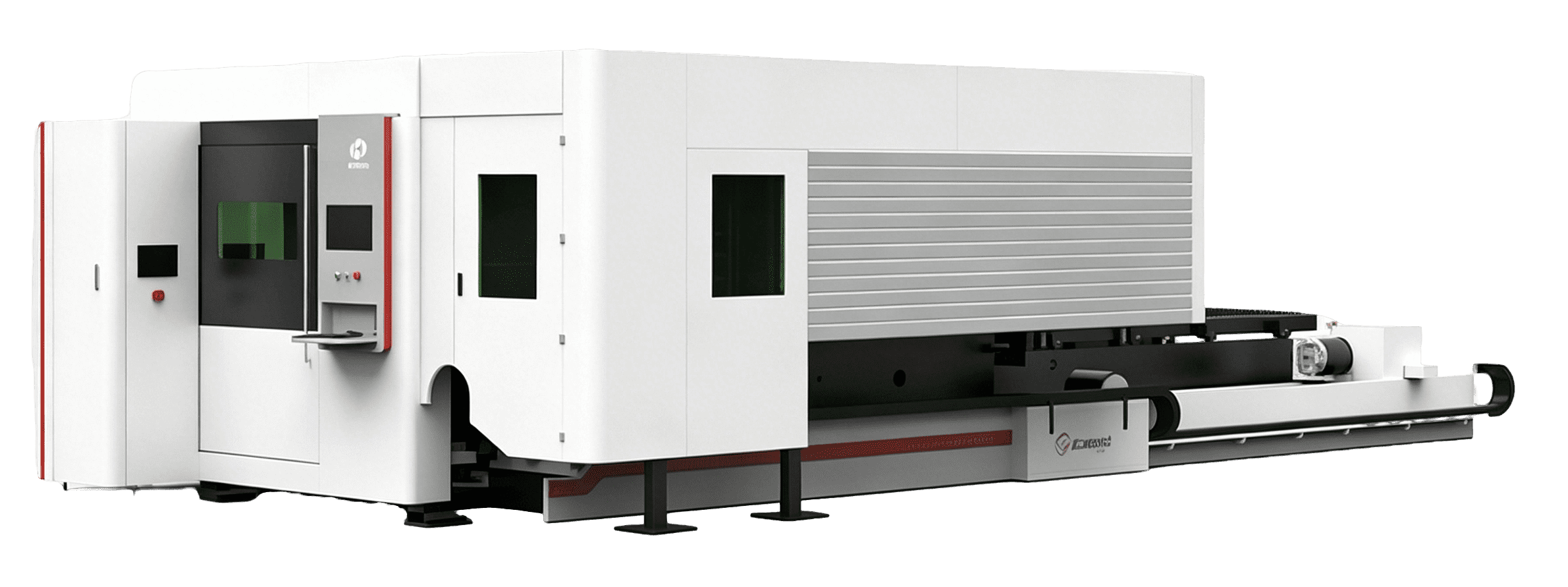
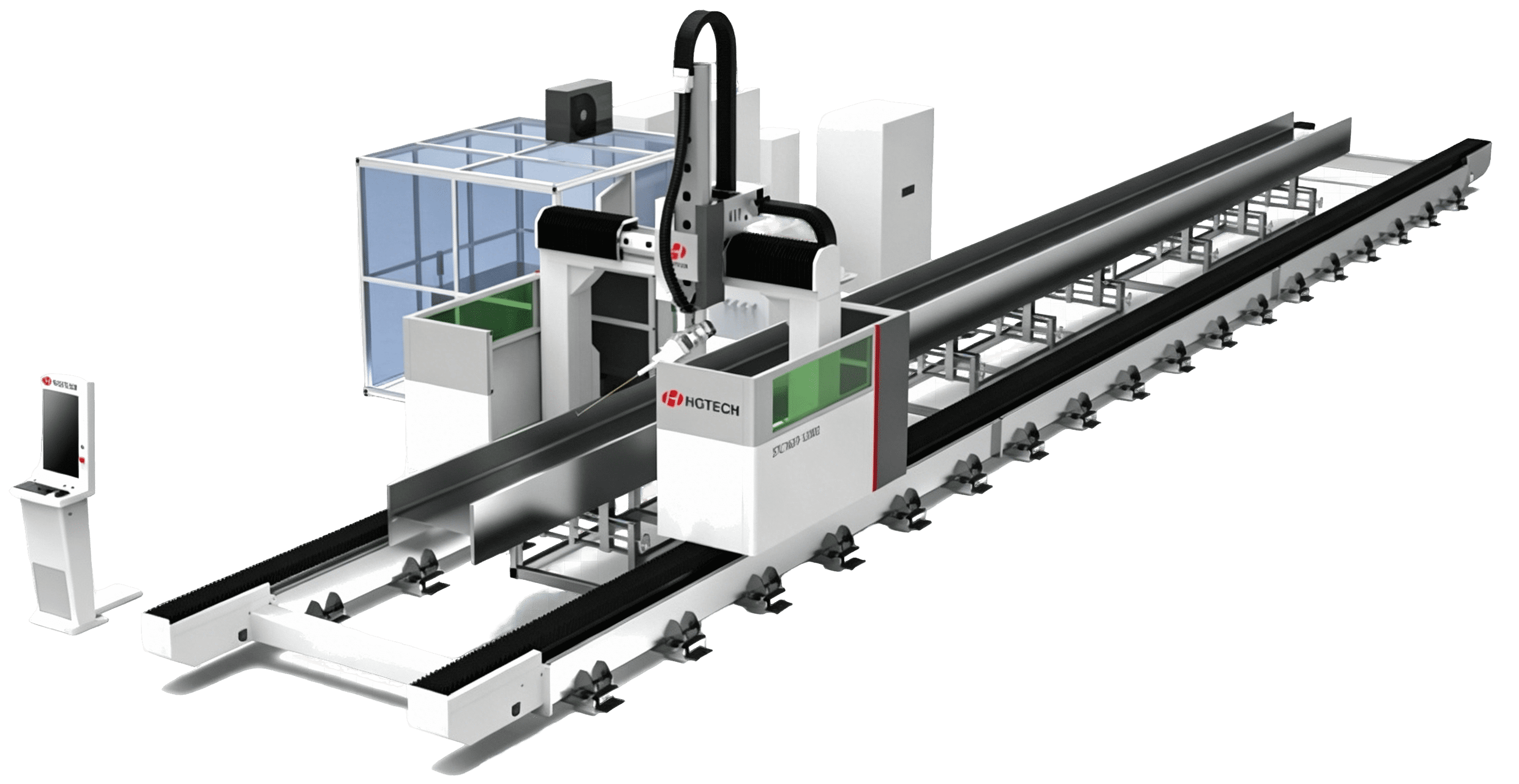
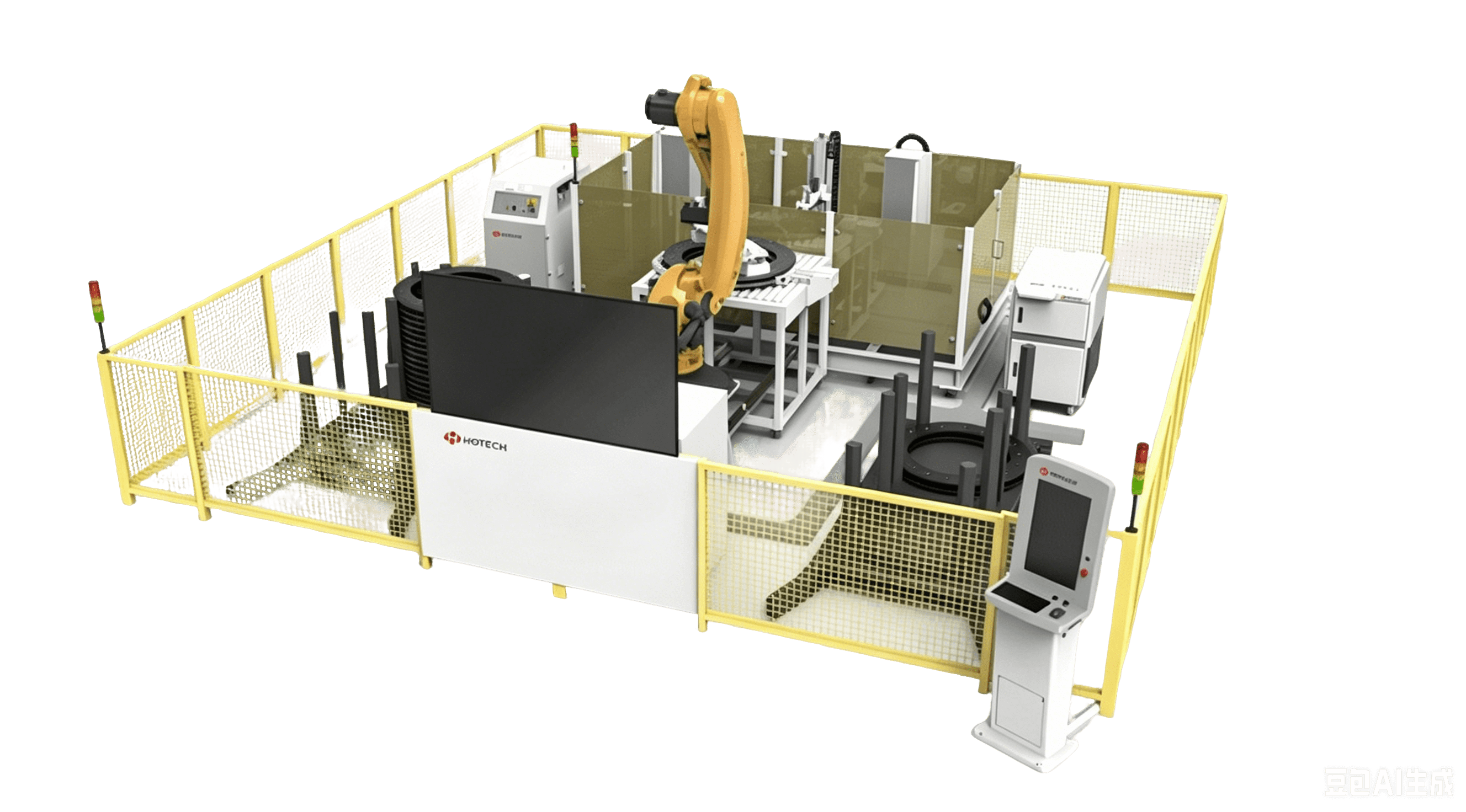
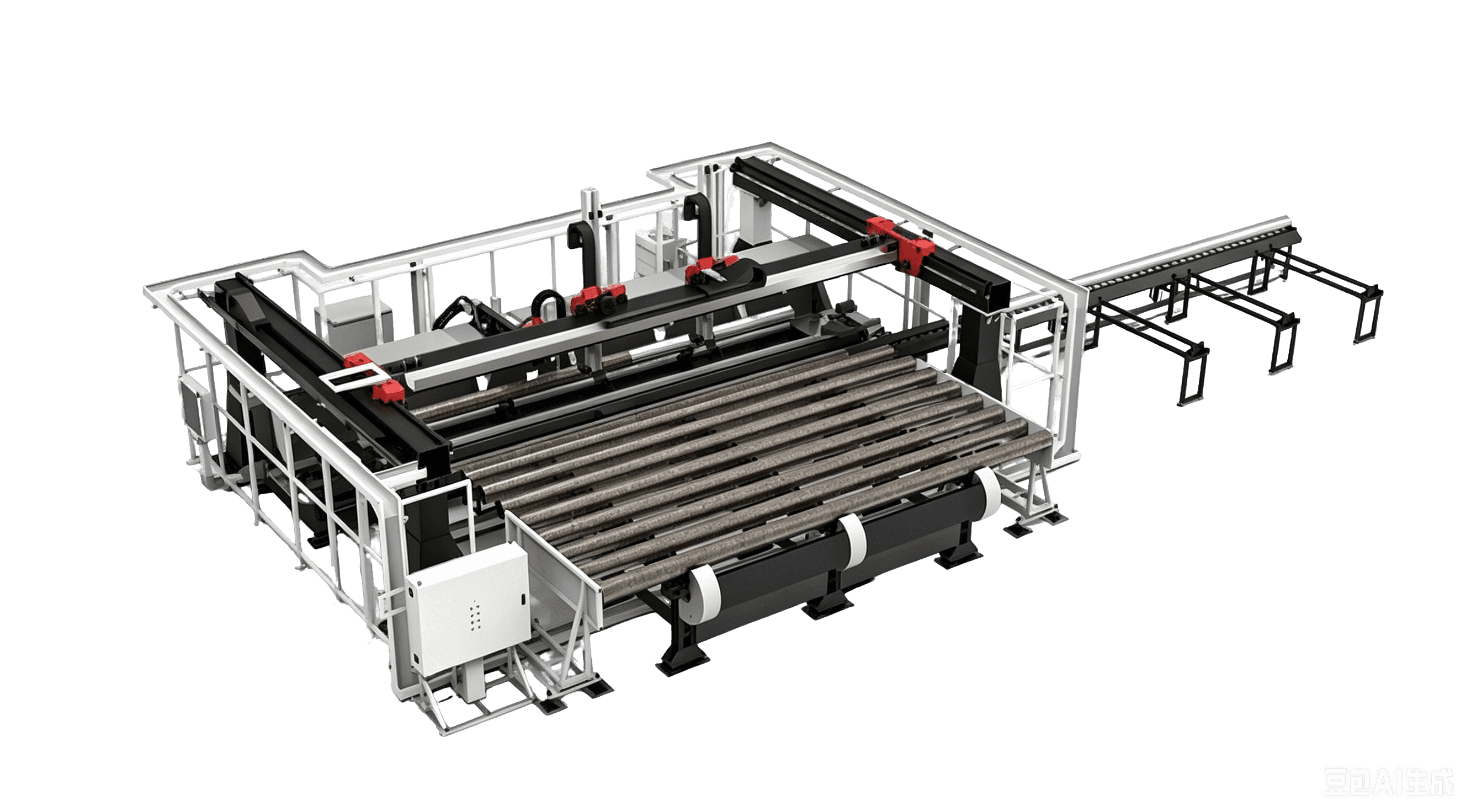
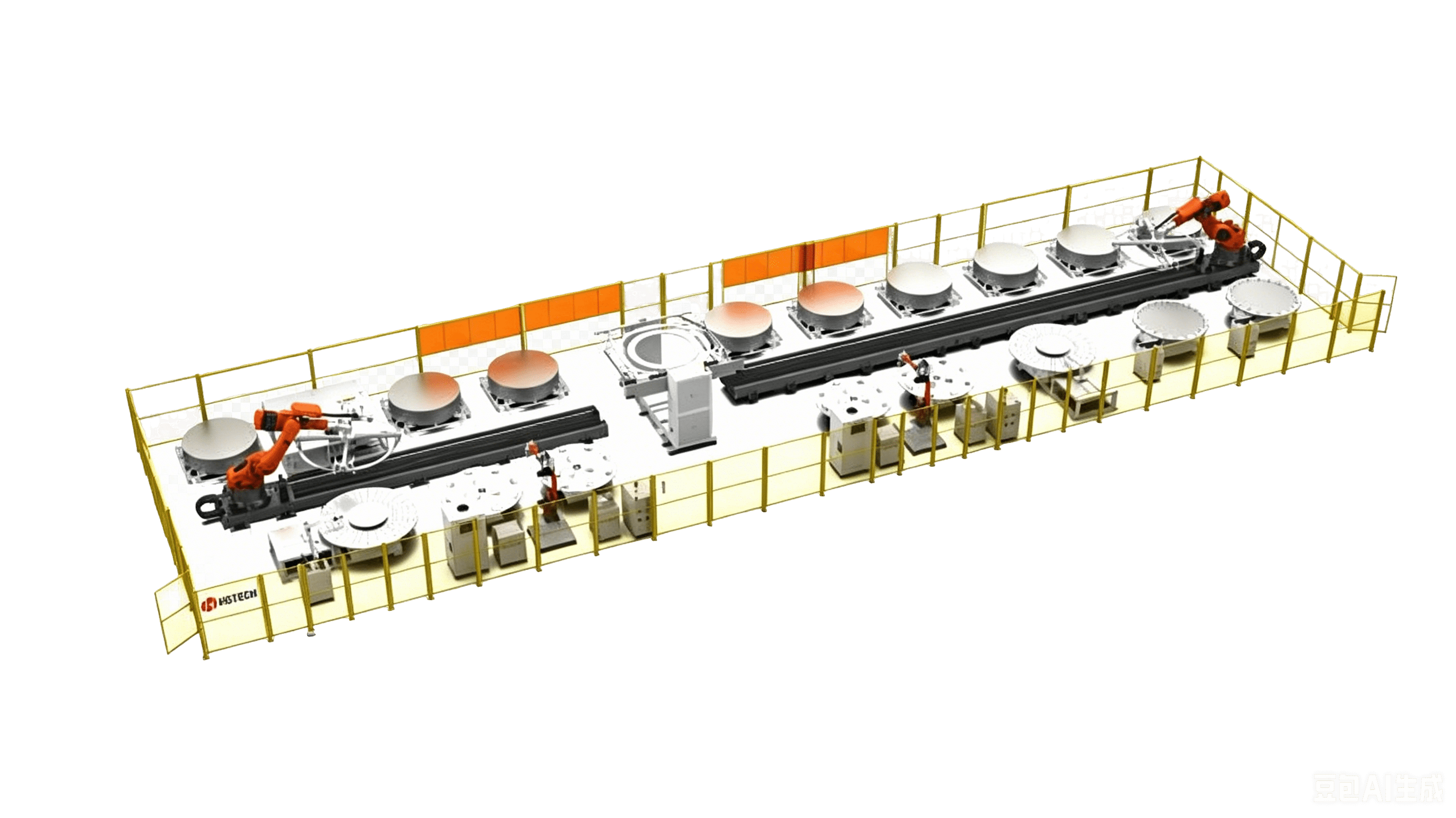
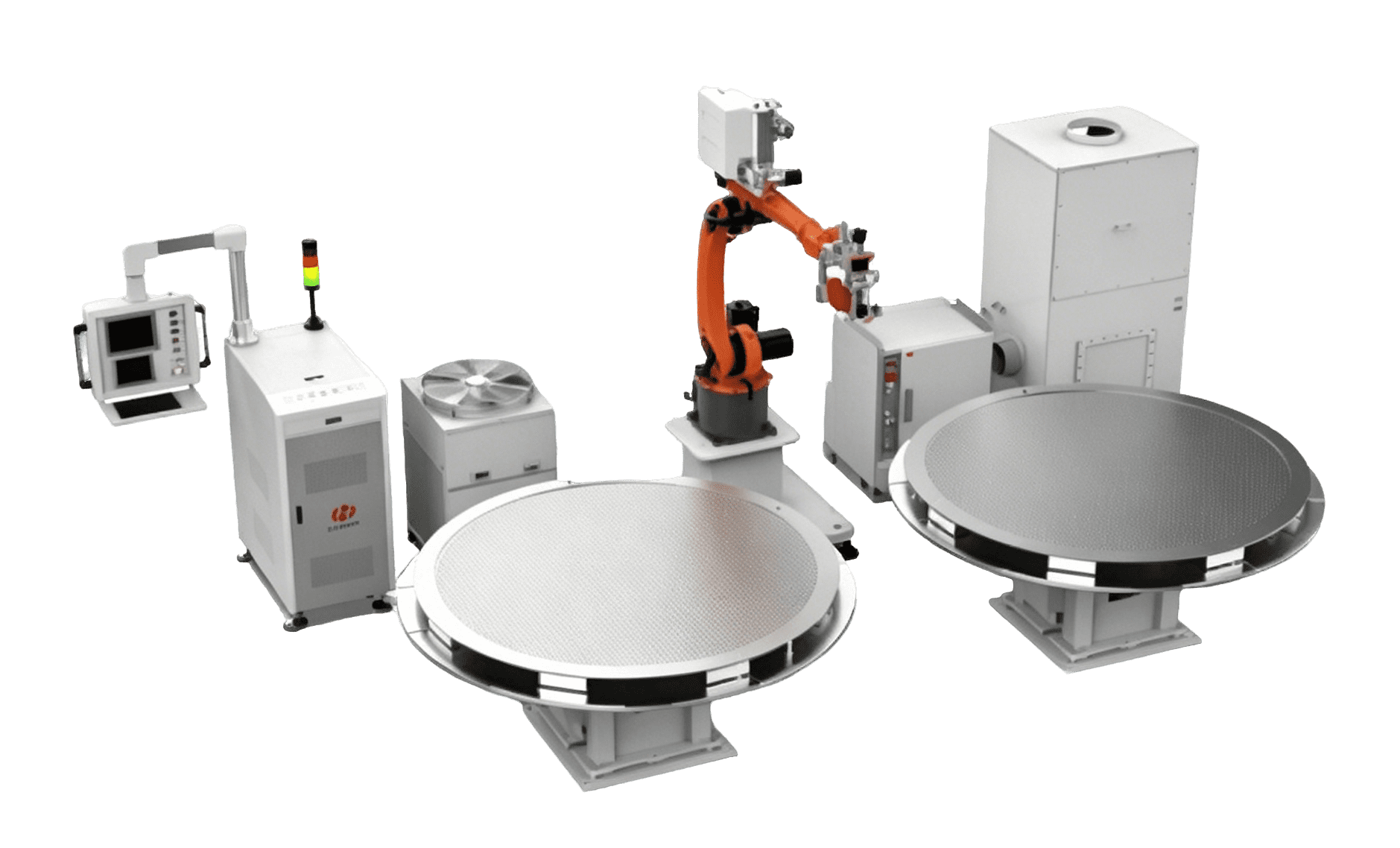
Because it has the characteristics of flexible processing and quality assurance, it has been applied in automobile body manufacturing since the 1980s. When cutting, just use straight support blocks to support the work. Therefore, the production of fixtures is not only low cost but also fast. Combined with cad/ CAM technology, the cutting process is easy to control, and continuous production and parallel processing can be realized, so as to achieve efficient cutting production.
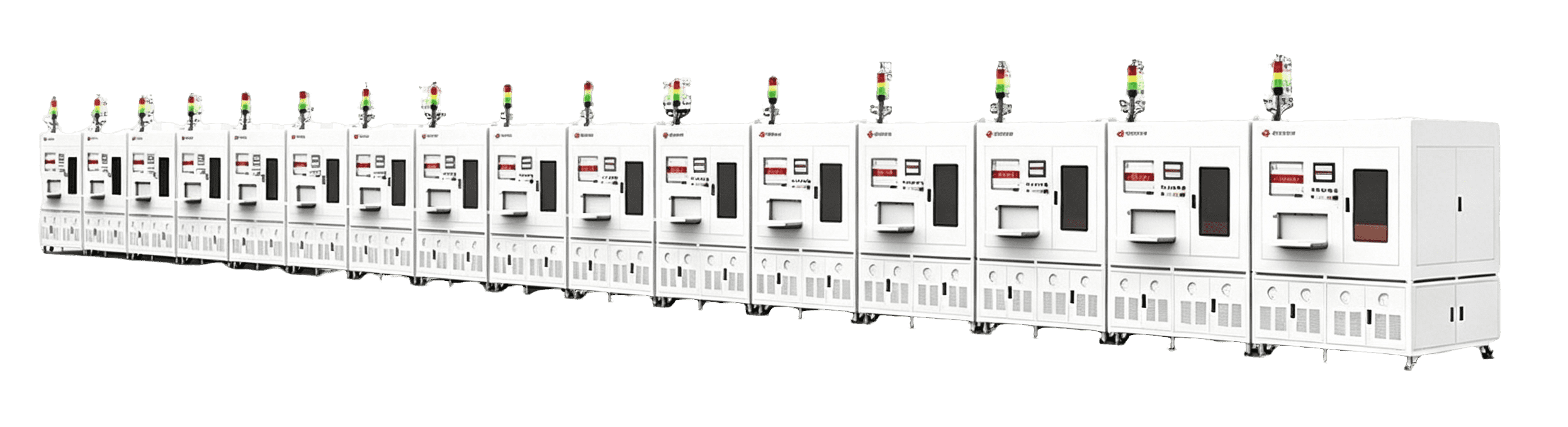
There are two main types of lasers used for cutting body plates, namely CO2 laser and nd: YAG laser, with power of 100 ~ 1500W. Because the vibration mode of laser with power less than 1500W is single-mode, the slit width is 0.1 ~ 0.2mm, and the cutting surface is also very clean; When the output power is greater than 1500W, the vibration mode of the laser is multimode, the slit width is nearly 1mm, and the cutting surface quality is poor. Because nd:yag laser can be transmitted through optical fiber, it is flexible and convenient, and suitable for robot hand-held laser "nozzle" with program control for precise operation, so it is mostly used in cutting.
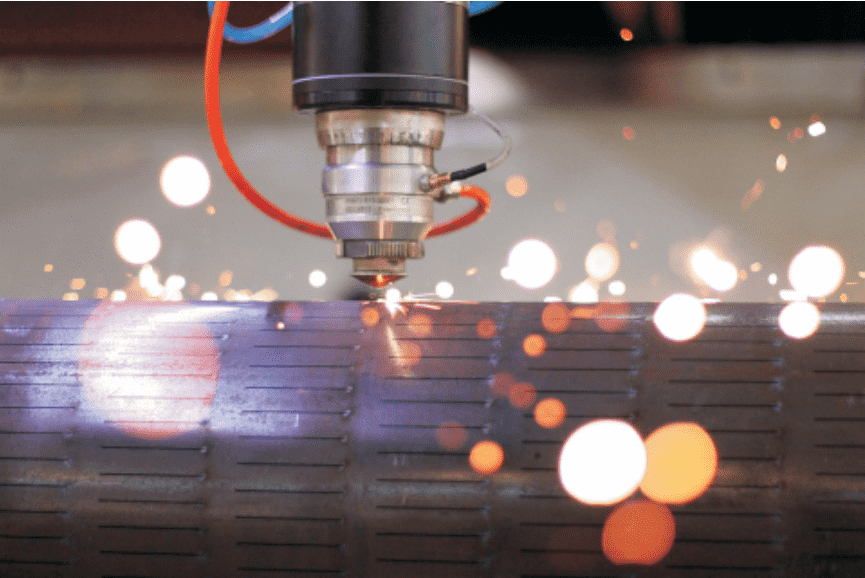
The main factors affecting the quality of laser cutting workpiece are: cutting speed, focus position, auxiliary gas pressure, laser output power and mode. When cutting with high-power CO 2 laser, the cutting speed is inversely proportional to the thickness of the material, but when other process parameters remain unchanged, the cutting speed can have a relative adjustment range and still maintain a satisfactory cutting quality. Figure 1 shows the allowable adjustment range of the cutting speed corresponding to the combination of the upper and lower curves.
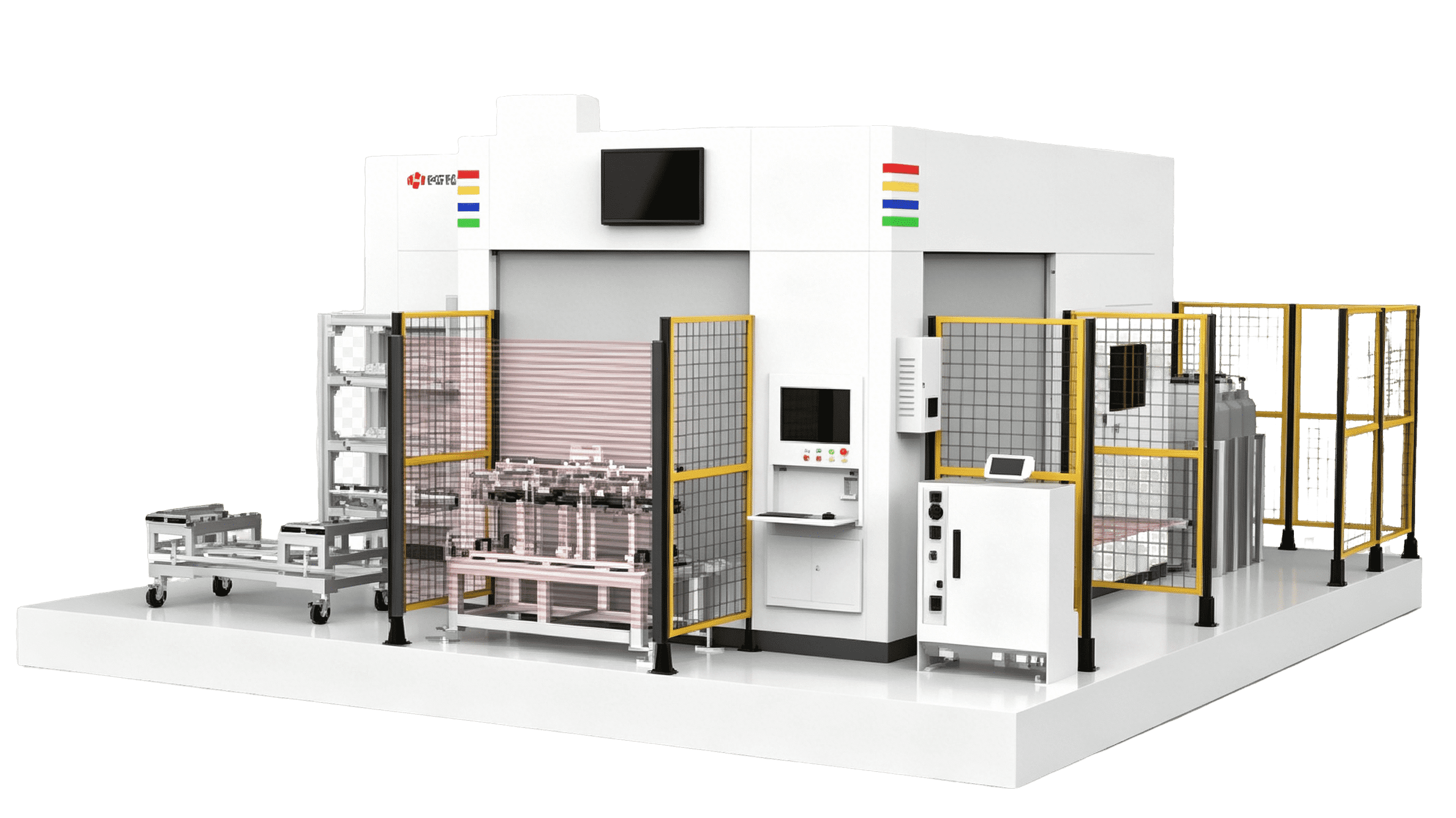
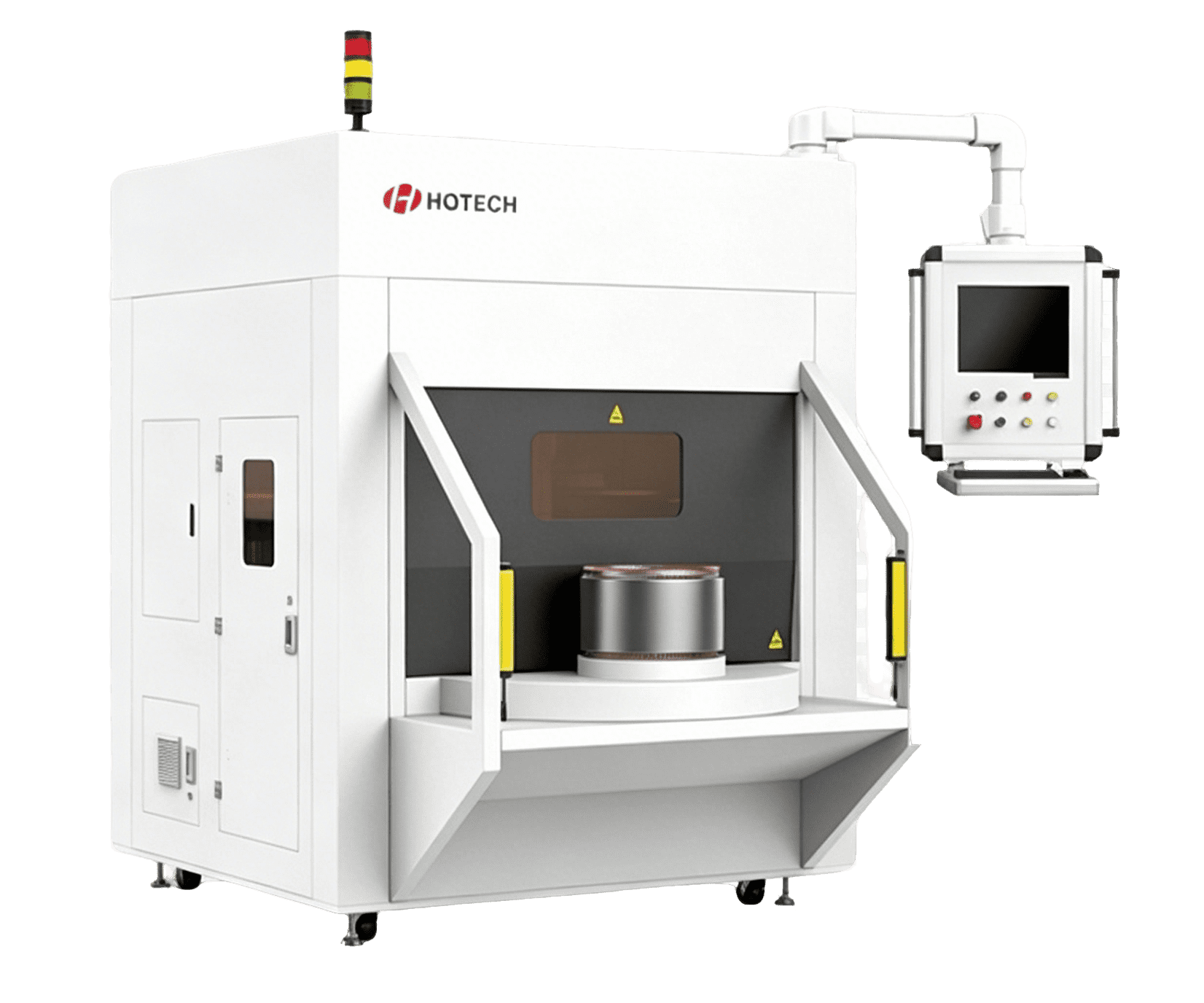
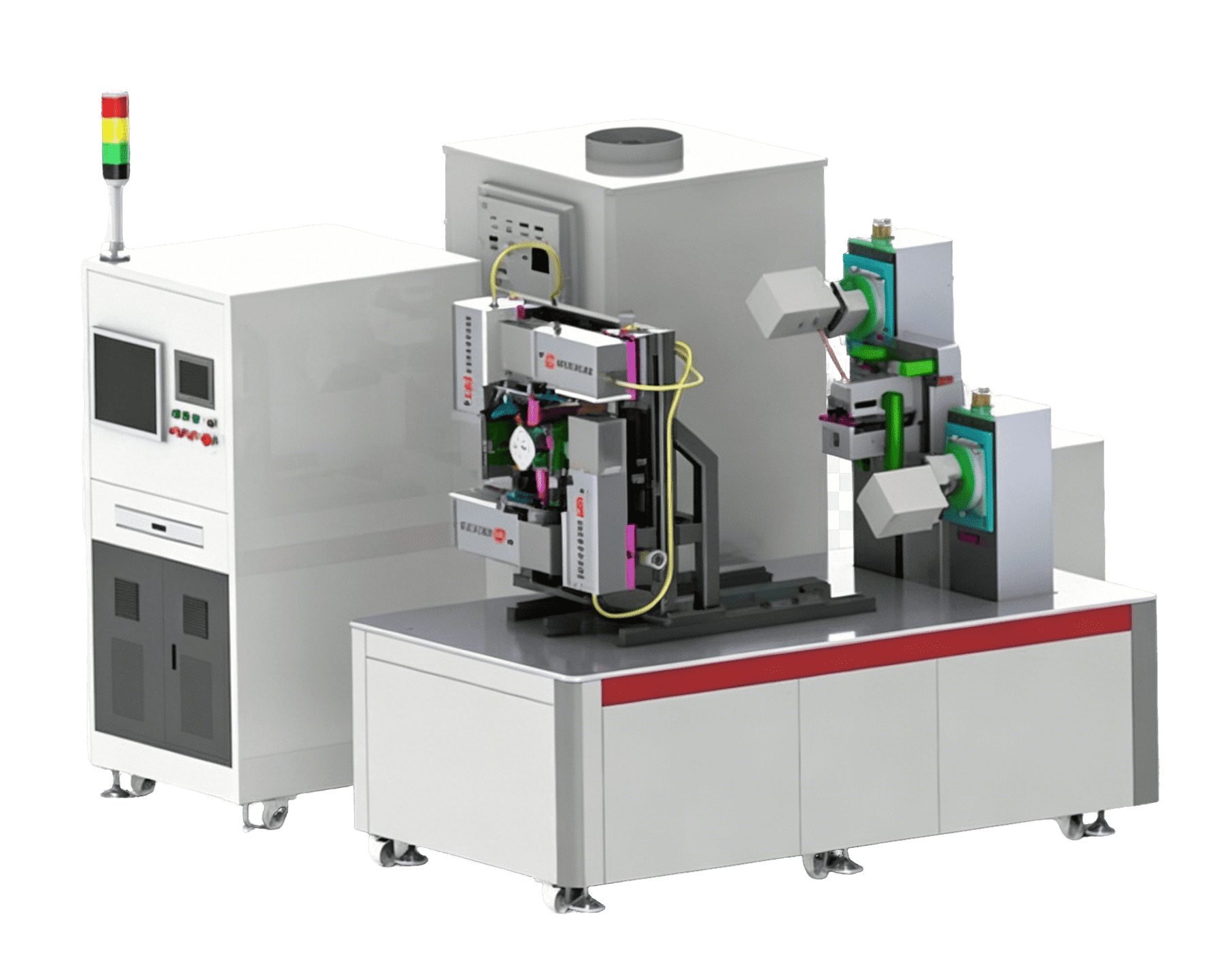
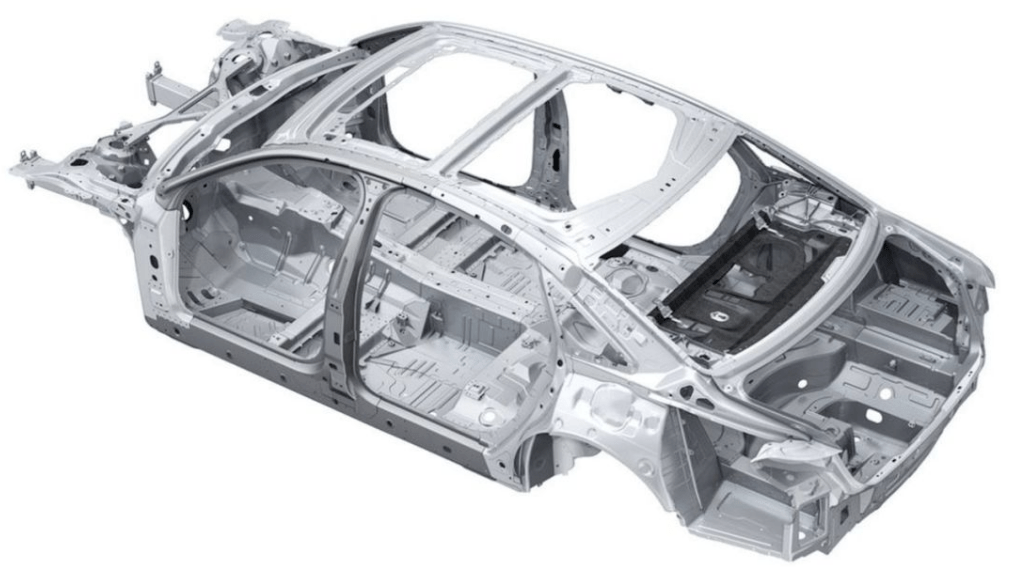
Laser welding is one of the important aspects of the application of laser material processing technology. The joint form of laser welding is the same as that of ordinary welding, including butt joint, lap joint, crimping, corner joint, T-shaped and other forms, and can be spot welded. The most widely used in automobile manufacturing is the form of butt joint. Most lasers used for laser welding in automobile body assembly are YAG lasers. Traditional spot welding is a bilateral process, in which two welding heads are clamped on the flange of the workpiece for welding. The flange width needs to be at least 16mm, while laser welding is a unilateral process, and the flange width can be reduced to 5mm. Changing from spot welding to laser welding can save 40kg of steel per vehicle. It not only saves materials, but also improves work efficiency and increases the strength of automobile components.
Laser butt welding is the most potential laser processing technology in the automobile body manufacturing industry. Tailor welded blanks is a new concept in the design and manufacturing of automobile body. It can weld several slabs with different thickness, material, strength, stamping performance and different surface treatment conditions together to form the blank before stamping, and then press it into the required covering parts, such as side wall, bottom plate, inner door plate, pillar, etc. This free combination of plates has the following characteristics:
1. Reduce the number of parts. Because tailor welded blanks can be formed as a whole, the accuracy of the car body is improved, and a large number of stamping equipment and processes are reduced.
2. Reduce the weight of structural parts. Because different steel plates are used for splicing, coated steel plates can be used for corrosive parts to improve the service life. According to the strength requirements of different parts, plates of different thickness are welded together, and then formed by stamping at one time, without welding stiffeners. So as to reduce steel consumption and production costs, reduce body weight, and ultimately reduce vehicle energy consumption.
3. Improve the quality and reliability of structural parts. Due to the use of continuous laser welding instead of discontinuous spot welding and riveting, the stiffness and fastening of the car body are improved.
4. Because there is no lap joint, many places that need to be sealed can be reduced, so that the corrosion resistance and rust resistance can be improved, and the body structure can be greatly simplified. Slab is based on the full analysis of the body structure to optimize the component design, so that it can be welded by a few typical slabs. The body and chassis of an automobile are composed of more than 300 parts. The number of parts can be reduced by 66% by using tailor welded blanks technology. Therefore, the number of molds is greatly reduced and the utilization rate of materials is improved.
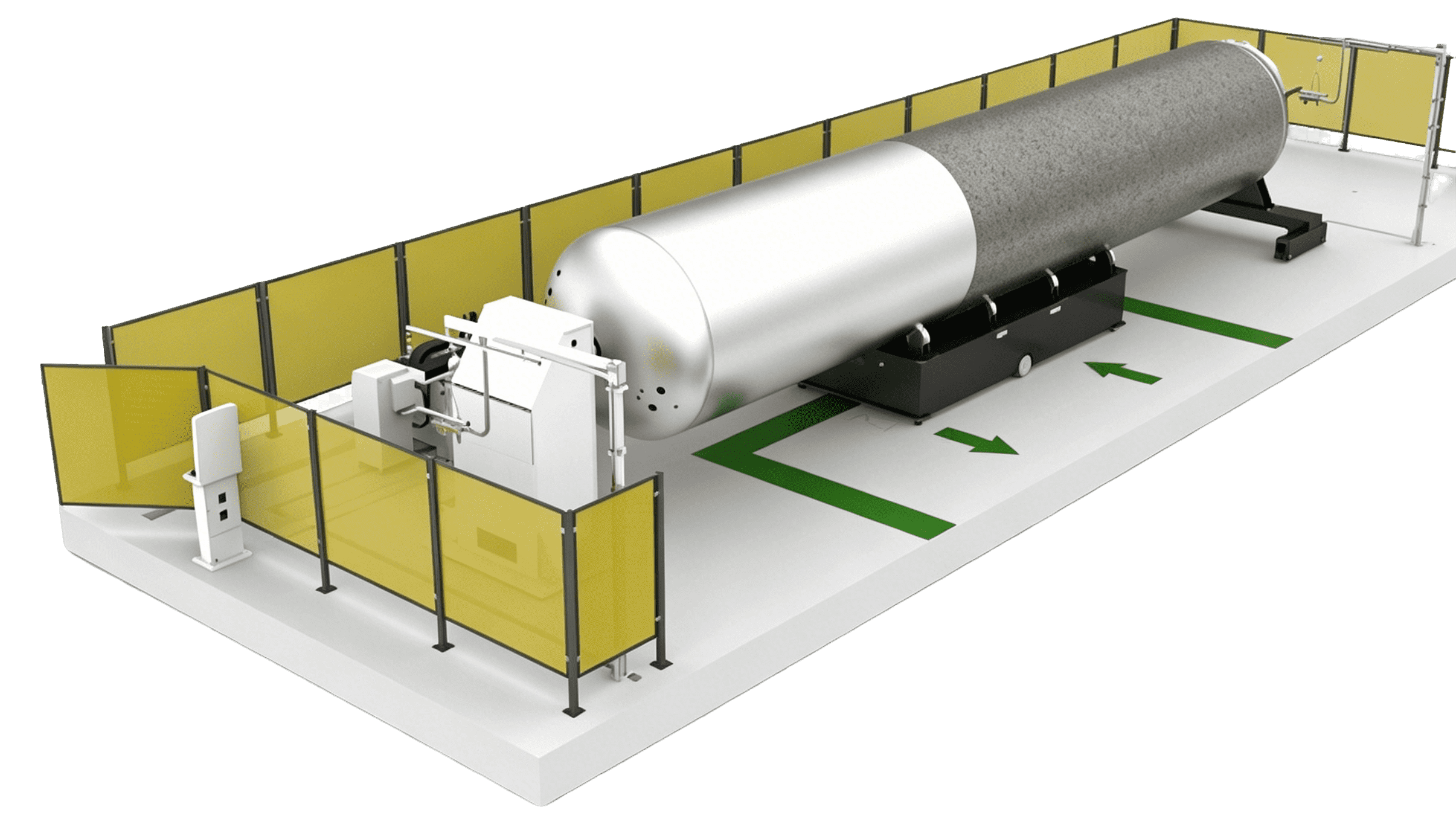
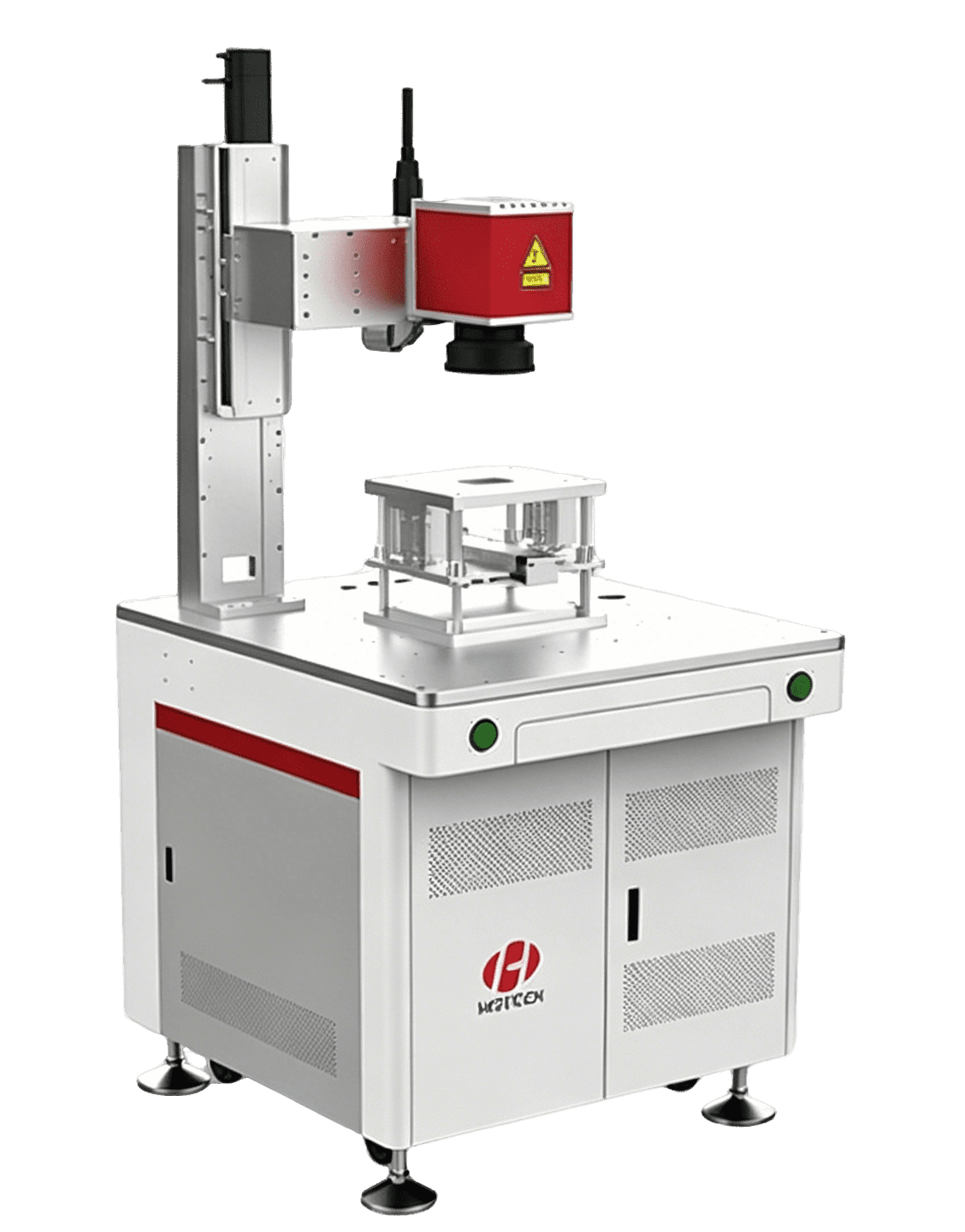
04 Laser Forming
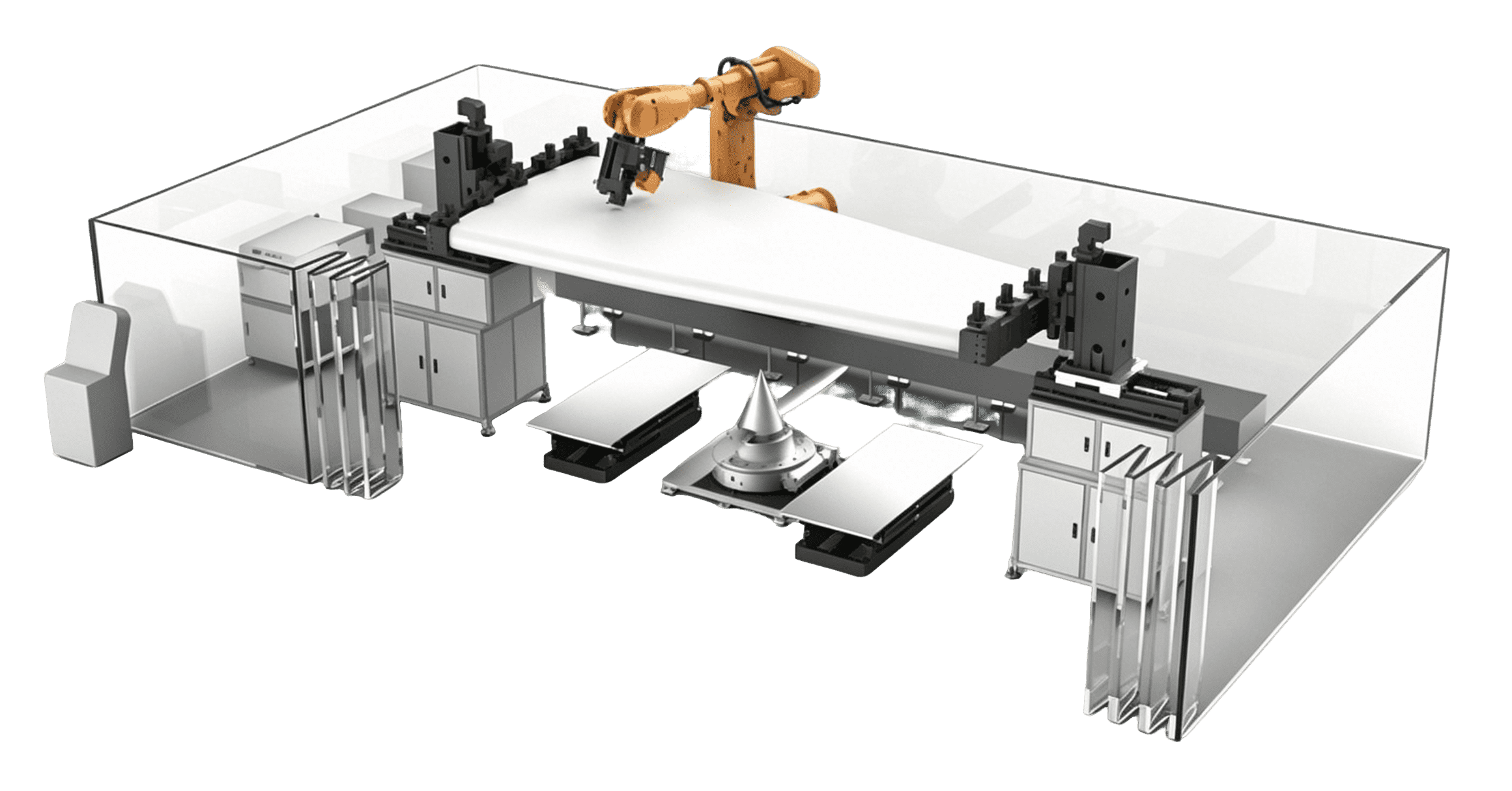
The laser forming technology of metal sheet is a method that uses the focused beam to scan the surface of metal sheet at a certain speed (the scanning speed should be fast enough to prevent the surface from melting), so that the material in the thermal action zone produces an obvious temperature gradient, resulting in non-uniform distribution of thermal stress, and thus the plastic deformation of the sheet. Compared with conventional forming methods, laser forming has many unique advantages:
(1) It belongs to dieless forming, with short production cycle and large flexibility. It can be free from the limitations of the processing environment. By optimizing the laser processing parameters, the thermal action area and the distribution of thermal stress can be accurately controlled to form the sheet metal.
(2) Because it is a plastic processing method that only relies on thermal stress without dies to deform the sheet metal, it belongs to no external force forming.
(3) It is non-contact forming, so there are no problems such as mold making, wear and lubrication, and there are no sticking and springback phenomena. The forming accuracy is high.
(4) The complex shaped special-shaped parts (such as spherical parts, conical parts and parabolic parts) can be obtained by compound forming of sheet metal.
The essence of laser forming mechanism is bending mechanism. When the laser heats the sheet metal, on the one hand, the thermal stress is generated in and around the laser action area, and at the same time, the yield limit of the sheet metal in the heated area is reduced, so that the hot material in the thermal stress action area produces non-uniform plastic deformation and realizes the bending forming of the sheet metal. The test shows that the metal sheet can be bent by 1 ° ~ 5 ° every time the laser is scanned. Different combinations of scanning trajectories and process parameters can produce different forming effects and different degrees of deformation, and various complex shapes of workpieces can be obtained.
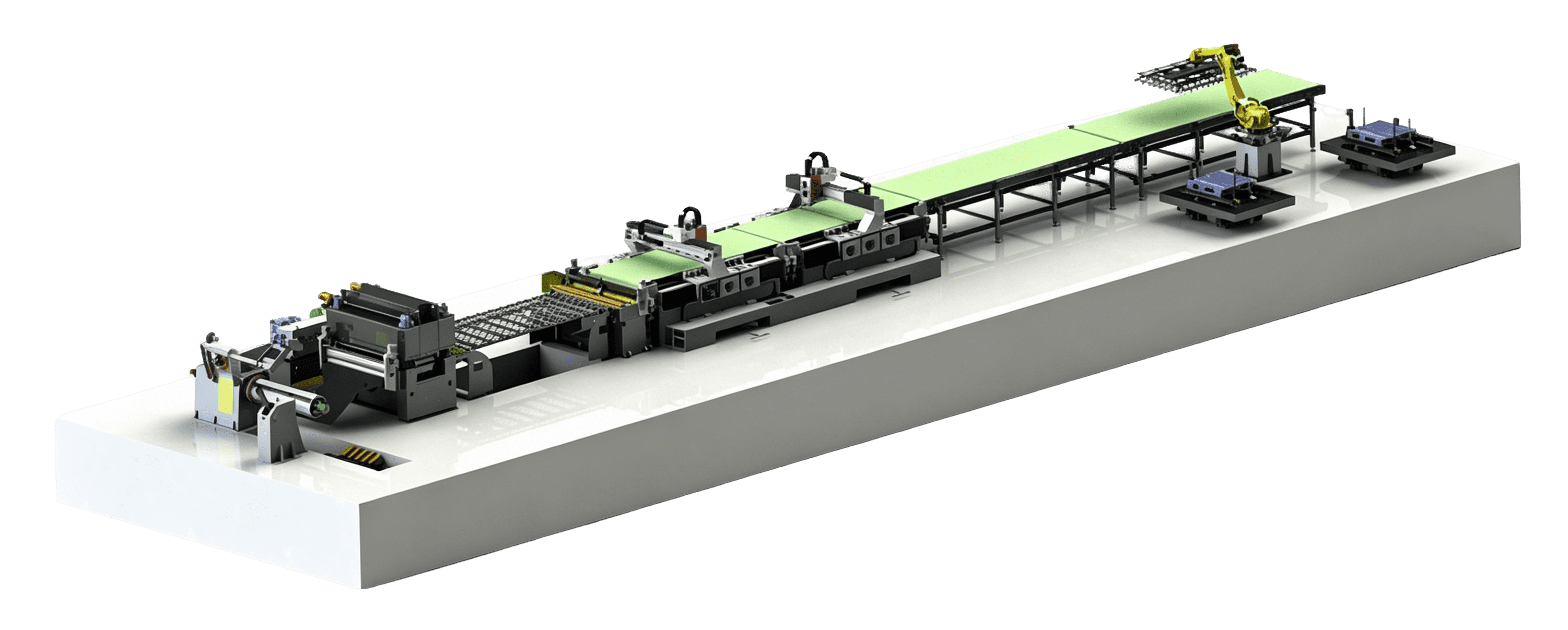
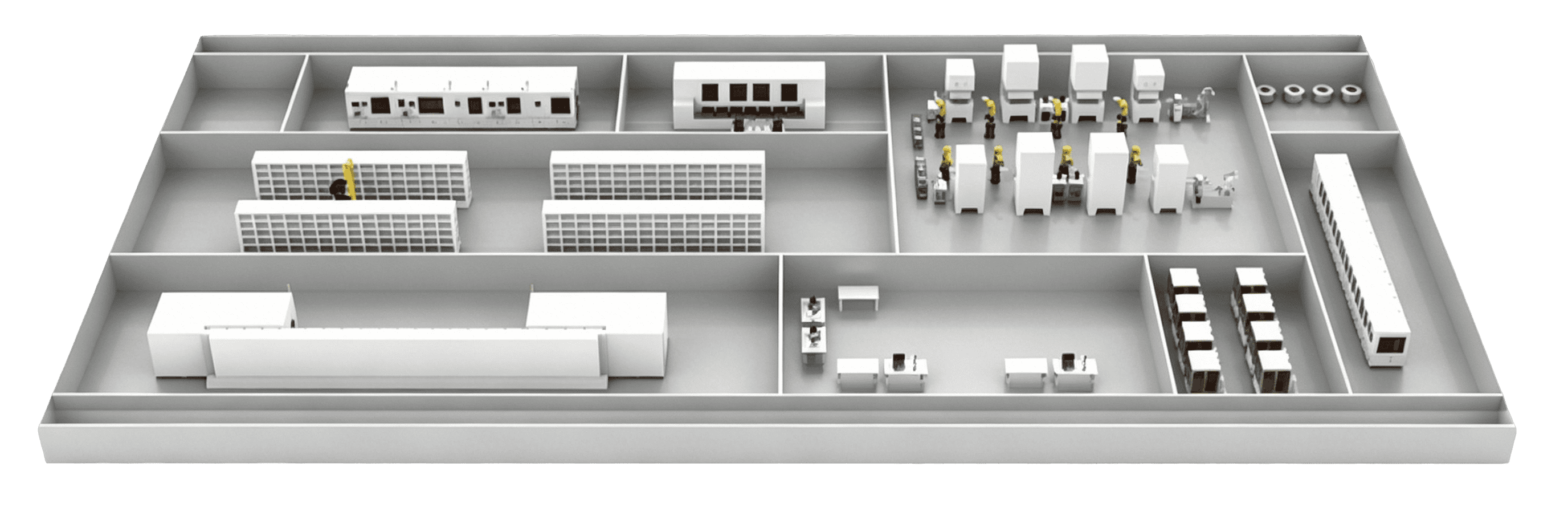
About HGTECH: HGTECH is the pioneer and leader of laser industrial application in China, and the authoritative provider of global laser processing solutions. We have comprehensively arranged laser intelligent equipment, measurement and automation production lines, and smart factory construction to provide overall solutions for intelligent manufacturing.








