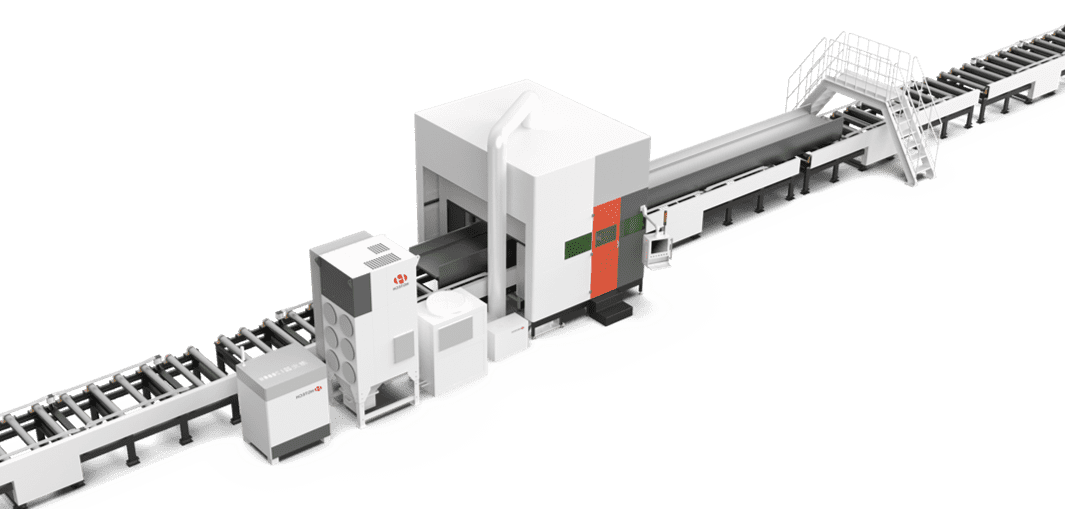
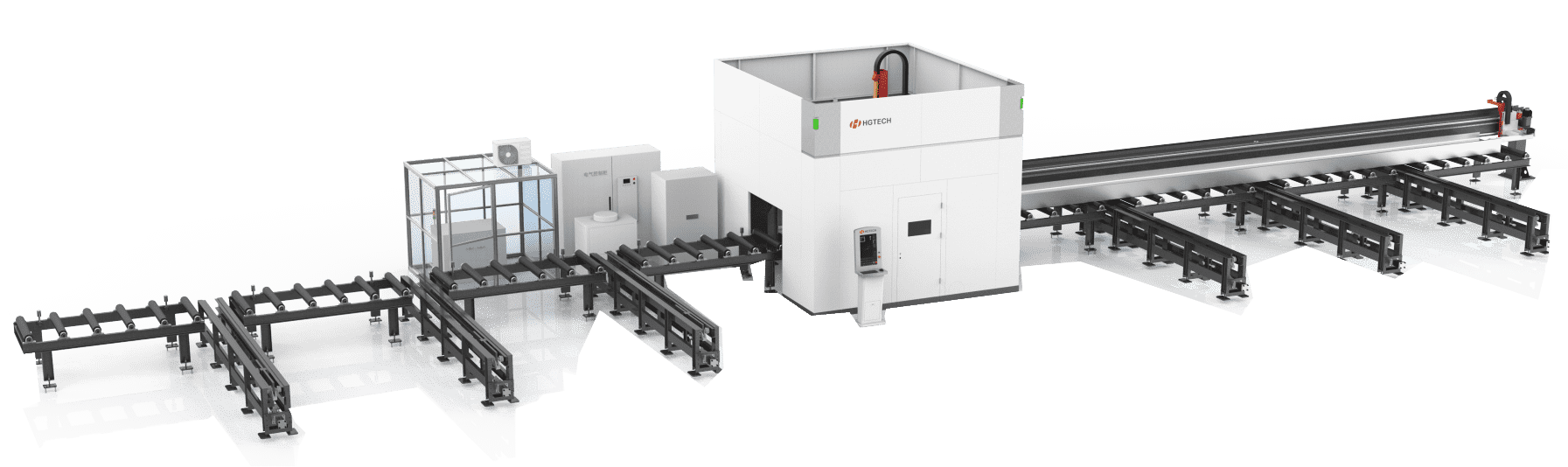
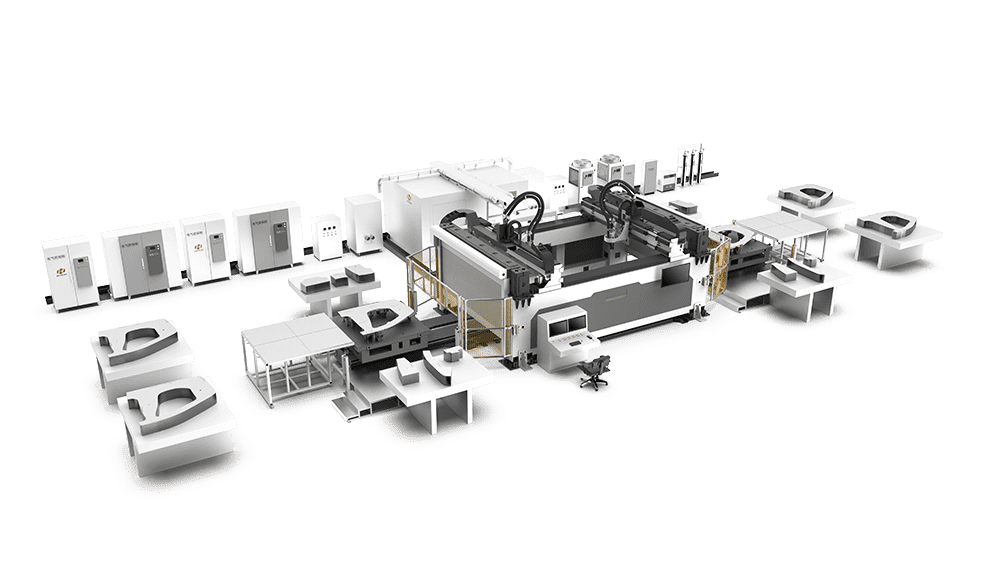
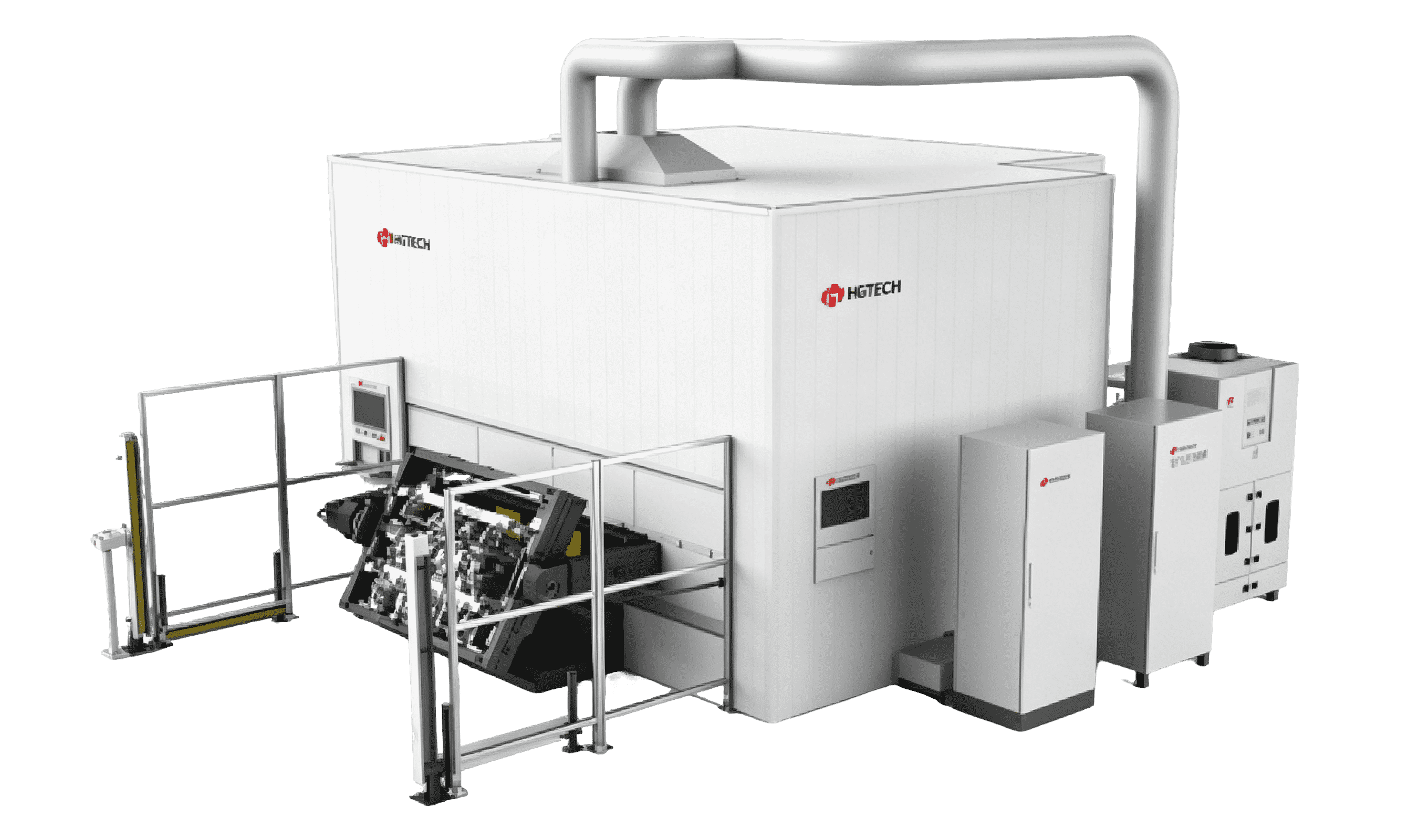
Automobile Industry
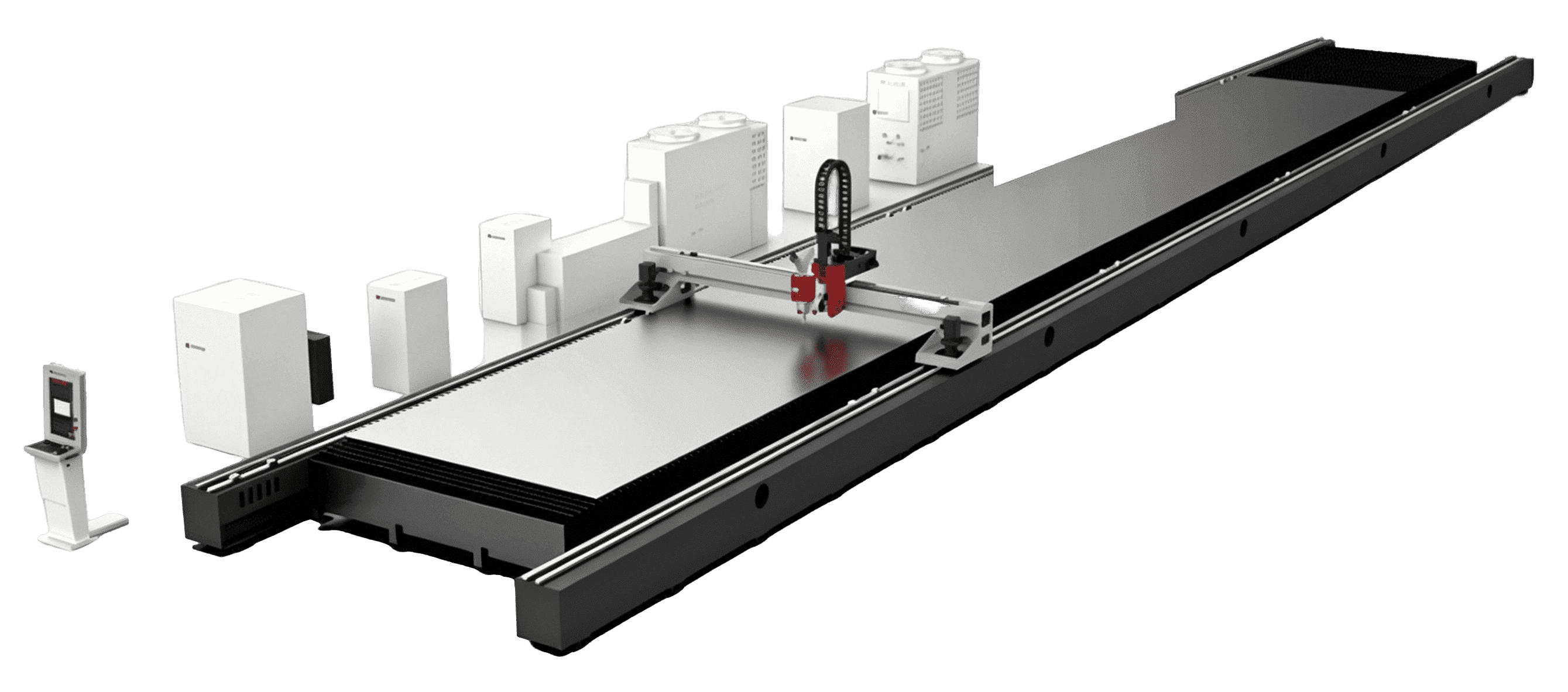
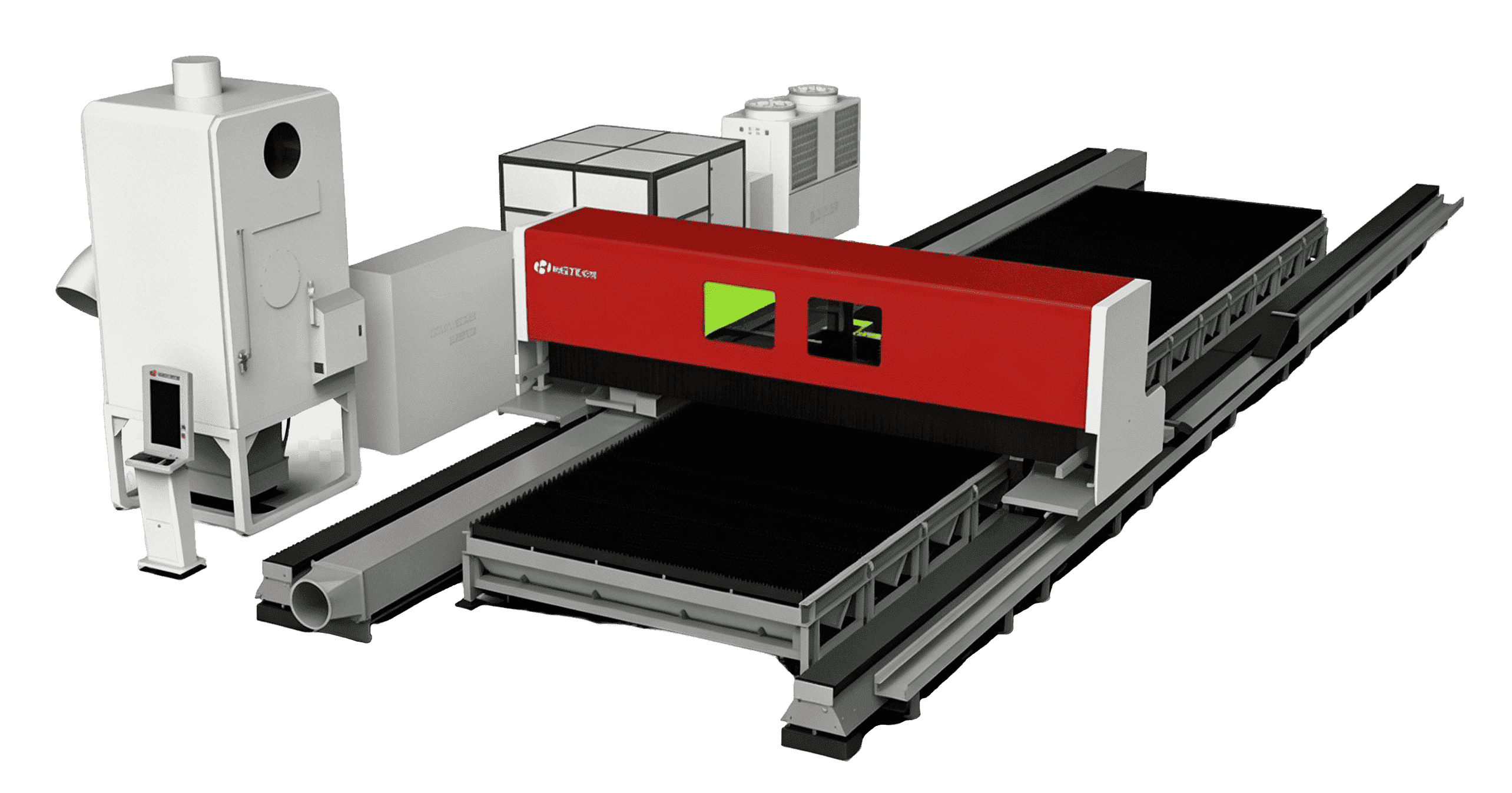
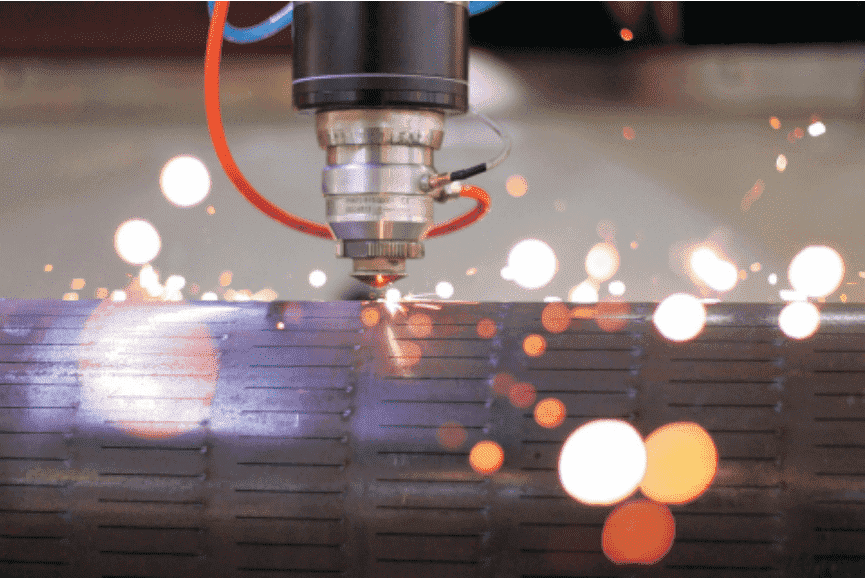
Automotive Laser Manufacturing
























































Stainless steel:
(the defocus amount is adjusted according to the thickness of the plate)
1: The higher the focus is, the brighter the cutting surface is.
2: Hard slag hanging on the bottom surface is: the focus is too high, the speed is too slow, and the air pressure is too low.
3: The lower the focus is, the rougher the cut surface is.
4: The soft slag hanging on the bottom surface is: the focus is too low, the speed is too fast, the air pressure is too large, and the power is too high.
5: The reason why the material can't be cut through: the focus is wrong, the power is too low, and the speed is too fast.
Carbon steel:
(the defocus amount is adjusted according to the plate thickness)
The reason why hard slag hangs on the bottom surface is:
1: The focus is too low; 2: the air pressure is too small; 3: the power is too small; 4: the speed is too fast.
The reason why the cutting surface is rough is:
1: Focus is too high; 2: Air pressure is too high; 3: Power is too large; 4: Material problem.
Selection of cutting nozzle and lens (cutting parameters)
The choice of nozzle and lens when cutting carbon steel:
1. The choice of lens:
Use (5 inches) lenses when cutting 1-8mm carbon steel.
Choose (7.5 inches) lens when cutting 8-10mm carbon steel.
2. The choice of nozzle:
Use (Φ1.4) nozzles when cutting 1-6mm carbon steel.
Use (Φ2.0) nozzles when cutting 6-10mm carbon steel.
The choice of nozzle and lens when cutting stainless steel:
1.The choice of lens:
Choose (5 inches) lens when cutting 1-4mm stainless steel.
Choose (7.5 inches) lens when cutting 4-6mm stainless steel.
2.The choice of nozzle:
Use (Φ1.5) nozzles when cutting 1-3mm stainless steel.
When cutting (nitrogen pressure) 10㎏-13㎏
Use (Φ2.0) nozzles when cutting 3-4mm stainless steel.
When cutting (nitrogen pressure) 13㎏-15㎏
Use (Φ2.5) nozzles when cutting 5-6mm stainless steel.
When cutting (nitrogen pressure) 14㎏-16㎏
The type and function of the gas used.
Air:
1: Use as cutting gas
2: Used as a cooling cutting head
3: Used as dust removal inside the optical path (protect the lens to extend the use time of the lens)
Ordinary oxygen: used as a gas for cutting carbon steel (combustibility), with a purity of 99.5%
Pure nitrogen: used as a gas for cutting stainless steel (cooling) Purity 99.9% (cutting carbon steel speed is 3/4)
High-purity nitrogen: the gas used as the laser has a purity of 99.999%
High-purity helium: used as a laser gas with a purity of 99.999%
High-purity carbon dioxide: the gas used as the laser has a purity of 99.999%
The size of the cutting hole
(to distinguish between material and thickness)
1. For cutting carbon steel plates within 8mm, the hole diameter should not be less than the thickness of the plate, and for cutting plates within 10mm, the hole diameter should not be less than 1.2 times the thickness of the plate.
2. When cutting stainless steel plates within 4 mm, the hole diameter cannot be smaller than the thickness of the plate, and cutting plates above 4 mm, the hole diameter cannot be less than 1.2 times the thickness of the plate.
3. If the aperture exceeds the above range, use pulse cutting or marking.
Pulse cutting
(relative to continuous wave cutting)
1. The speed is 30-50% of continuous wave.
2. The power is larger than continuous wave.
3. The air pressure is about 2 times larger than the continuous wave. Perforation uses continuous waves.
Perforation method
(suitable for cutting carbon steel)
1. Normal perforation: suitable for cutting carbon steel below 5mm.
2. Progressive perforation: suitable for cutting 6-8mm carbon steel. (Need to modify the corresponding parameter P990012)
3. Powerful perforation: suitable for cutting 10-12mm carbon steel (exposed hole method).
The perforation height is not lower than the cutting height; the perforation air pressure is not lower than 1.0.
The parameters of the lead-in line
(suitable for cutting stainless steel)
1. When cutting 1-3mm stainless steel, a single method (cutting a small circle or reducing speed) is used.
2. Two methods (cutting small circles or reducing speed) are used when cutting 3-6mm stainless steel.
3. The air pressure for cutting small circles is 1.5 times larger than the air pressure for cutting.
Blast hole
1. Not enough time for piercing
2. Excessive air pressure
3. Wrong focus
4. The perforation height is too low
5. Inconsistent pulse frequency
6. Excessive power