Automobile Industry
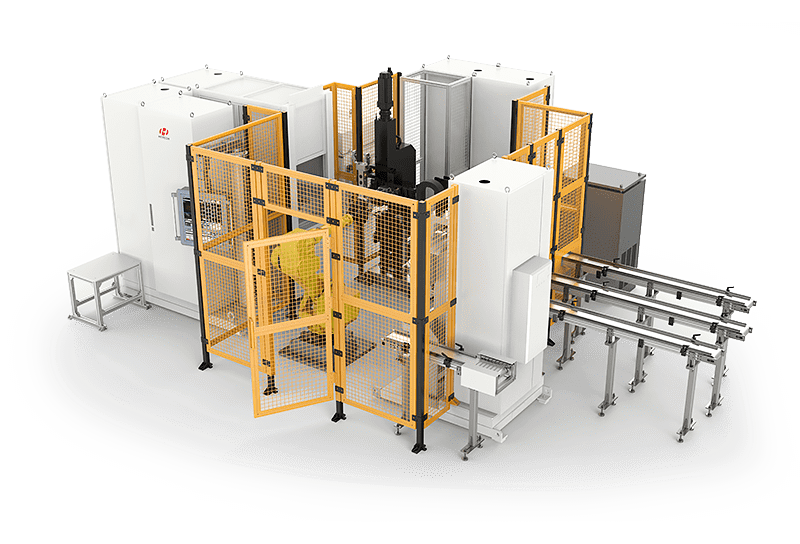
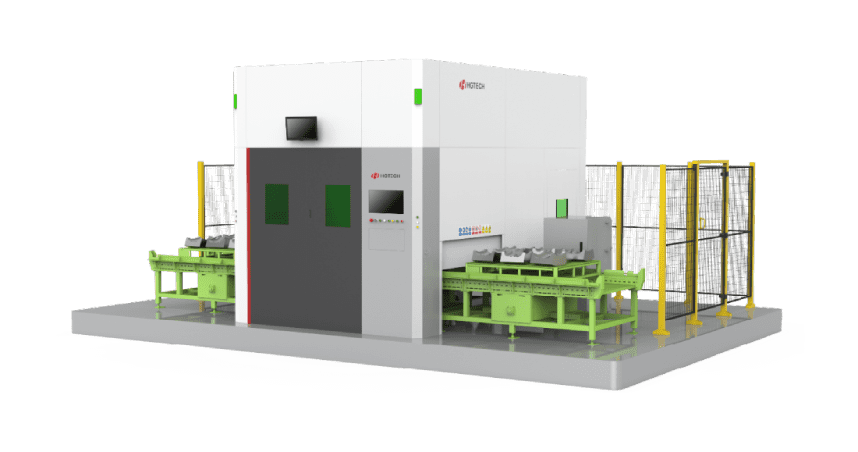
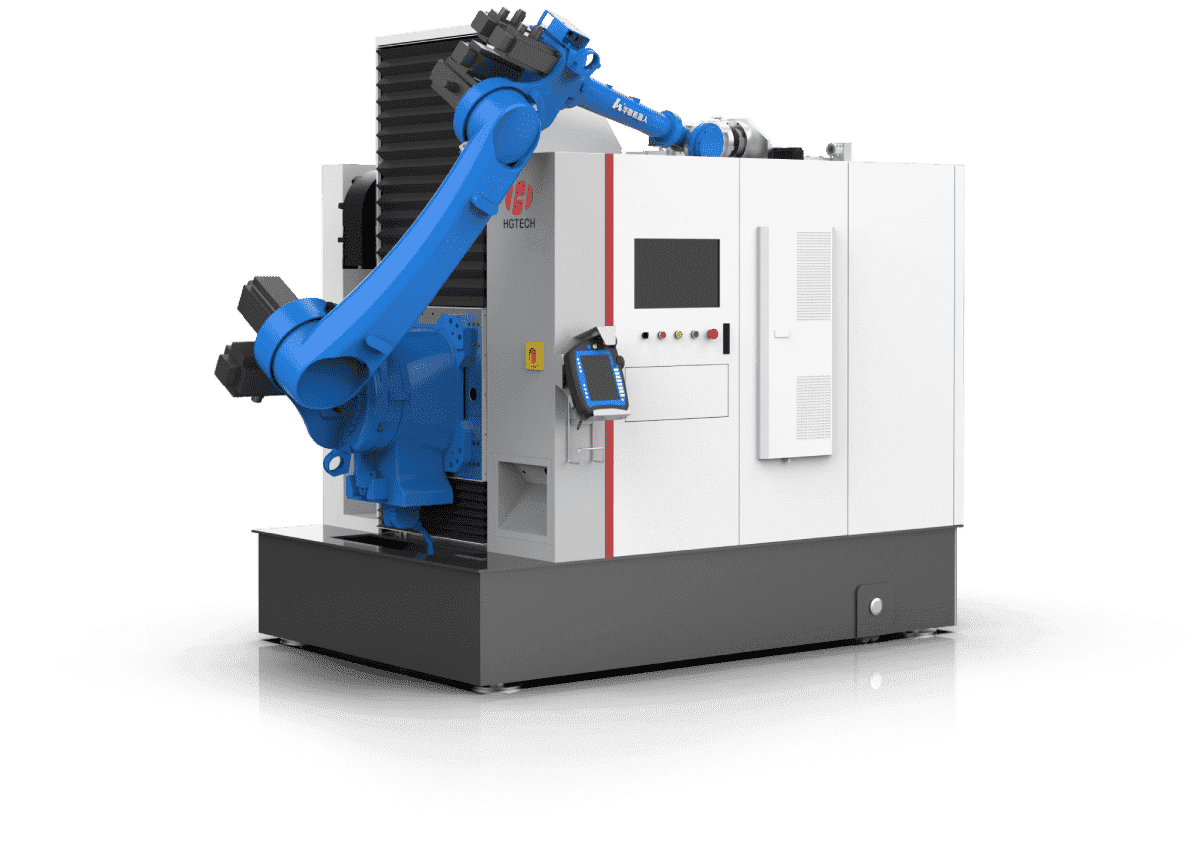
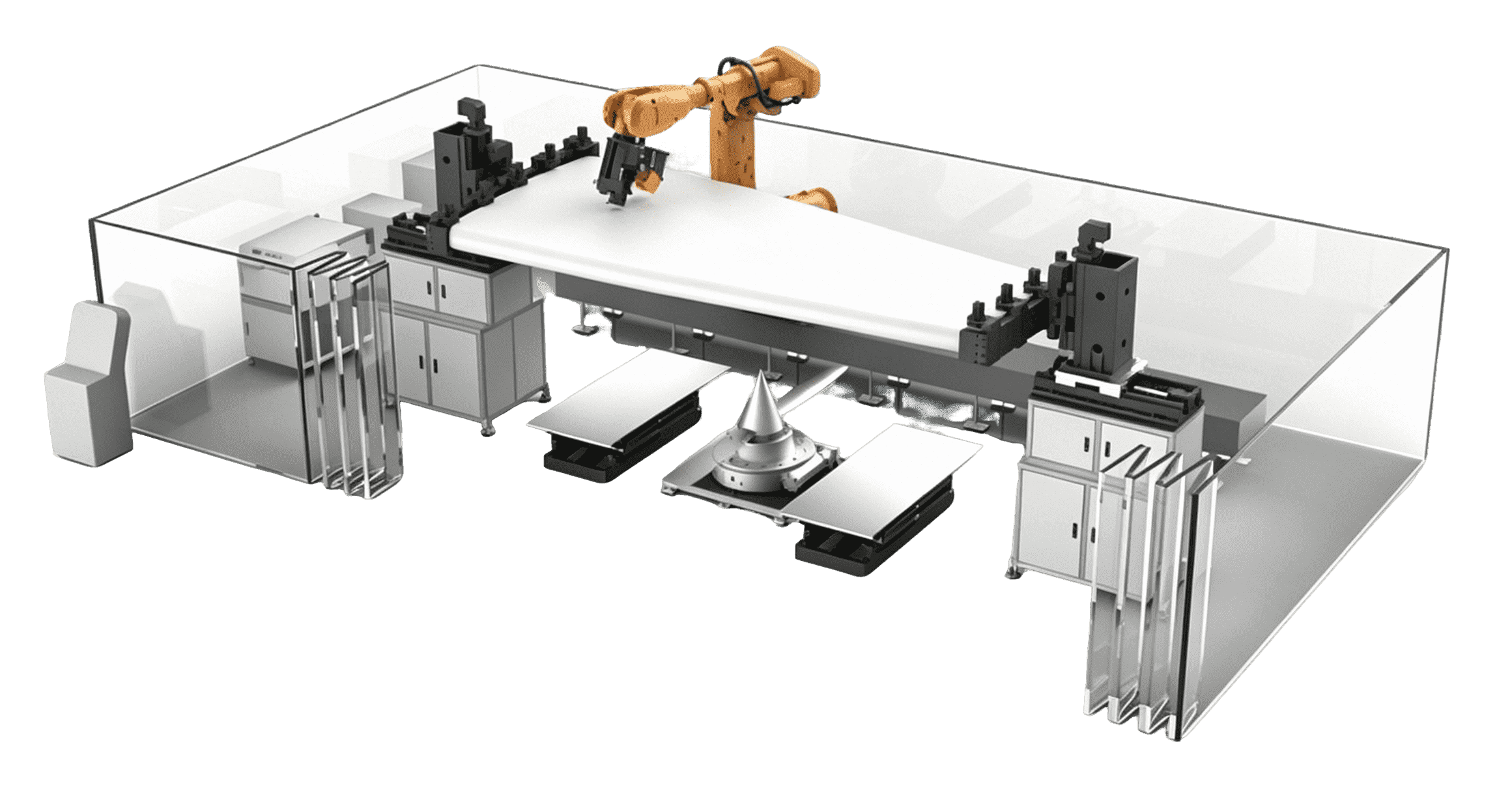
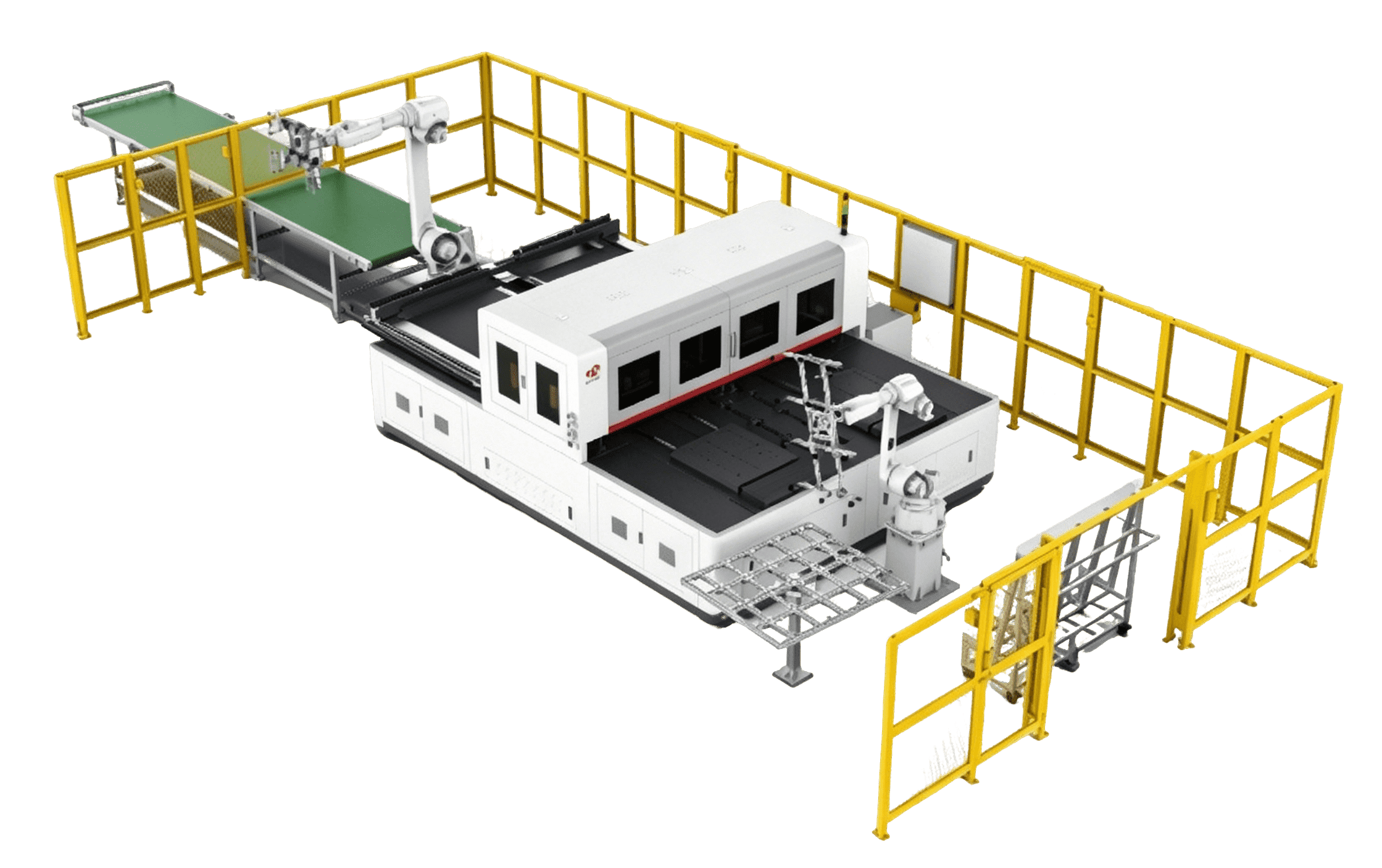
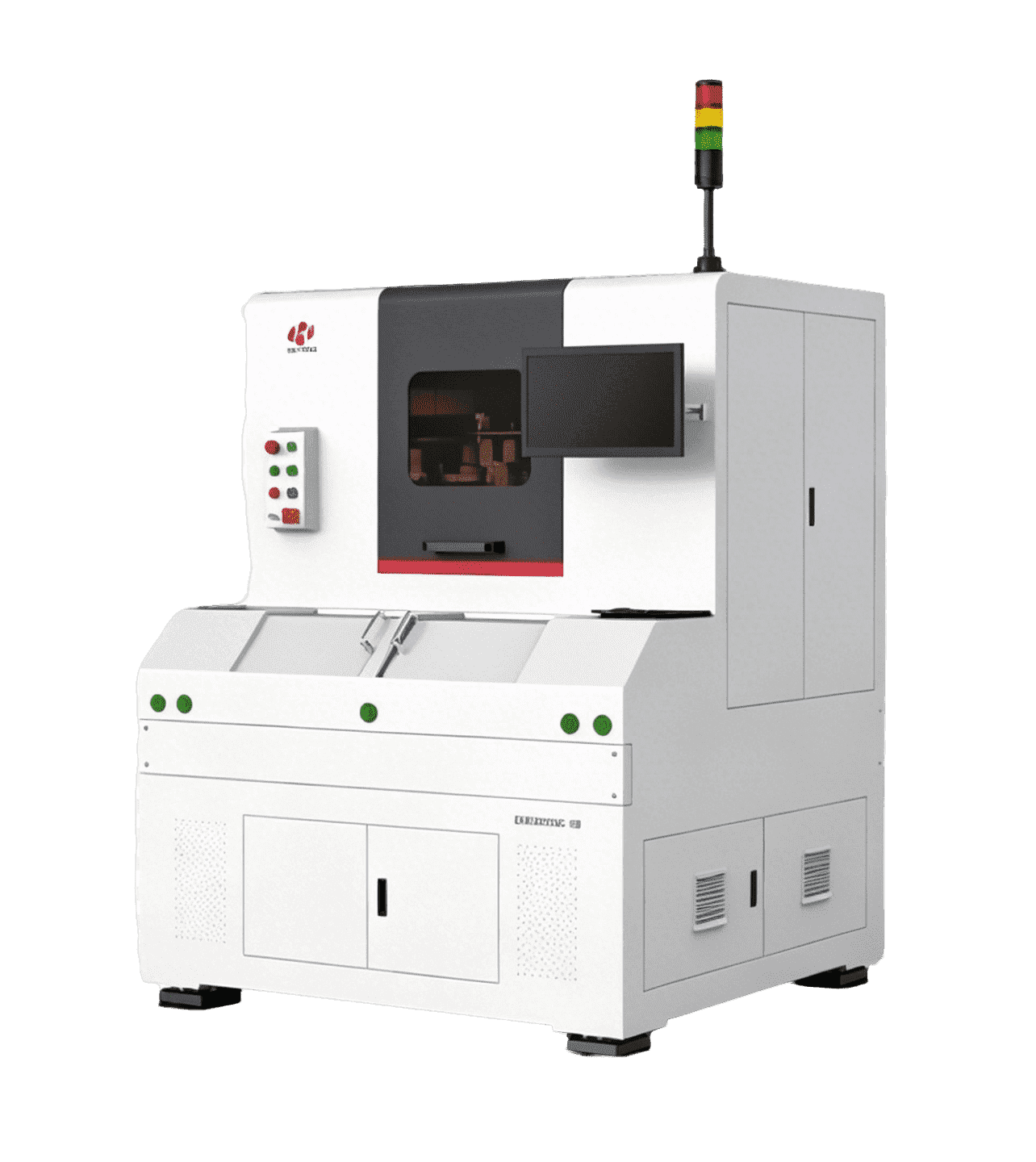
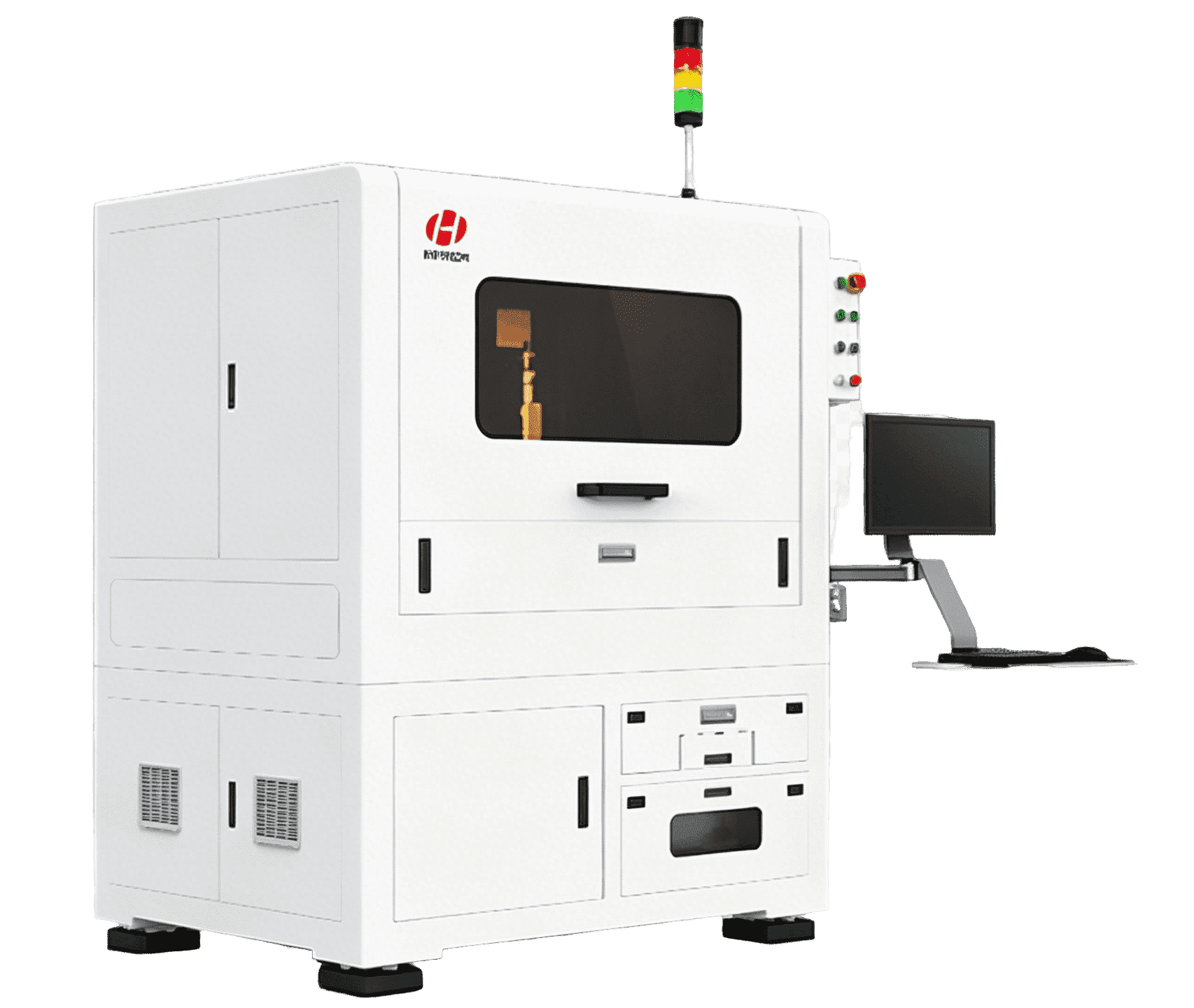
Automotive Laser Manufacturing
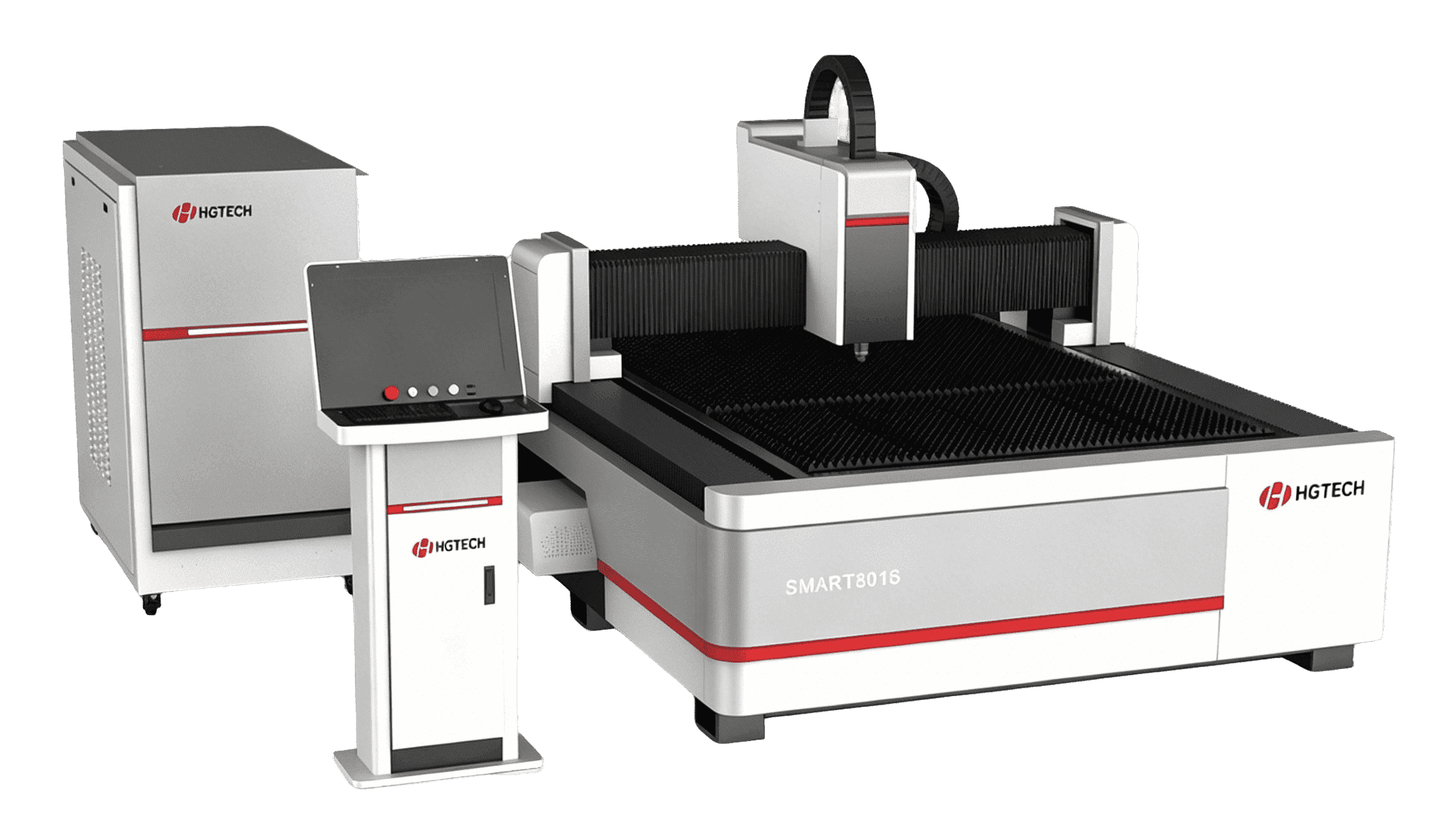
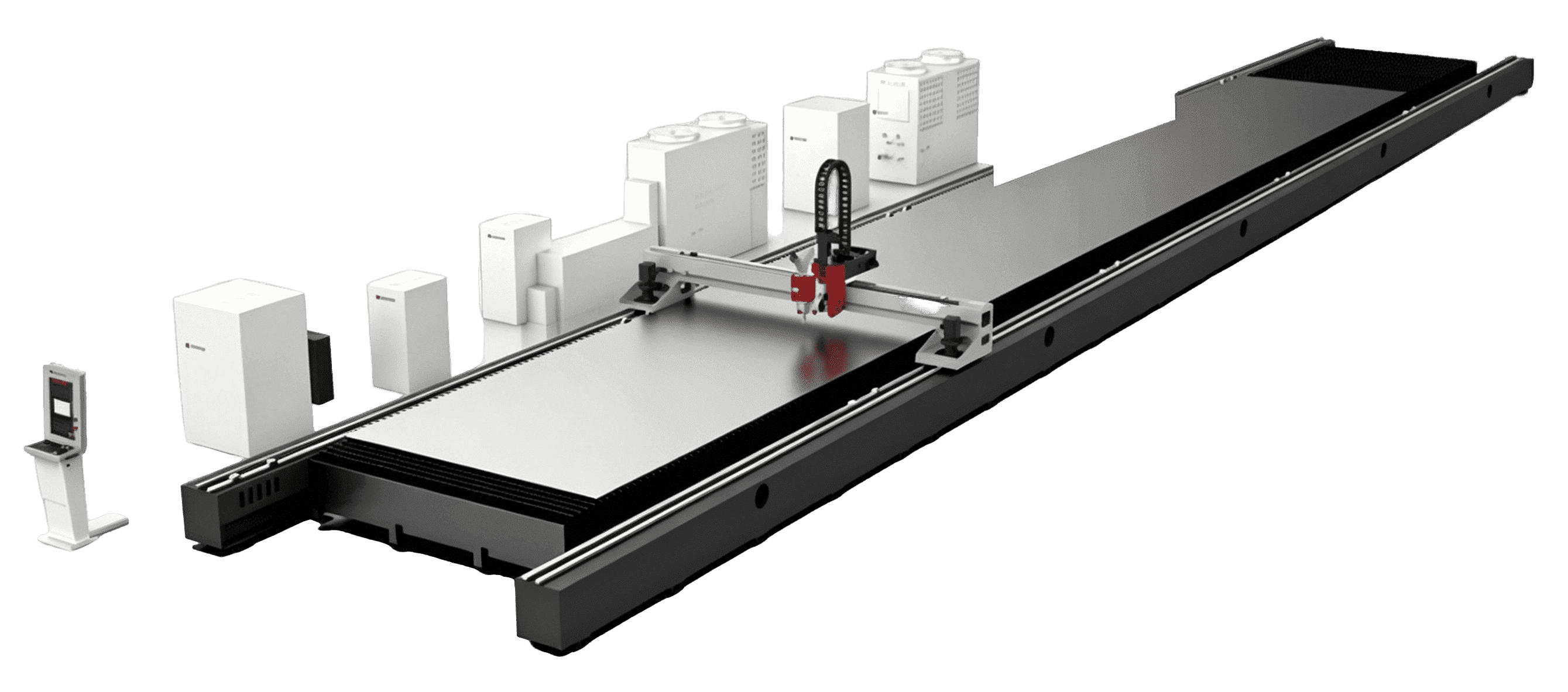

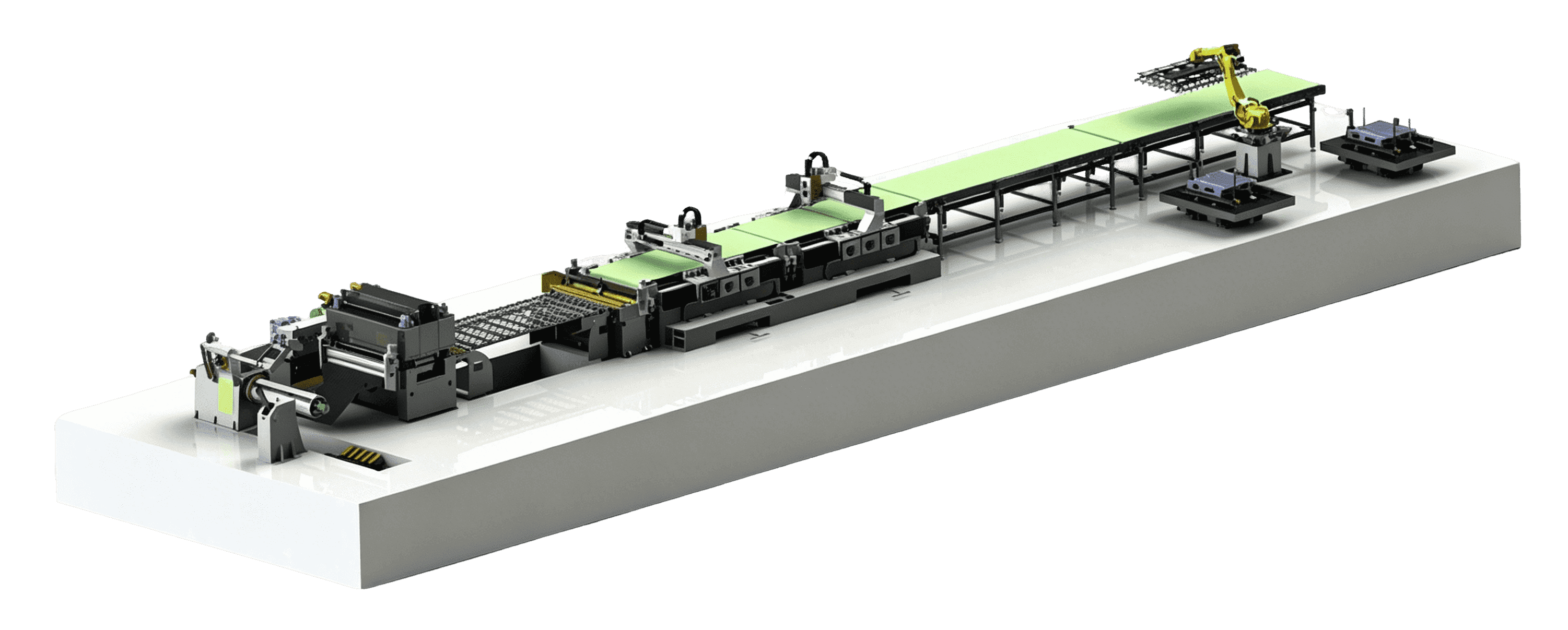
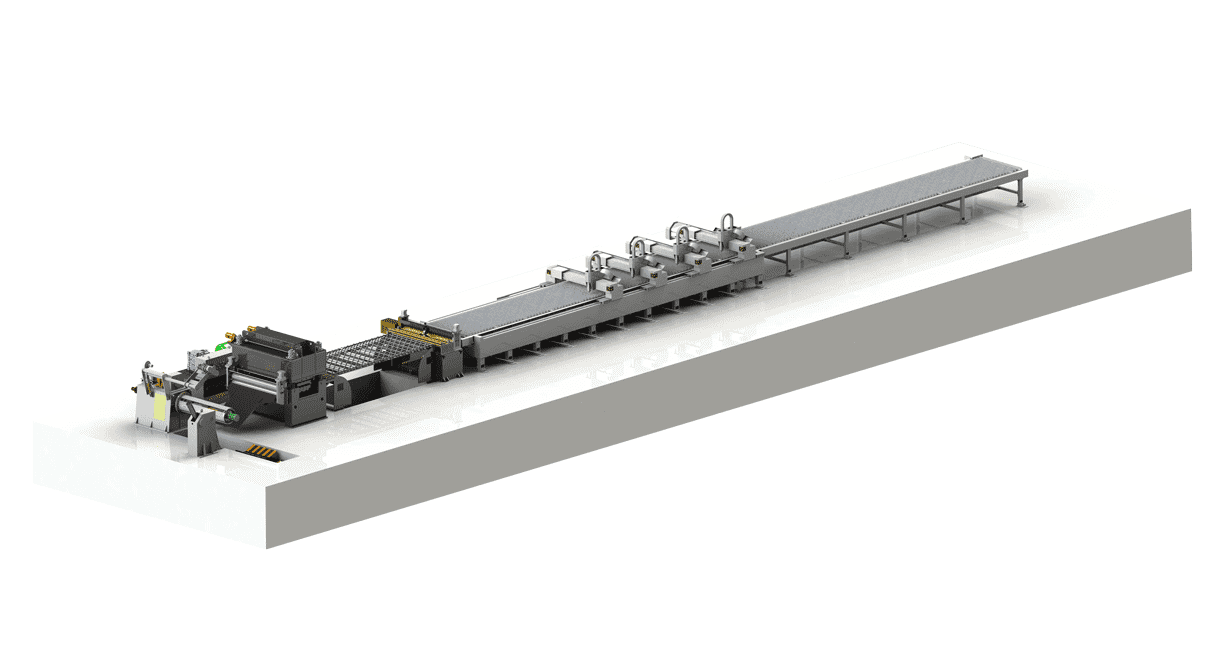

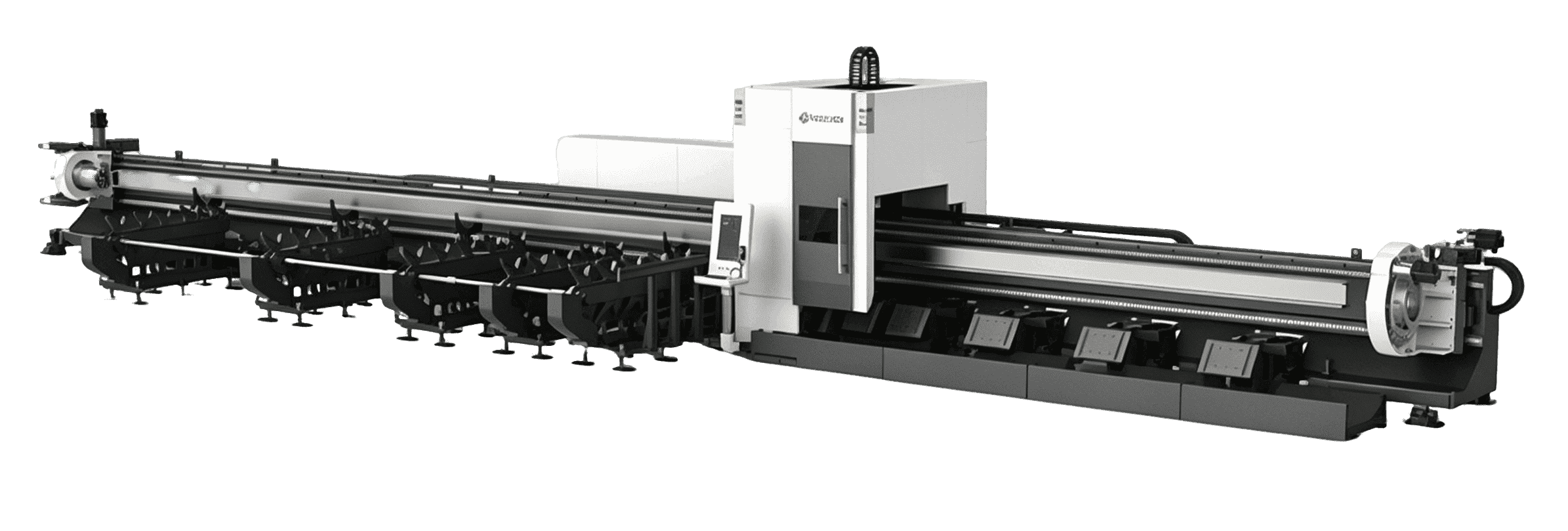
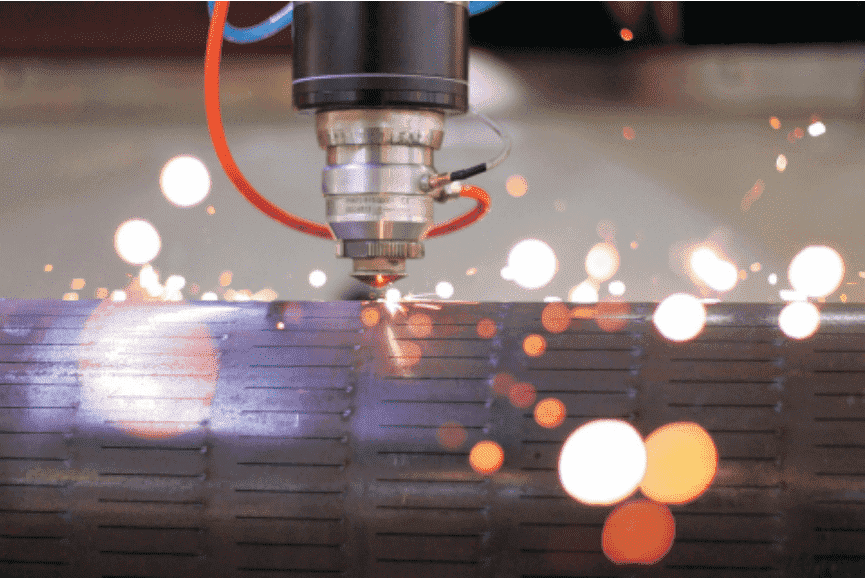
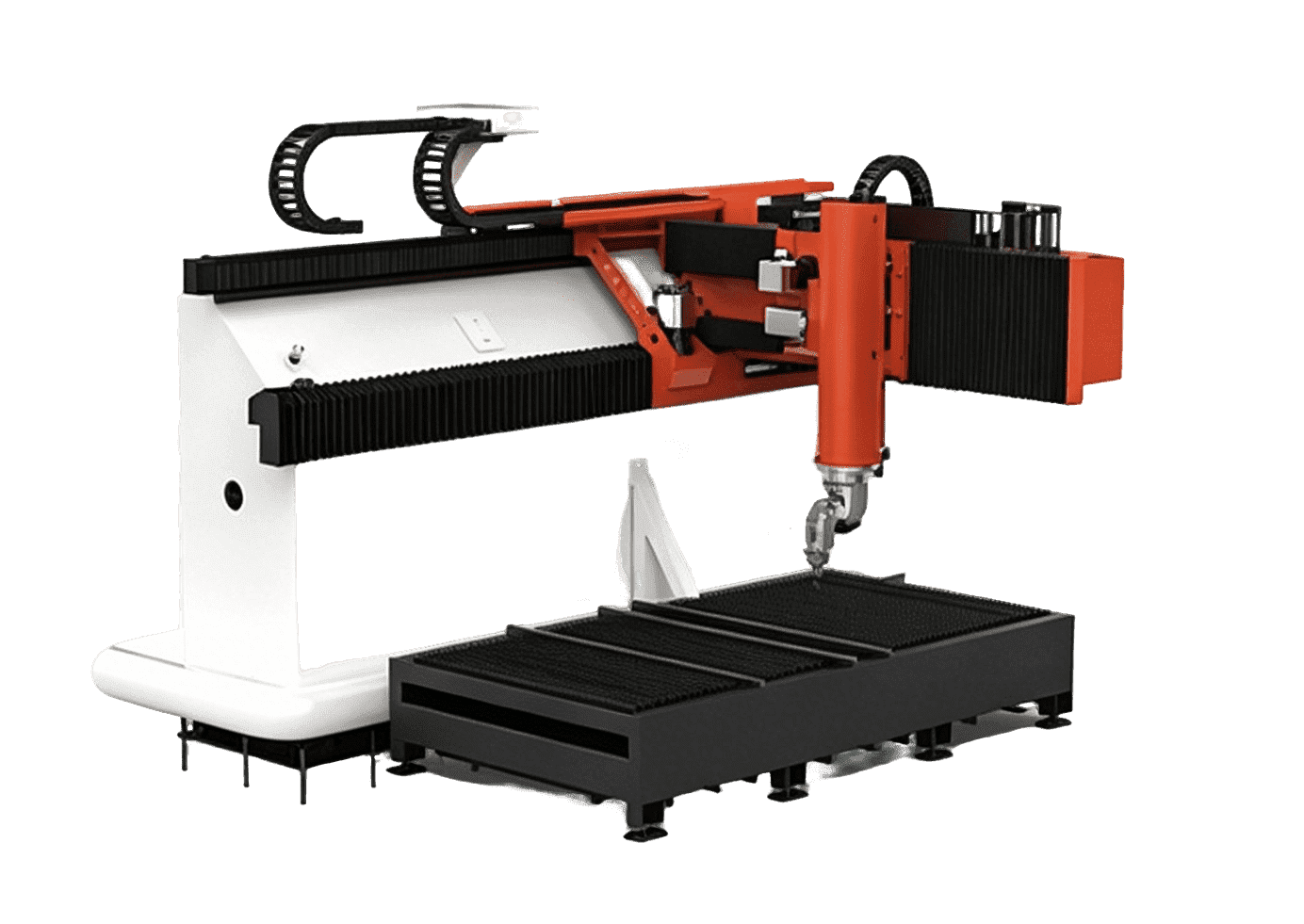
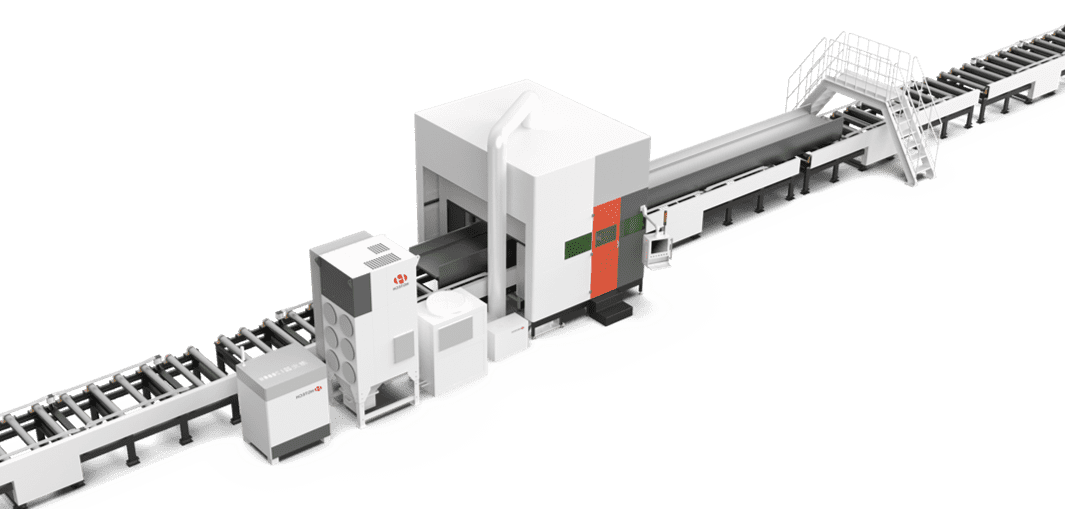


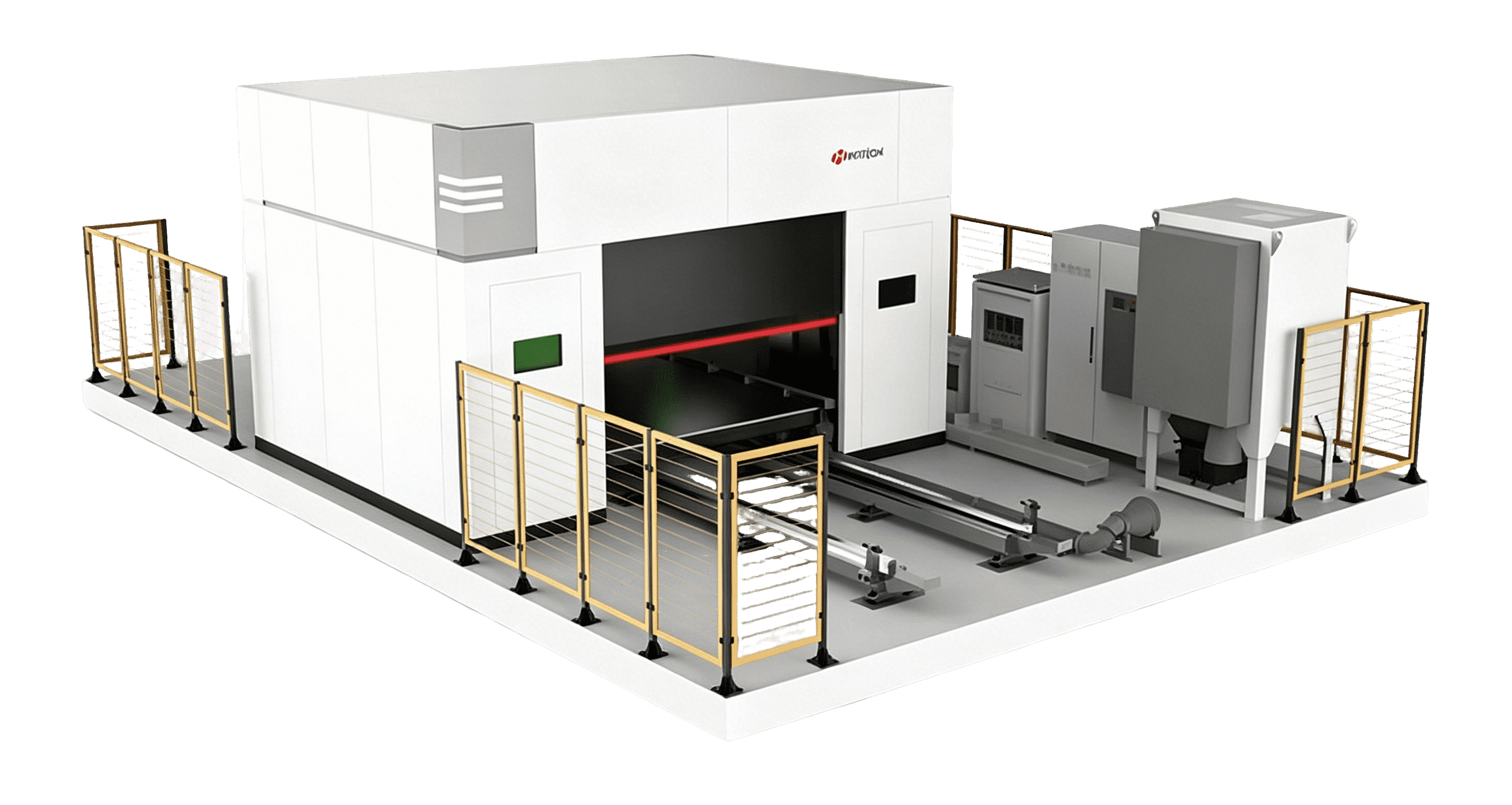


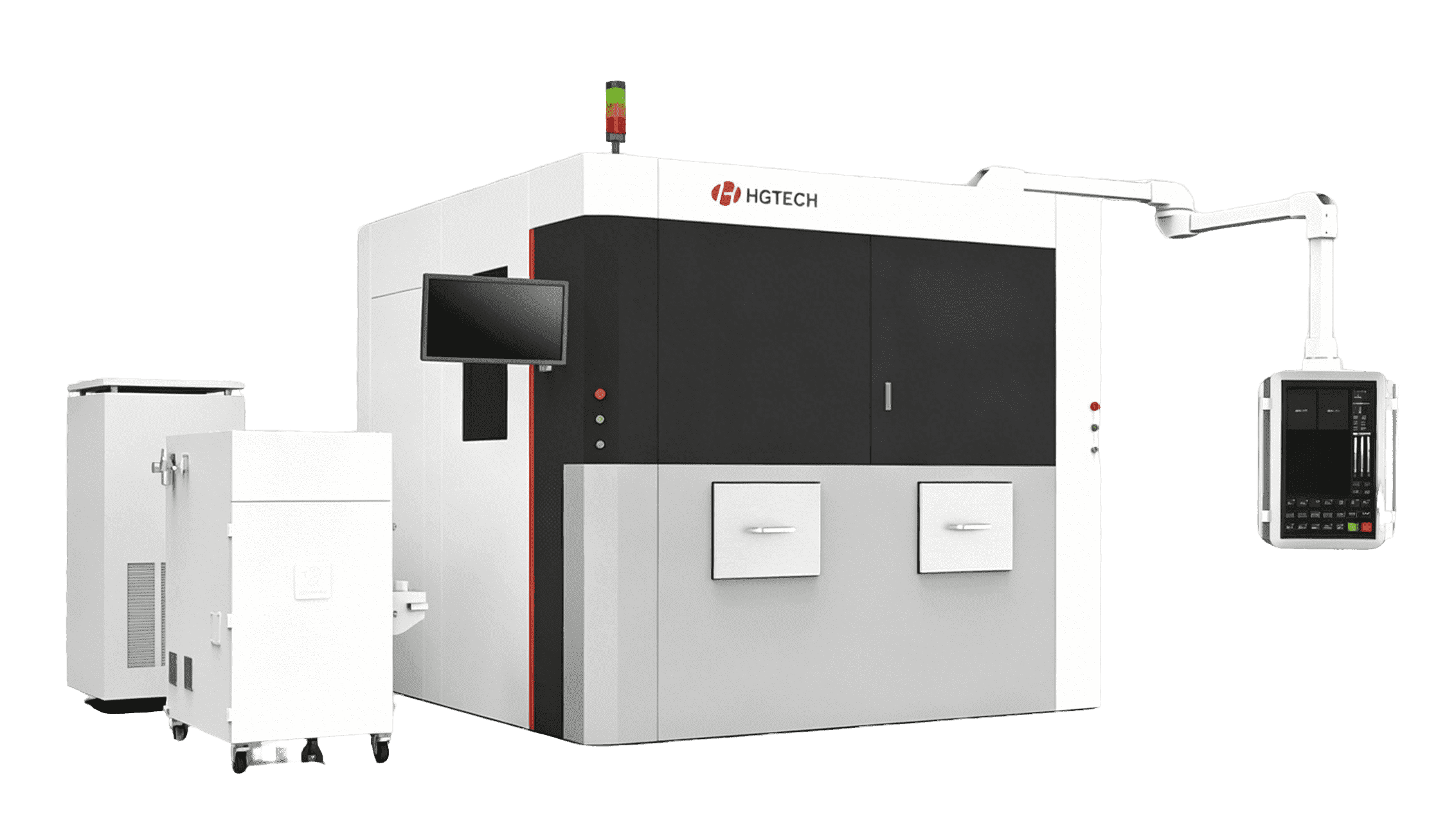



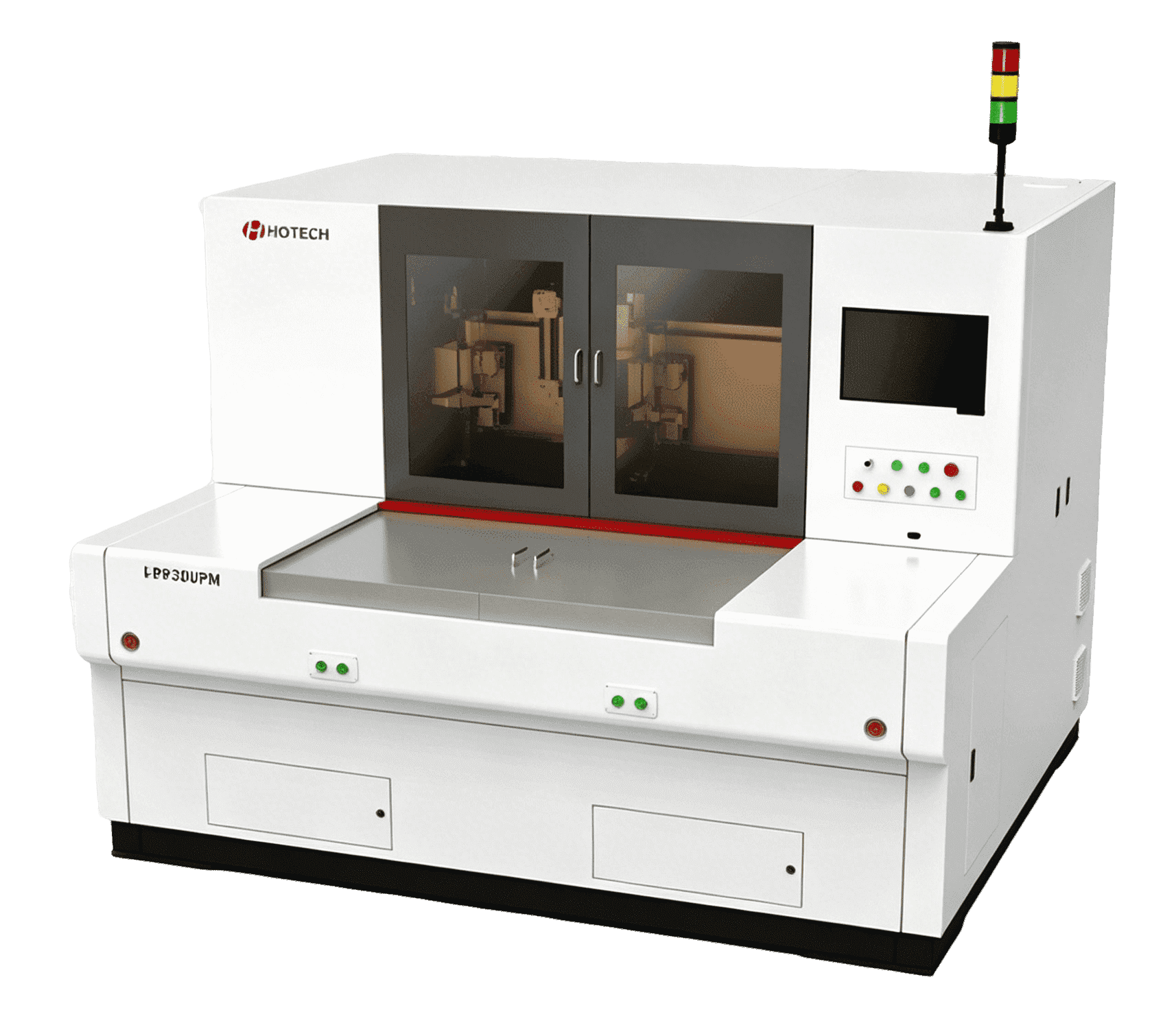








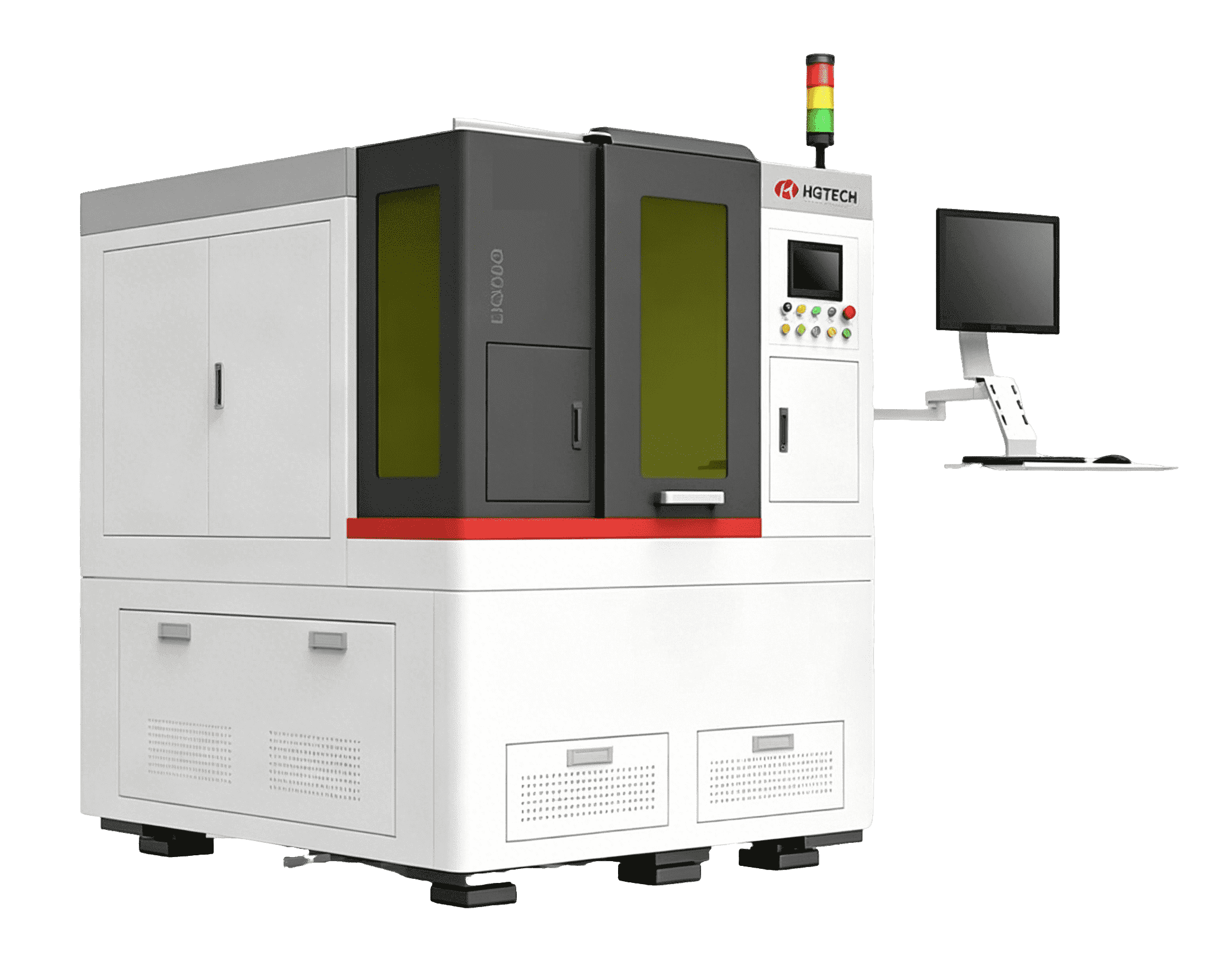


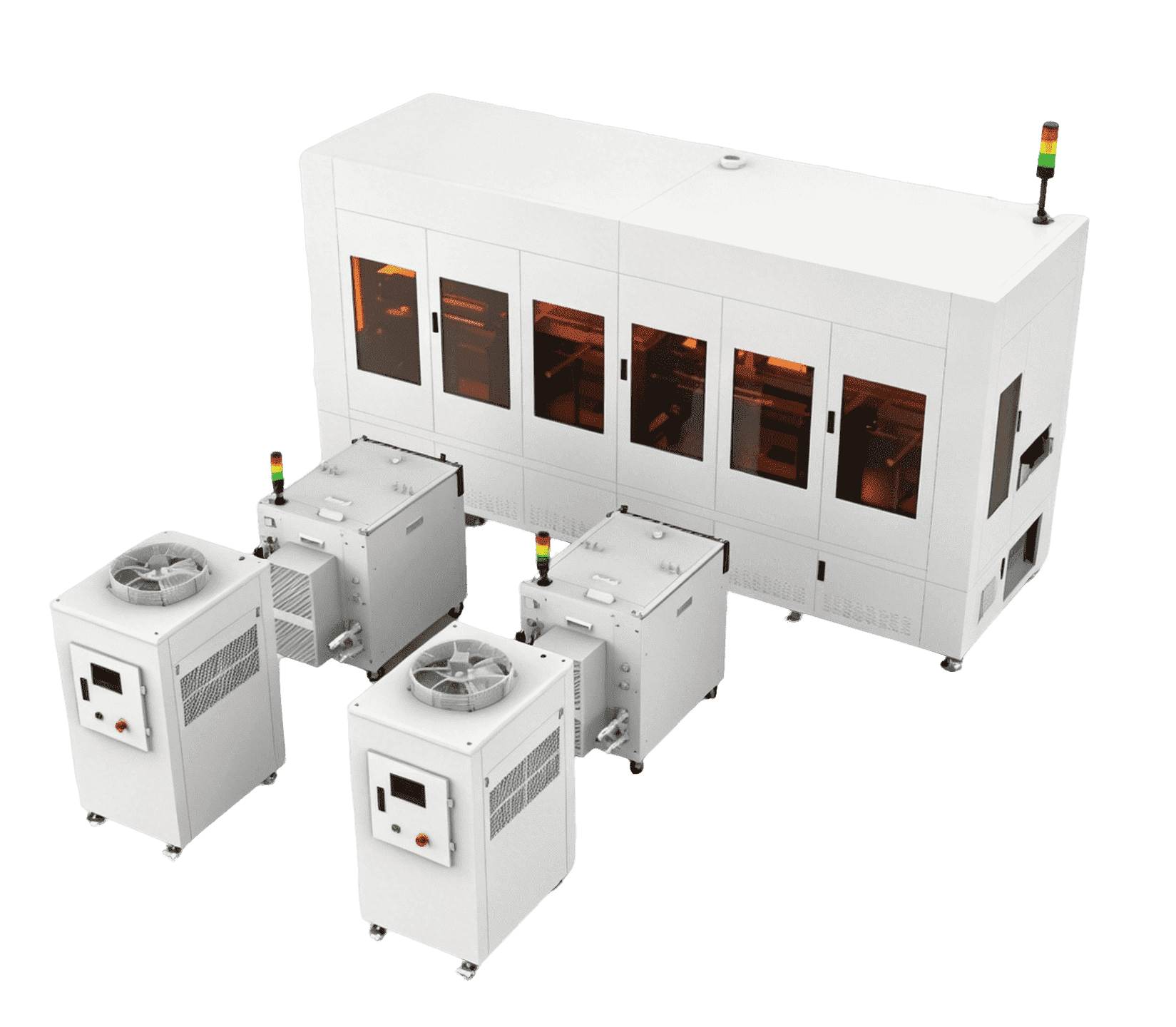




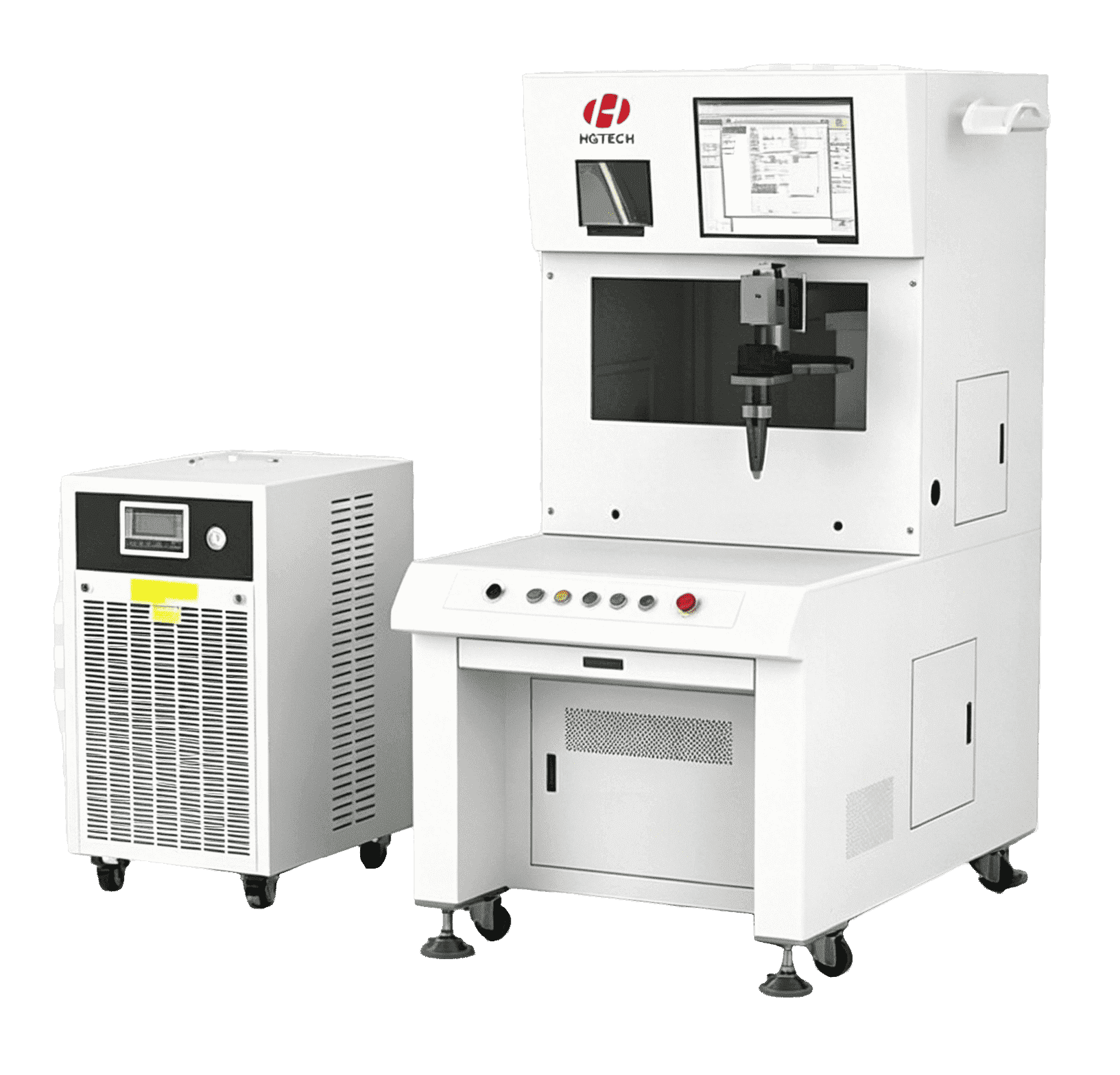





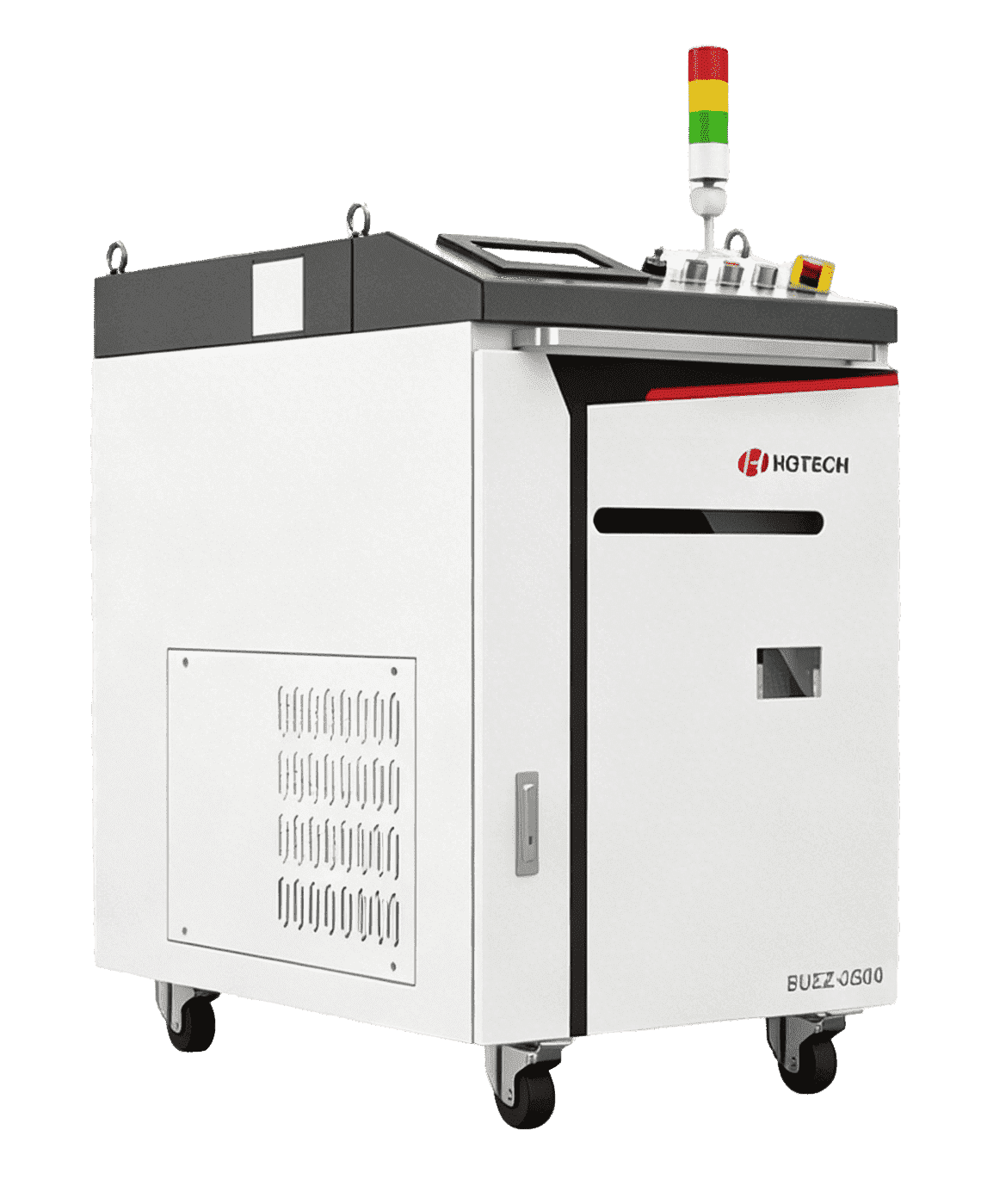





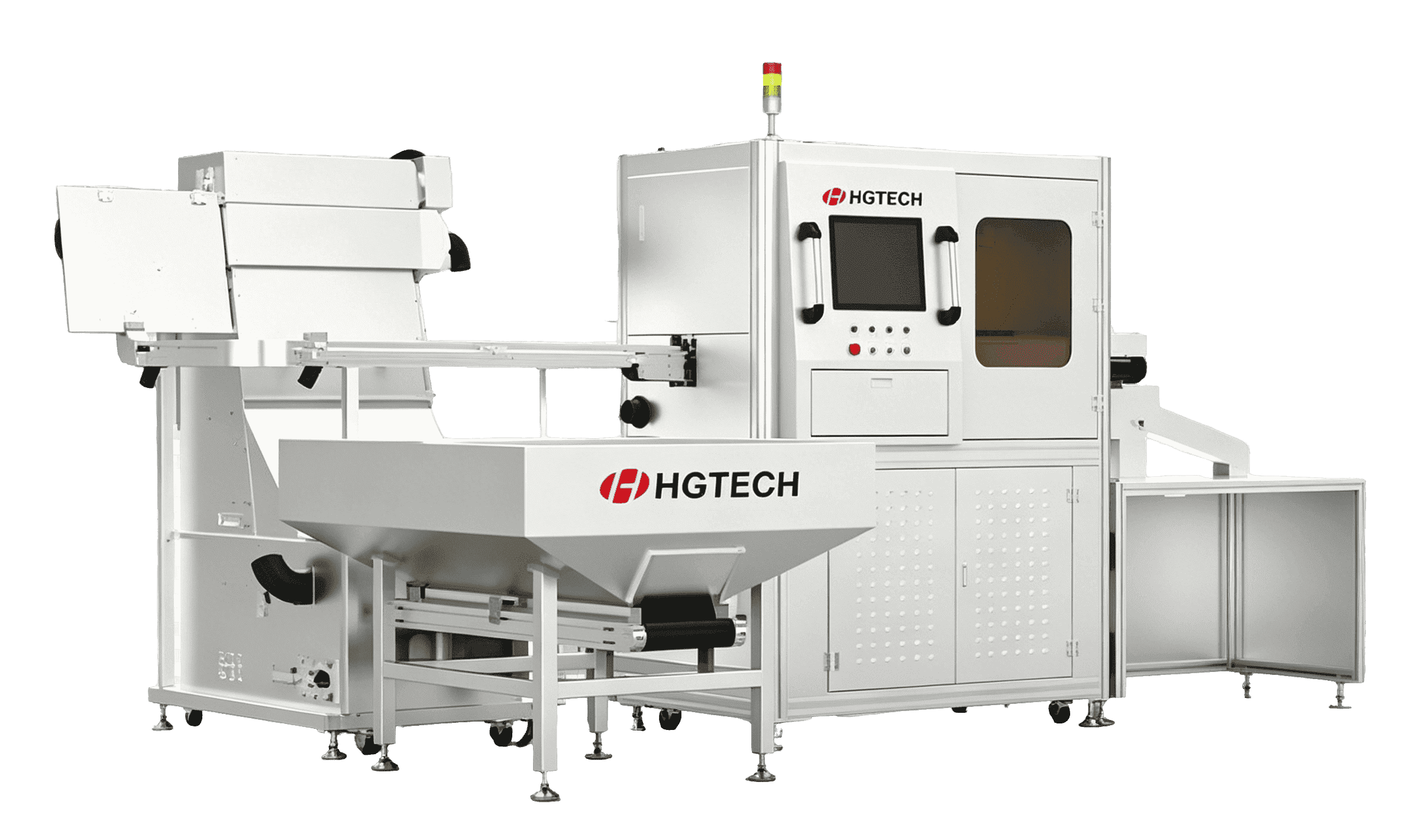





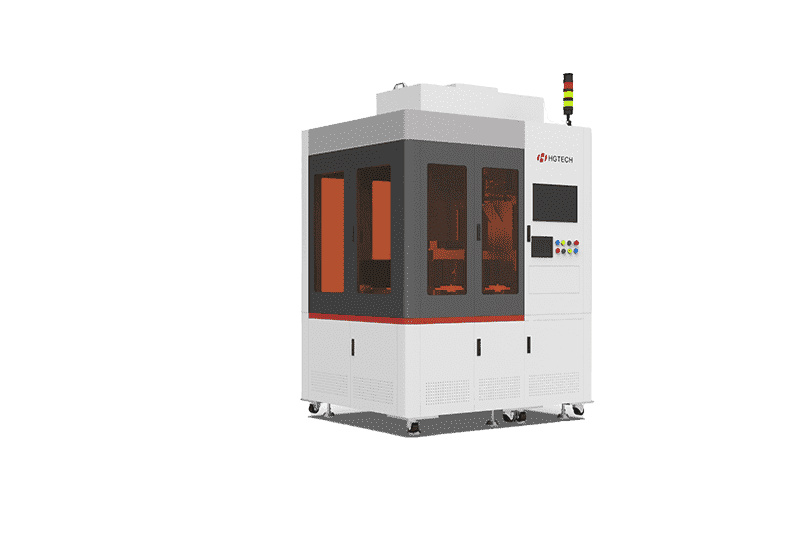





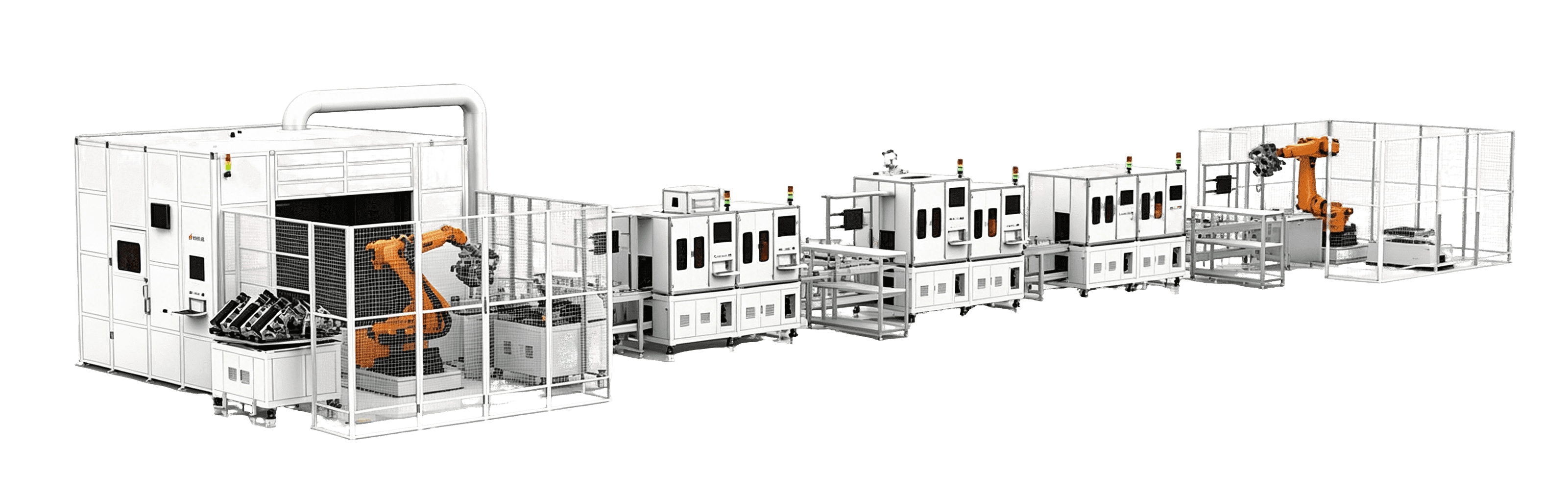
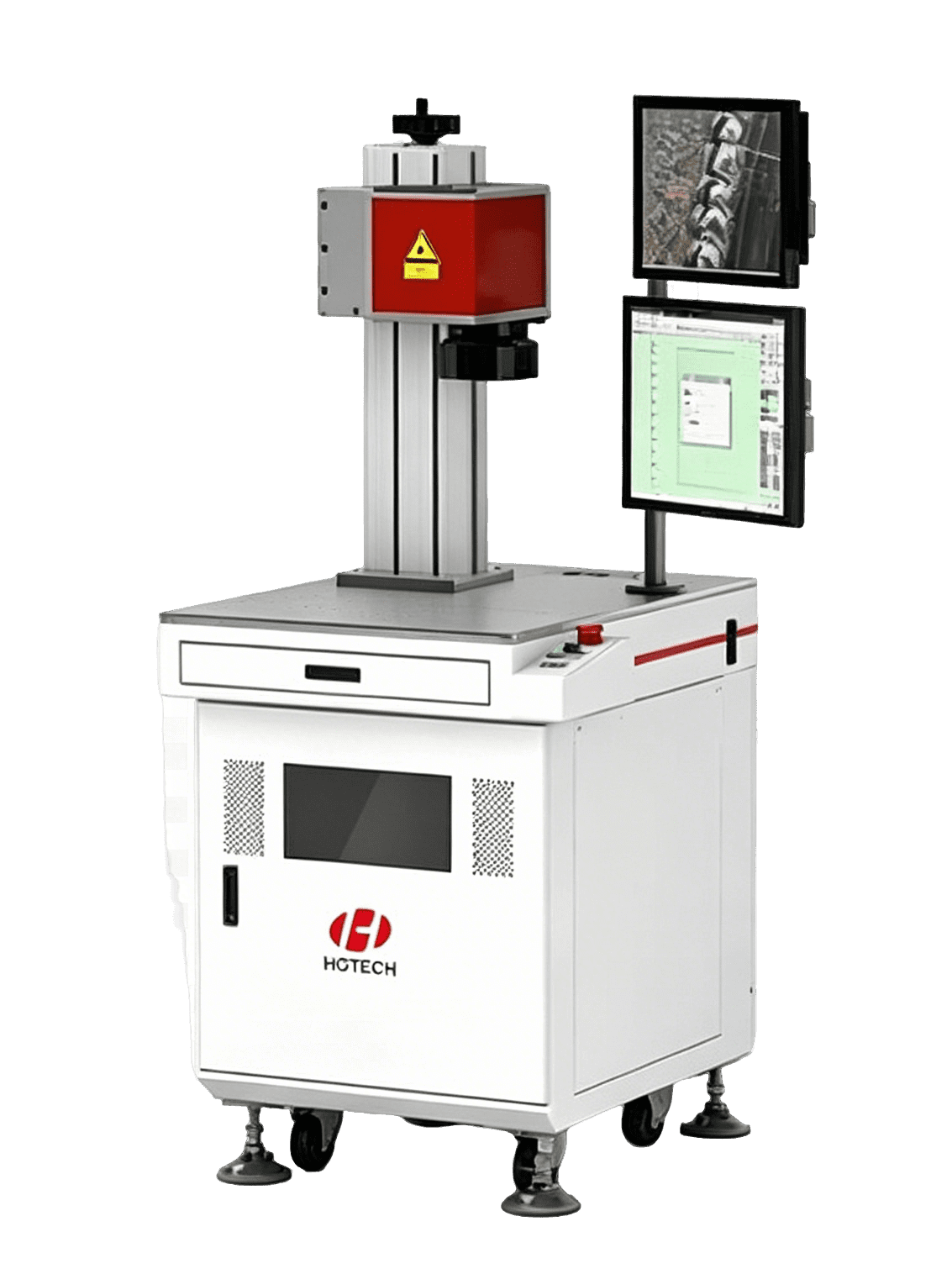



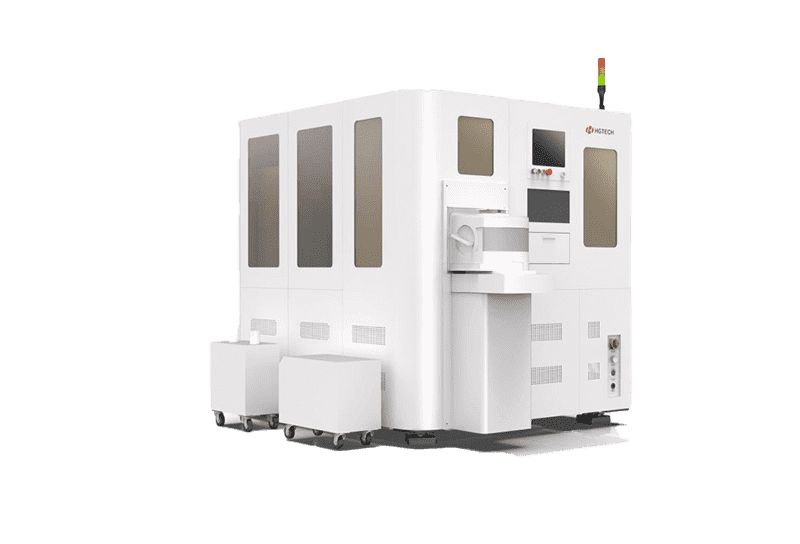









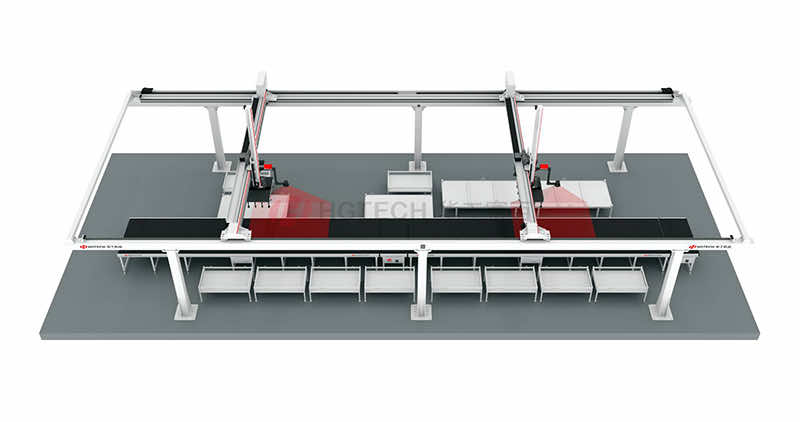
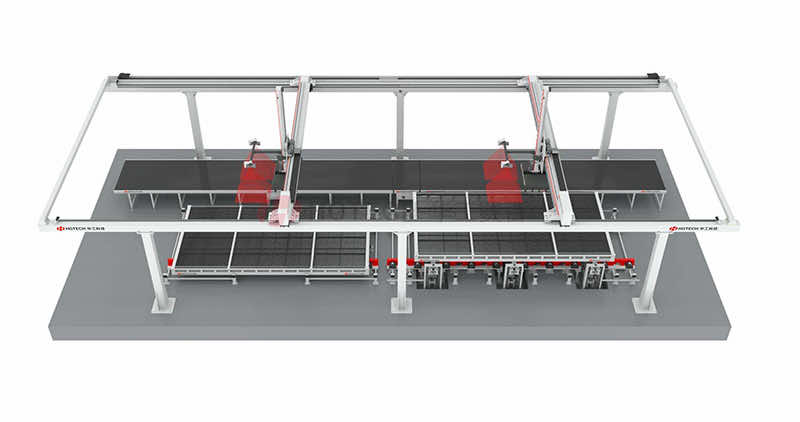
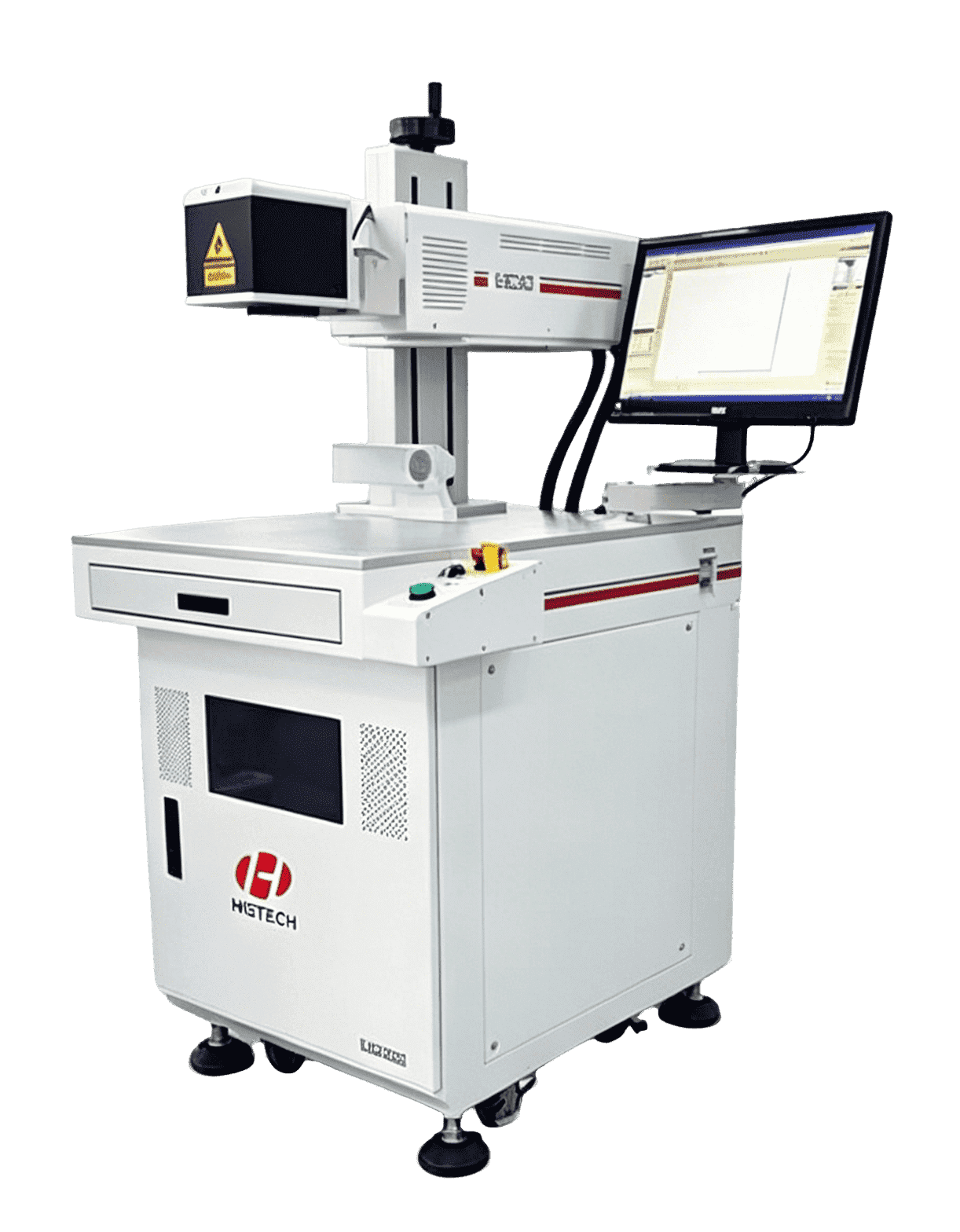
In the cutting process of laser cutting machine, the beam is focused into a small focus through the lens of the cutting head to achieve high power density, in which the cutting head is fixed on the z-axis.

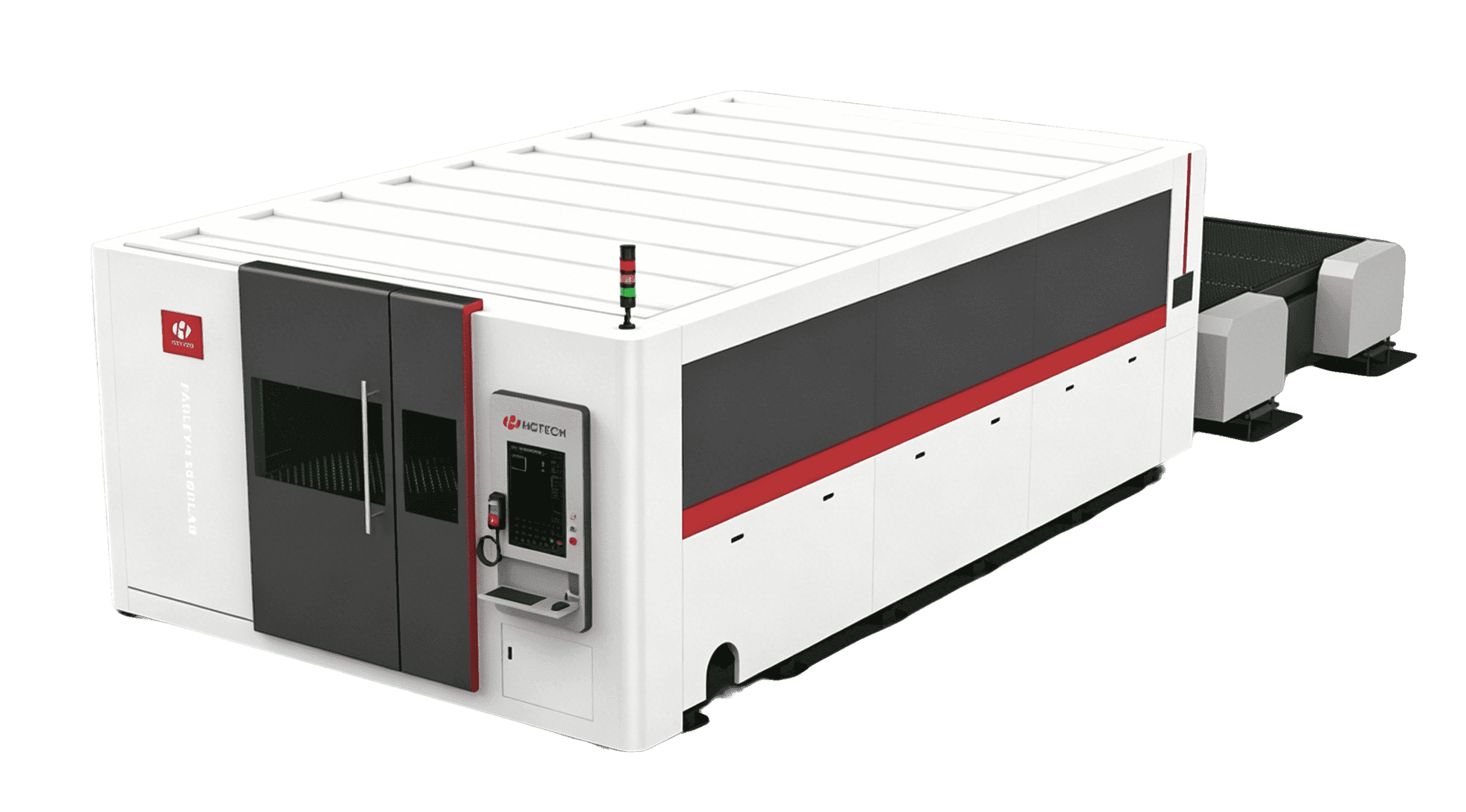
At this time, the heat input by the beam far exceeds the partial heat reflected, conducted or diffused by the material, and the material is quickly heated to the melting and vaporization temperature.
At the same time, a high-speed air flow blows out the melted and vaporized material from the coaxial or non coaxial side to form a hole for material cutting.
In recent years, laser cutting technology is developing at an unprecedented speed, with an annual growth rate of 15% ~ 20%. Since 1985, China has been growing at an annual rate of nearly 25%.
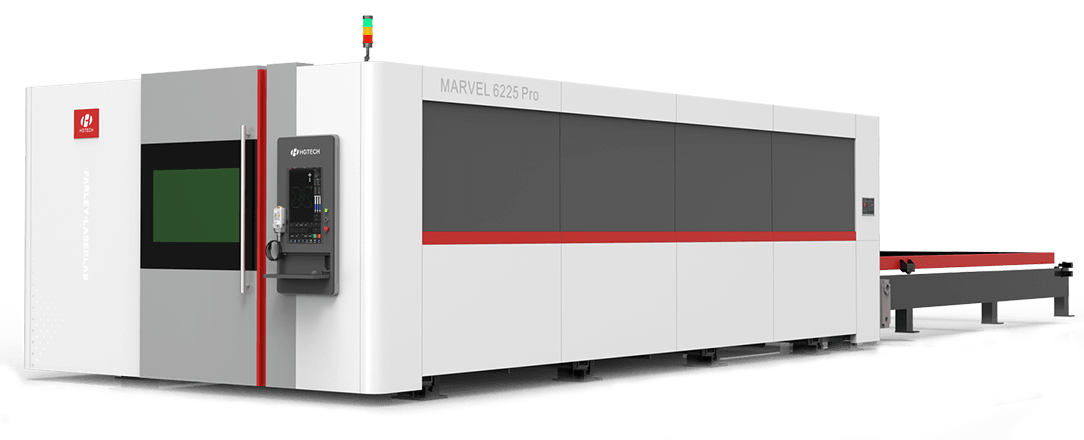
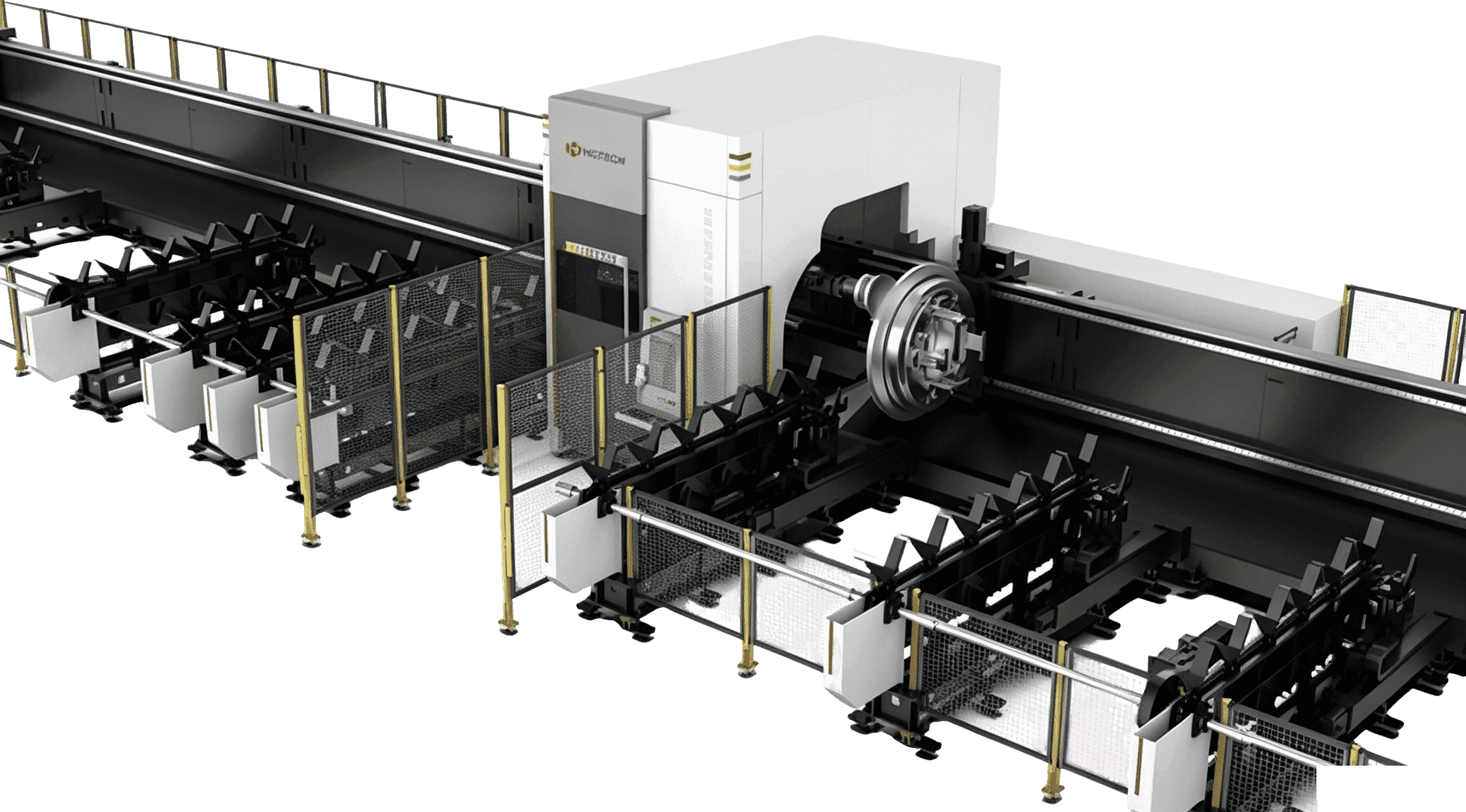
Compared with traditional oxyacetylene and plasma cutting processes, laser cutting has the advantages of fast cutting speed, narrow cutting seam, small heat affected zone, good perpendicularity of cutting seam edge and smooth cutting edge. At the same time, there are many kinds of materials that can be laser cut, including carbon steel, stainless steel, alloy steel, wood, plastic, rubber, cloth, quartz, ceramics, glass, composite materials, etc.
So, what are the problems often encountered by laser cutting machine in the actual cutting process?
1. The laser cutting machine has no reaction after starting up
This problem is generally caused by the output and input of the power supply. You can check the power supply for troubleshooting. Power failure is generally caused by the burning of fuse tube or the problem of power switch, which requires better and high-quality power fuse tube and control switch.
2. The light output of the machine after running for a period of time is very weak
When encountering this situation, we should first see whether the focal length has changed. If there is no change, we should check whether the focusing lens on the machine has been polluted; Whether the optical path system deviates unexpectedly; The most important thing is to check whether the water circulation flows.
Only when the water circulation is smooth can the heat of the laser cutting machine be dissipated as much as possible, improve the energy conversion of the laser equipment, and finally achieve the focus of the light source.
3. Abnormal sparks often occur when cutting sheet carbon steel
We know that when laser cutting thin plate carbon steel, normally, the spark beam is long and flat, and there are few forks, while abnormal sparks will affect the smoothness and machining quality of the cutting surface of the workpiece. At this time, when other parameters are normal, the loss of the laser head nozzle should be considered. If the problem exists, the nozzle should be replaced in time.
If there is no new nozzle replacement, increase the cutting working gas pressure. If the thread at the connection between the nozzle and the laser cutting head is loose, stop the laser cutting immediately, check the connection state of the laser cutting head, and re tighten the thread.
4. Machining round hole or linear deformation
In case of such a fault, we should first eliminate whether the movement of the laser cutting control software is normal. For example, draw a straight line for processing and observe whether the movement of the laser head is a straight line during processing, which can basically eliminate the possibility of software problems.
At the same time, this step can also find the abnormal problem of looseness in the mechanical structure. After excluding the possibility of software and machinery, we should think about whether the laser energy is too high, which causes the non processing area to be affected. Observe whether the cutting edge of the machined part melts. The normal machining edge should be smooth and flat.
In this case, we should appropriately reduce the laser power or frequency parameters to solve the problem. There is also a relatively uncommon problem. Such problems can also be caused by the deformation of the focusing mirror in the laser head. It can be judged by observing whether the beam of the laser hair is concentrated and whether the center of the circle is concentric.
5. Workpiece often has burrs
The workpiece often has burrs. We should give priority to the factors causing burrs during cutting operation, and we can't blindly speed up the cutting speed, because blindly increasing the speed will easily lead to the situation that the plate is not cut through in the actual cutting process, which is particularly prominent in the processing of aluminum zinc coated plate. At this time, other factors of the machine tool should be comprehensively considered, such as whether the nozzle should be replaced, the movement of the guide rail is unstable, etc.
6. Laser incomplete cutting
Causes of such problems: check whether the selection of laser nozzle matches the thickness of processed plate, and replace the nozzle or process plate. To detect whether the linear speed of laser cutting is too fast, it is necessary to control and reduce the linear speed according to the actual plate conditions.