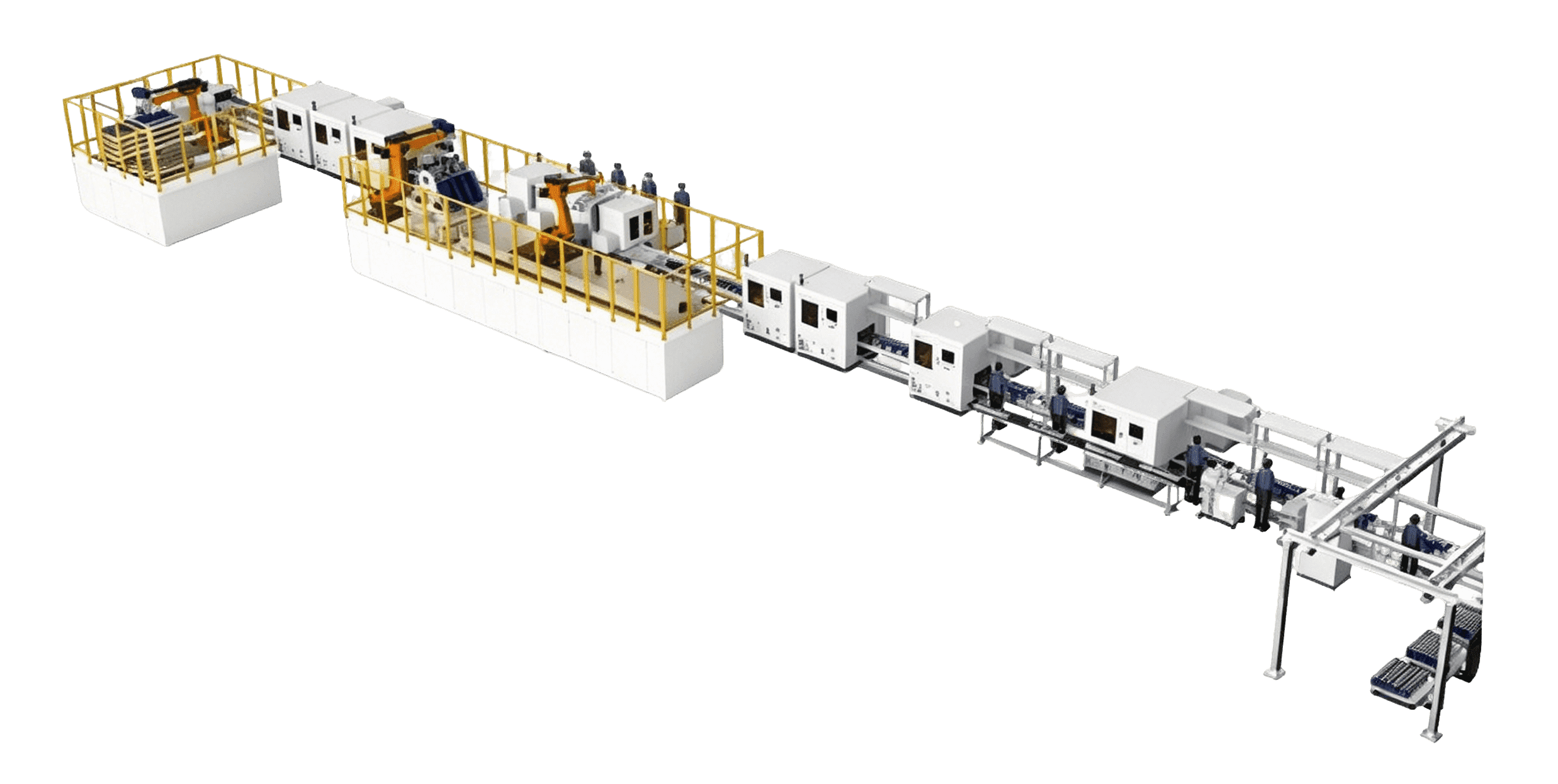
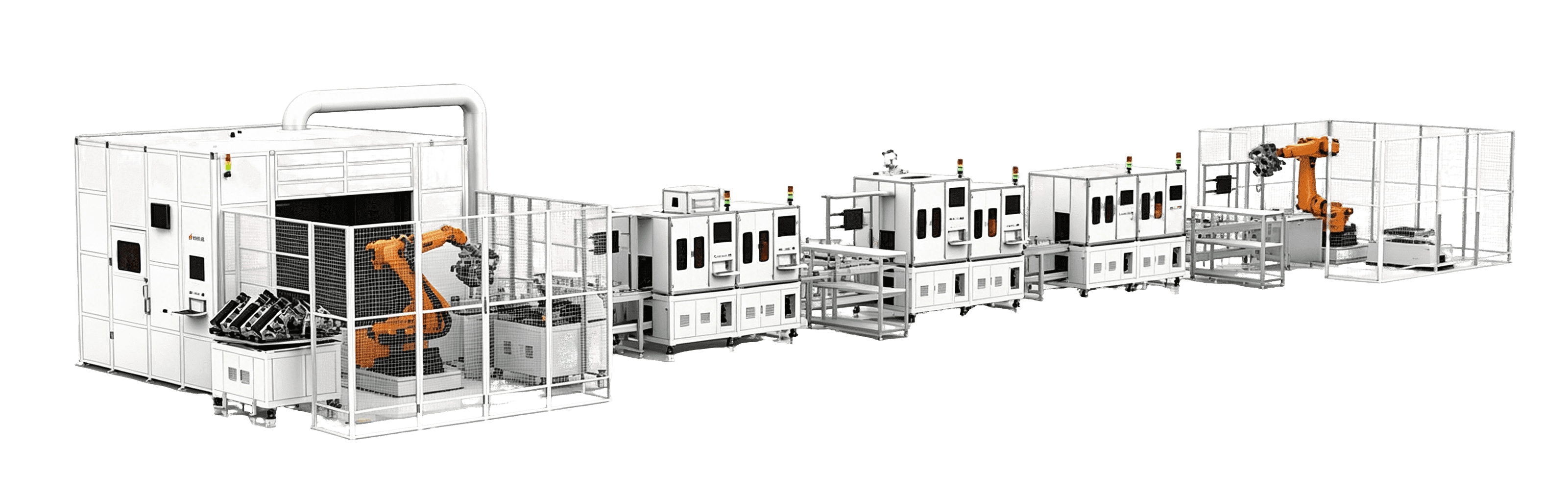
Automobile Industry
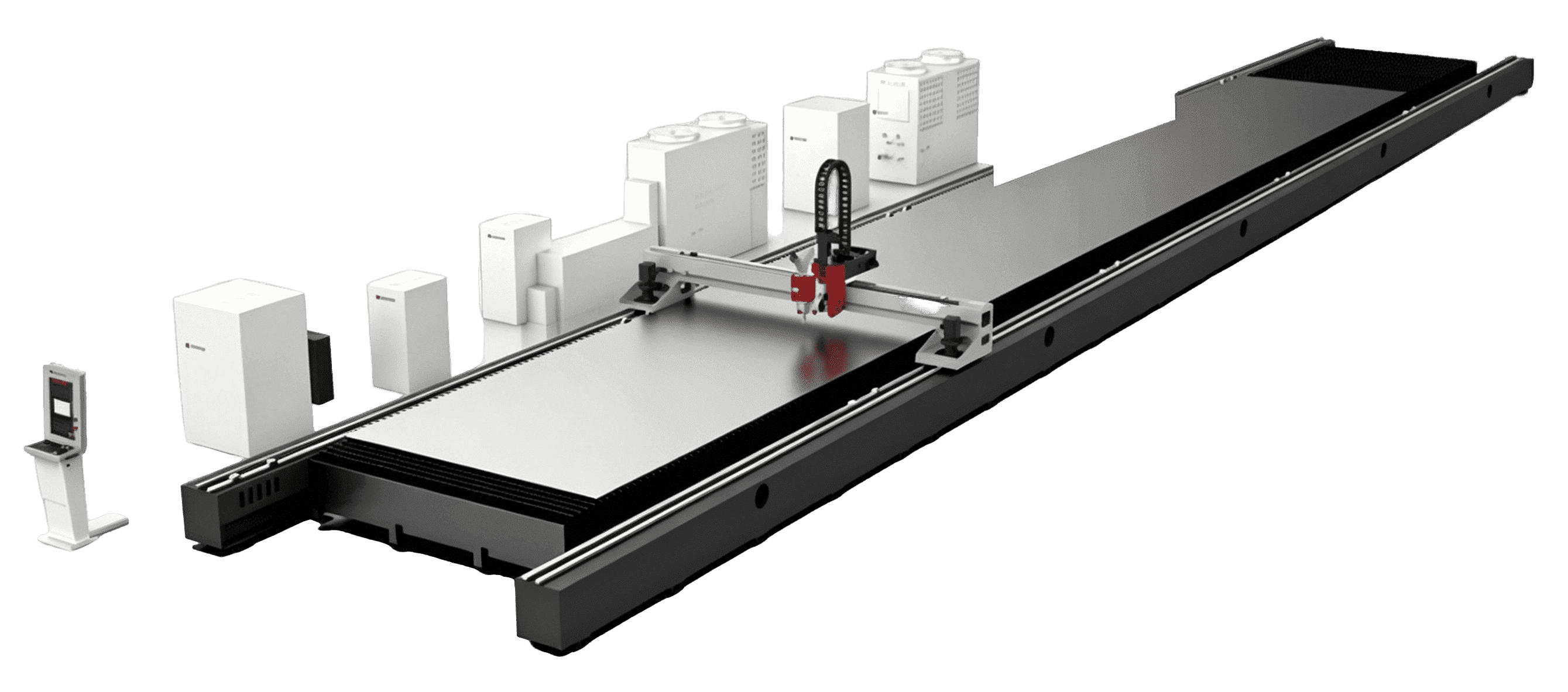
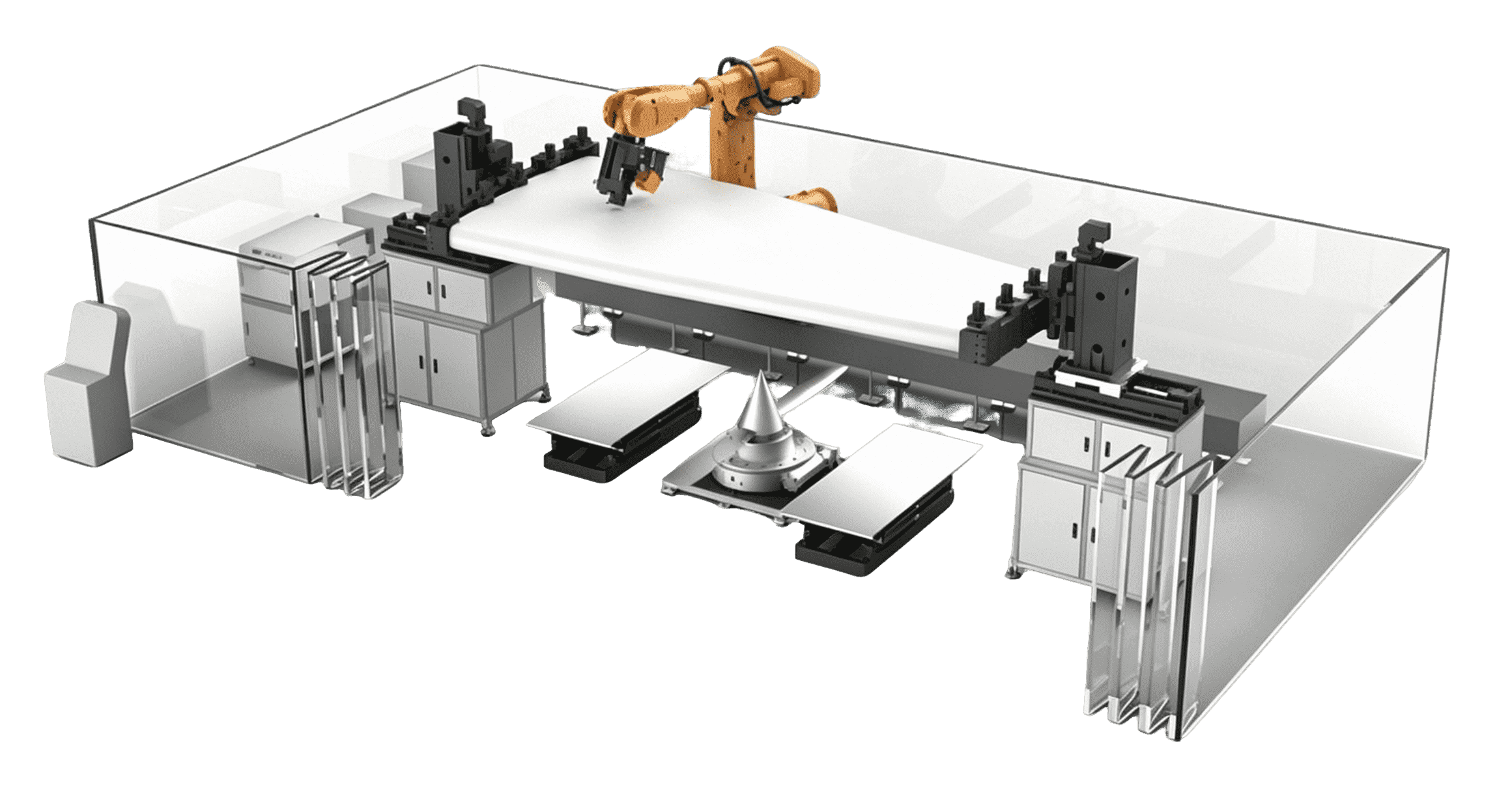
Automotive Laser Manufacturing























































Laser + Medical health
At the beginning of 2020, an epidemic caused by the new coronavirus raged across the country. Because masks can effectively block the intrusion of droplets, blood, body fluids and secretions and block the spread of the virus, they have also become a daily necessity at this stage. The demand has surged, and the resources of masks across the country are very scarce. In many places, masks are difficult to find. Many manufacturers urgently increase the production of mask machines, but the mask printing process is ignored in the production process. The surface printing of masks requires molds and a large amount of ink, and the molds cannot be in place in time. A large amount of ink printing has great environmental pollution, resulting in a large number of whiteboard masks (without any information marking masks) on the market. The inflow of non-printed masks into the market gives some unscrupulous vendors a good opportunity; in addition, some low-quality masks are rampant in the market, which is extremely harmful to consumers' health.
How to solve the problem of mask identification and anti-counterfeiting has become a top priority. The best way to solve this type of problem is to allow consumers to easily and quickly identify mask information, and to know what can be bought and what cannot be bought. For companies, it is even more urgent to further improve the quality control and brand building of the mask production process.
The importance of logos to products and brands is self-evident. The traditional marking method mainly uses ink jet coding technology, but the biggest drawback of this technology in the current process of producing masks is its inflexibility and environmental pollution. This also leads to the large-scale expansion of masks in special periods and cannot meet the production needs.
Laser applications can solve the above problems. The flexible production of lasers has been used in mass production in various industries. Compared with inks, it is more environmentally friendly and highly recognizable, and has been recognized and used by a large number of food companies. HG Laser has carried out relevant process development and experiments in response to the current mask market identification problems, and launched a new laser ink-free printing technology, which can solve the identification of mask products with high quality, improve the overall quality of products, and enhance the brand influence of masks in terms of quality.

HGlaser help you understand the laser marking of medical protective masks through detailed reports and analysis.
Principles of laser marking for medical protective masks
Nature of material
Medical protective masks are non-woven materials, composed of oriented or random fibers, and generally have a multilayer structure, usually referred to as SMS structure (2 layers of S and 1 layer of M). At present, the highest number of layers in the country is 5 layers, namely SMMMS (2 layers of S and 3 layers of M). S represents the spunbond layer (Spunbond), M represents the barrier layer or the meltblown layer M (Meltblown), both are composed of polypropylene (PP). The M layer uses meltblown non-woven fabric as the filter layer. Because its fibers are randomly distributed and have complex three-dimensional porosity, the biggest feature is that it is composed of ultrafine fibers. The specific surface area of the fibers is large and the adsorption capacity for particles is strong; The spray filter material fibers are randomly distributed, forming a large number of tiny pores, and the pore distribution is uniform, the filtration resistance is small, and the filtration efficiency is high. The filtration performance of the non-woven medical protective mask is far better than the traditional gauze mask.
SMS non-woven fabric uses polypropylene PP (with natural antibacterial and hydrophobicity) as the main raw material, and the fiber diameter can reach 0.5-10um. These ultra-fine fibers with unique capillary structure increase the number of fibers per unit area and the surface area, thereby making Melt blown cloth has good air filtration properties and is a relatively good mask material. Therefore, the laser marking surface is a non-woven fabric made of S-layer polypropylene.
Laser Marking

The comparison between laser marking and ink print
Like all medical and health products, anti-counterfeiting marks are an important part of mask products.
Nowadays, compared with traditional ink printing technology, laser marking has the characteristics of non-toxic, pollution-free, high efficiency, high definition, high precision, and wear resistance. It has fundamentally solved the traditional ink printing technology. Series of questions. It can be said that since the birth of laser marking technology, it has been escorting the medical industry.
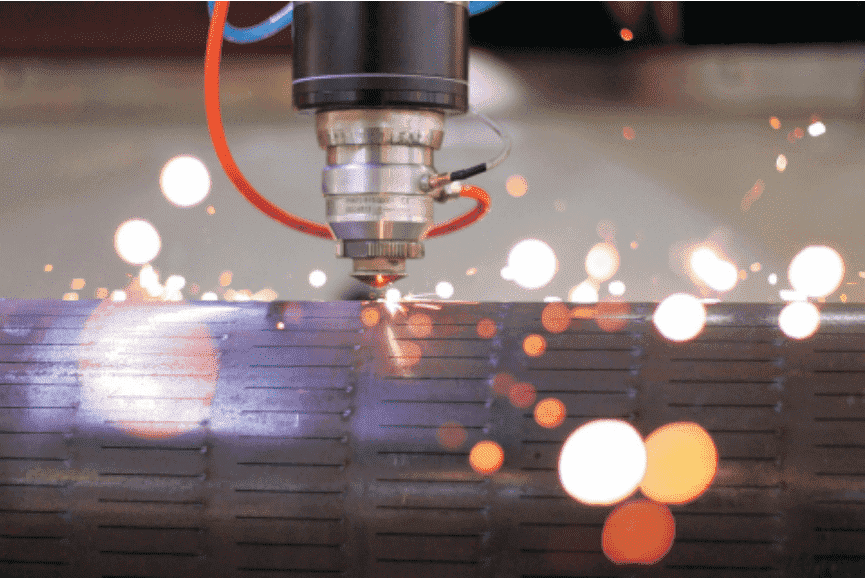
The principle of laser marking technology is mainly to use laser with high energy density to irradiate the surface of the material, so that the surface of the material is vaporized to expose the deep material, or the surface of the material undergoes a chemical reaction that can change the color under the action of light. , Leaving a permanent marking mark. Since laser processing is a non-contact processing, the tool will not directly rub against the surface of the workpiece to generate resistance, so the laser processing speed is extremely fast, the range of the processed object is less affected by heat, and no noise is generated. Since the energy of the laser beam and the moving speed of the beam can be adjusted, laser processing can be applied to different levels and ranges.
At present, there are two recognized principles of laser processing: laser thermal processing and photochemical processing (also called cold processing). What HG Laser chose this time was a short-wavelength ultraviolet laser for marking process.
When the short-wavelength ultraviolet laser acts on the polymer, it directly breaks the chemical bond of the material, so that the material fragments are discharged as small particles or gaseously, to achieve the purpose of stripping and removing the material, thereby producing smooth, clear and easy-to-identify marks inside the material . Since most of the energy is used to break chemical bonds, very little energy is converted into heat, which can basically eliminate the changes in the heat affected zone (HAZ) and surrounding materials, and ensure that the materials will not be deformed by heat.
Cold processing (ultraviolet) photons with high load energy can break the chemical bonds in the material (especially organic materials) or the surrounding medium, causing the material to undergo non-thermal process damage. This kind of cold processing is of special significance in laser marking processing, because it is not thermal ablation, but cold peeling that does not produce "thermal damage" and breaks chemical bonds, so it has no effect on the inner layer and nearby areas of the processed surface. Produce heating or thermal deformation.
Because the heat generated by the thermal processing light source will damage the outer and middle surface of the mask, and have a greater impact on the filterability of the mask, HG Laser uses "cold processing" ultraviolet lasers to mark the surface of the mask.
The influence factor of laser marking on medical protective masks
Laser Marking Speed

The influence of different speed on marking effect
Laser marking speed is the distance of laser scanning per unit time, and the action time of laser and material can be controlled by changing the marking speed.
The above are the changes in the effect of different marking speeds on the surface of the material. From the figure, it can be seen that the marking speed used by HG Laser this time ranges from 2000mm/s to 5000mm/s, and the effect changes from burnt yellow to moderate effect. When the marking speed is slow, the interaction time between the laser beam and the material per unit area is longer, the carbonization of the laser beam and the material surface material is more intense, and the thermal influence increases, which causes the marking effect to become yellow and the marking contour line becomes thicker. When the marking speed is gradually increased, the interaction time between the laser beam and the material is reduced, so that the carbonization of the laser beam and the surface material of the material is reduced. When the marking speed is a certain value, the carbonization effect is relatively moderate and the best is obtained. Contrast.
Laser frequency

The influence of different marking frequency on marking effect
(a)80KHZ;(b)60KZH
The laser repetition frequency refers to the number of laser light emitted per unit time. When the marking speed is constant, it affects the spot overlap rate. Figure 2(b) has a yellowish marking effect compared to Figure 2(a). Analyze the reason, in the case of the same laser power, the peak power of the 6OKHZ laser is the highest, and the material absorbs the energy of the laser beam during the same time, and the thermal effect increases and it turns yellow.
Fill line spacing

The influence of filling line spacing on marking effect
(a)0.08mm;(b)0.12mm;(c)0.15mm;(d)0.2mm
Filling line spacing refers to the distance between two adjacent filling lines when using line filling for the text or pattern that requires marking. The line spacing is too small, the marking time is long, and the material has a serious thermal effect, which causes the contour lines to stick together, and the marking effect is poor (Figure 3(a)); the line spacing is too large, the marking time is short, and the marking effect is not obvious ( Figure 3(d)).
The effect of laser marking of medical protective masks on the filtration rate of masks
In order to test the impact of laser marking on the core index of the mask-filter performance, HG Laser has carried out strict filtration rate and performance tests on the laser-marked materials. The conclusion of the test is that the HG laser-marked materials are filtering There is basically no impact on performance and performance.
HGLaser commissioned a third-party organization to test the filtration rate of masks marked with different laser process parameters. The test results are shown in the figure below. The mask is marked by the laser marking technology of HGLASER. After setting the appropriate marking parameters, it has no effect on the filterability of the mask.

HGLaser UV Laser Medical Mask Marking Test Report
The use of HG laser ultraviolet laser can mark medical protective masks. Different laser process parameters (frequency, marking speed, filling line spacing) have a significant impact on the contrast of mask marking. The use of laser marking on medical protective masks has no effect on the filtering rate of the mask, and the filtering rate of the mask after marking meets the national standard.
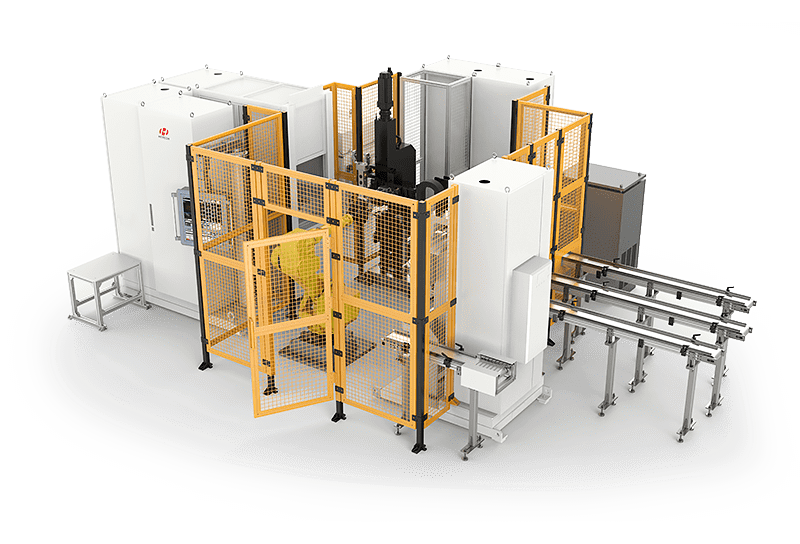
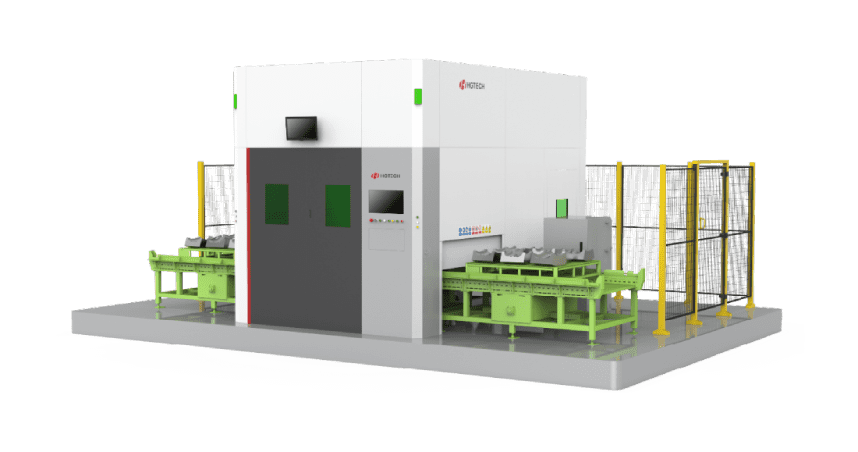
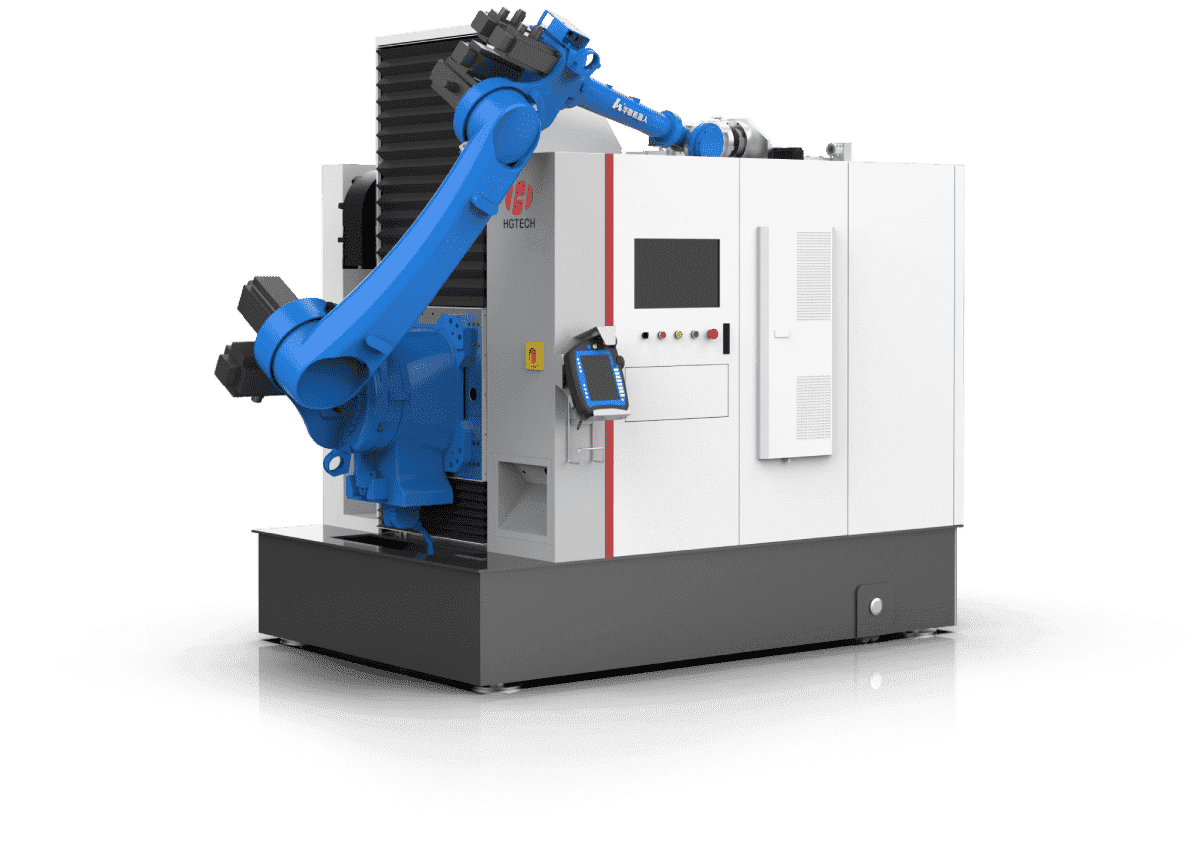
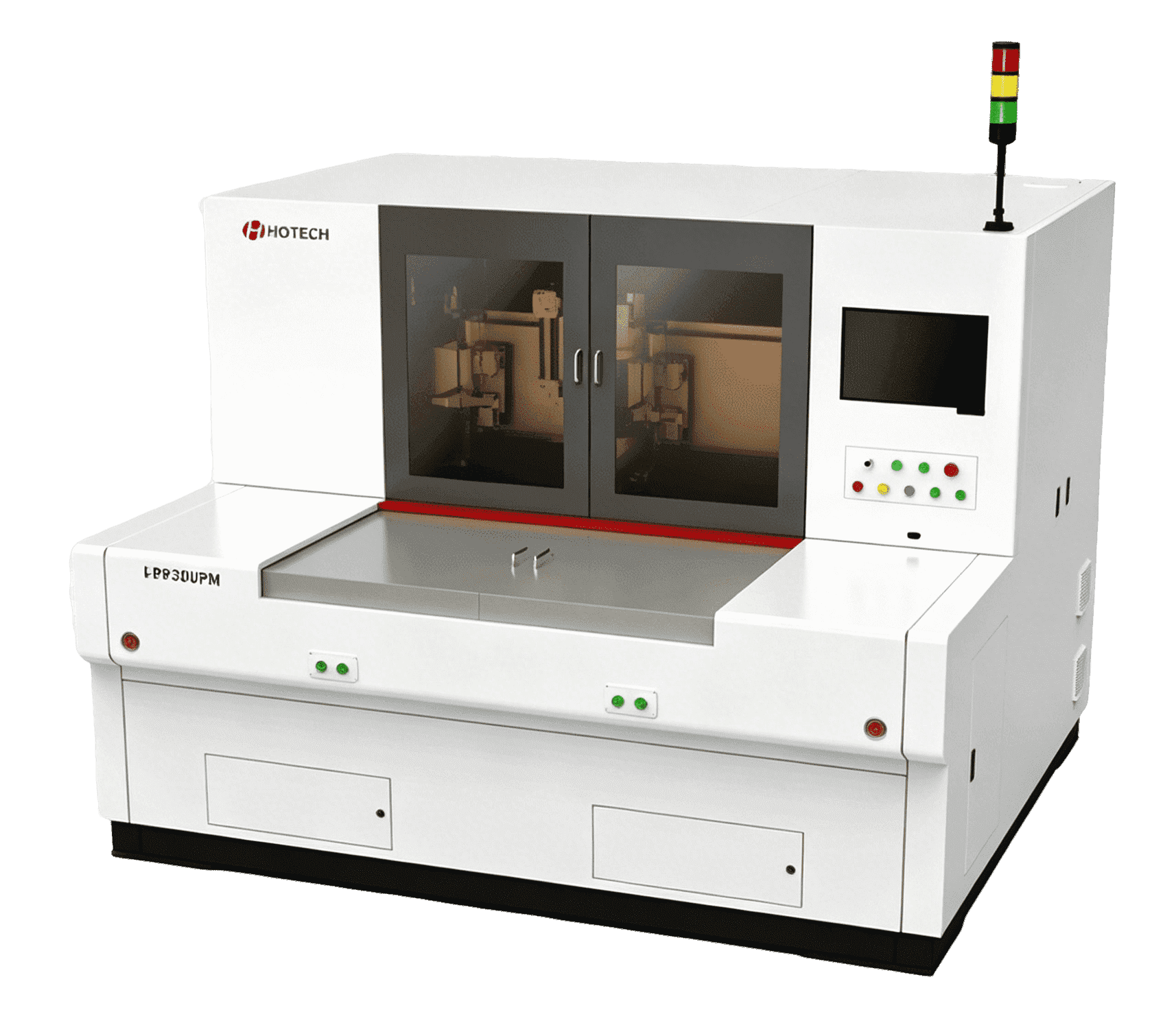
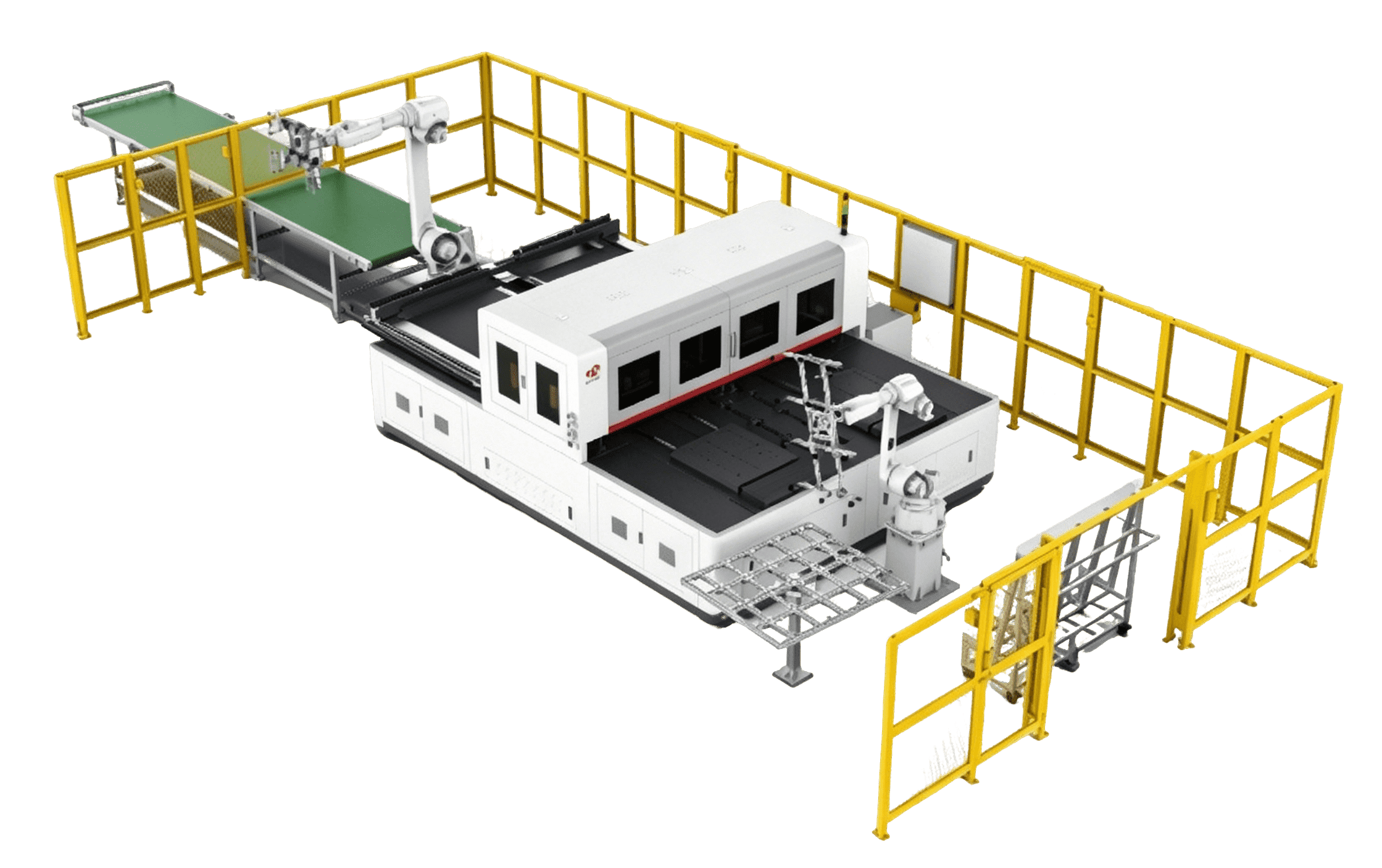
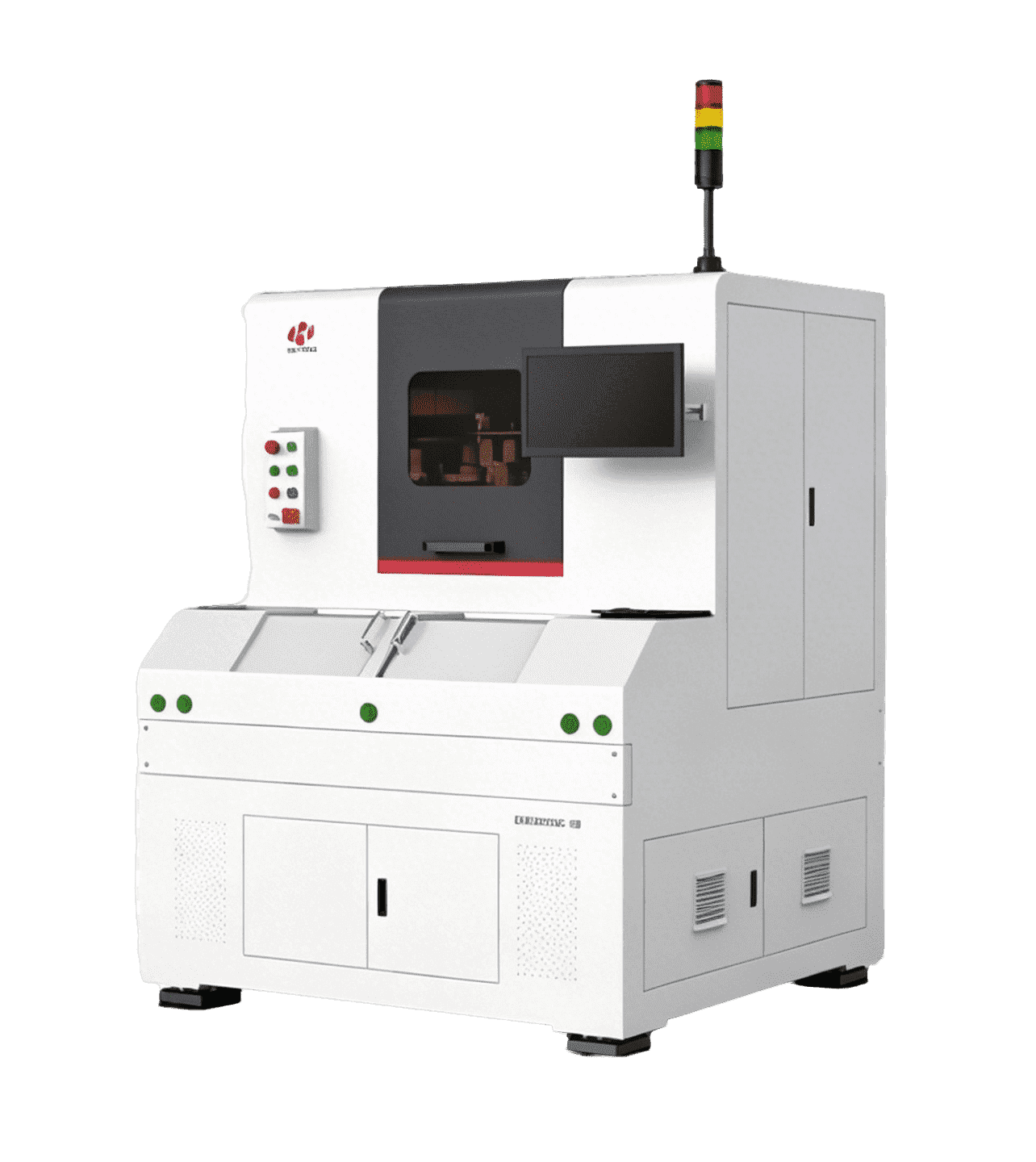
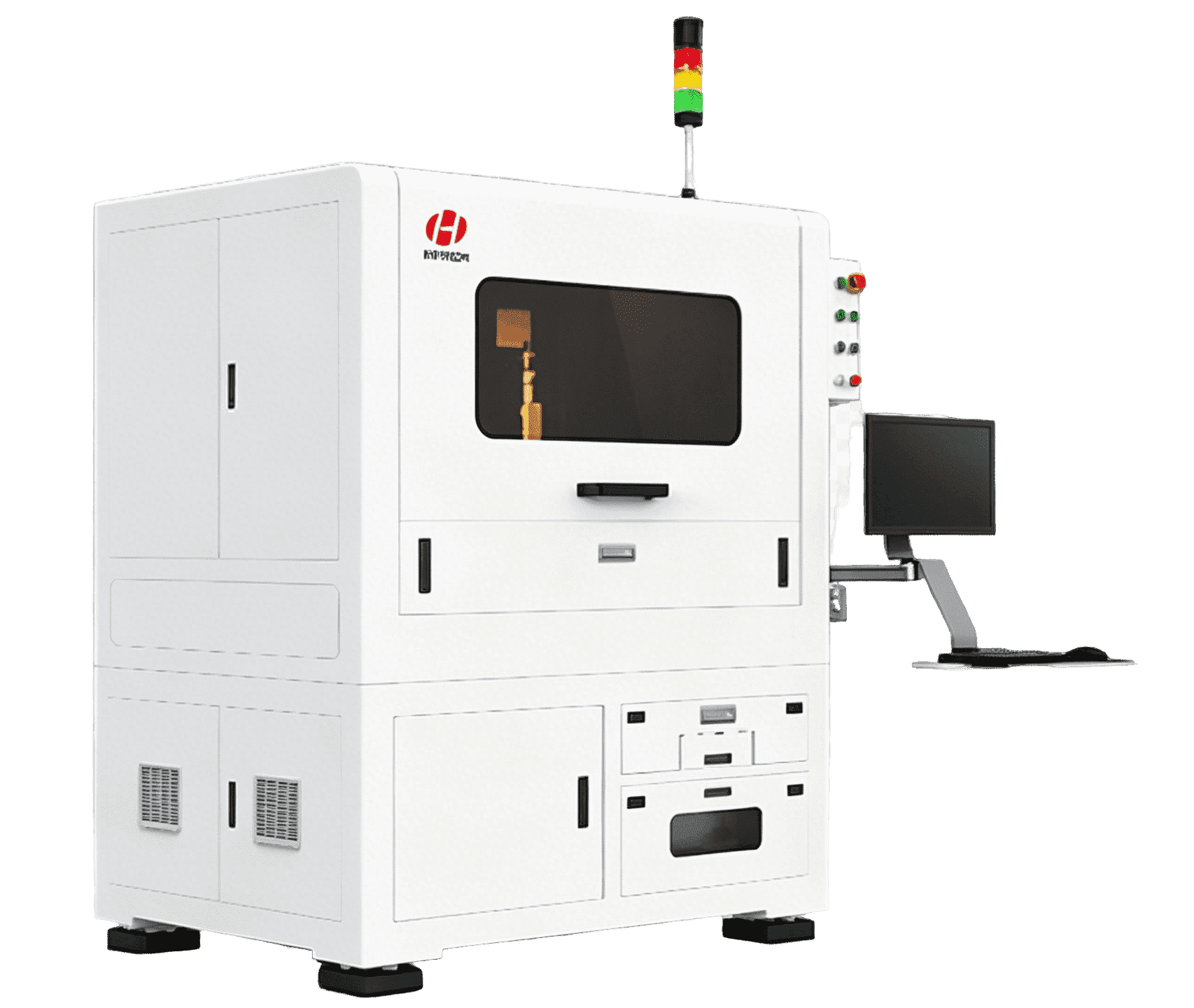
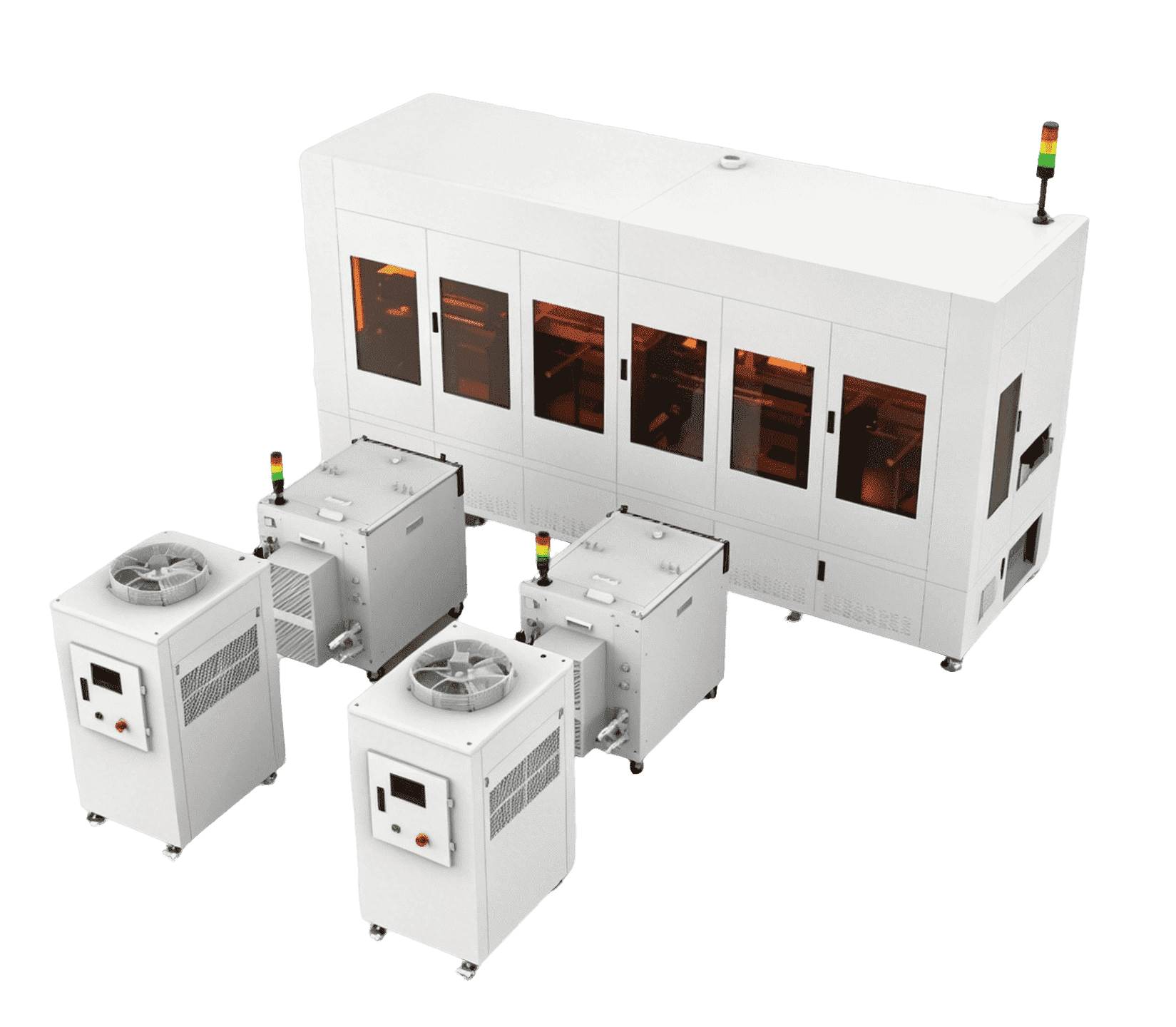
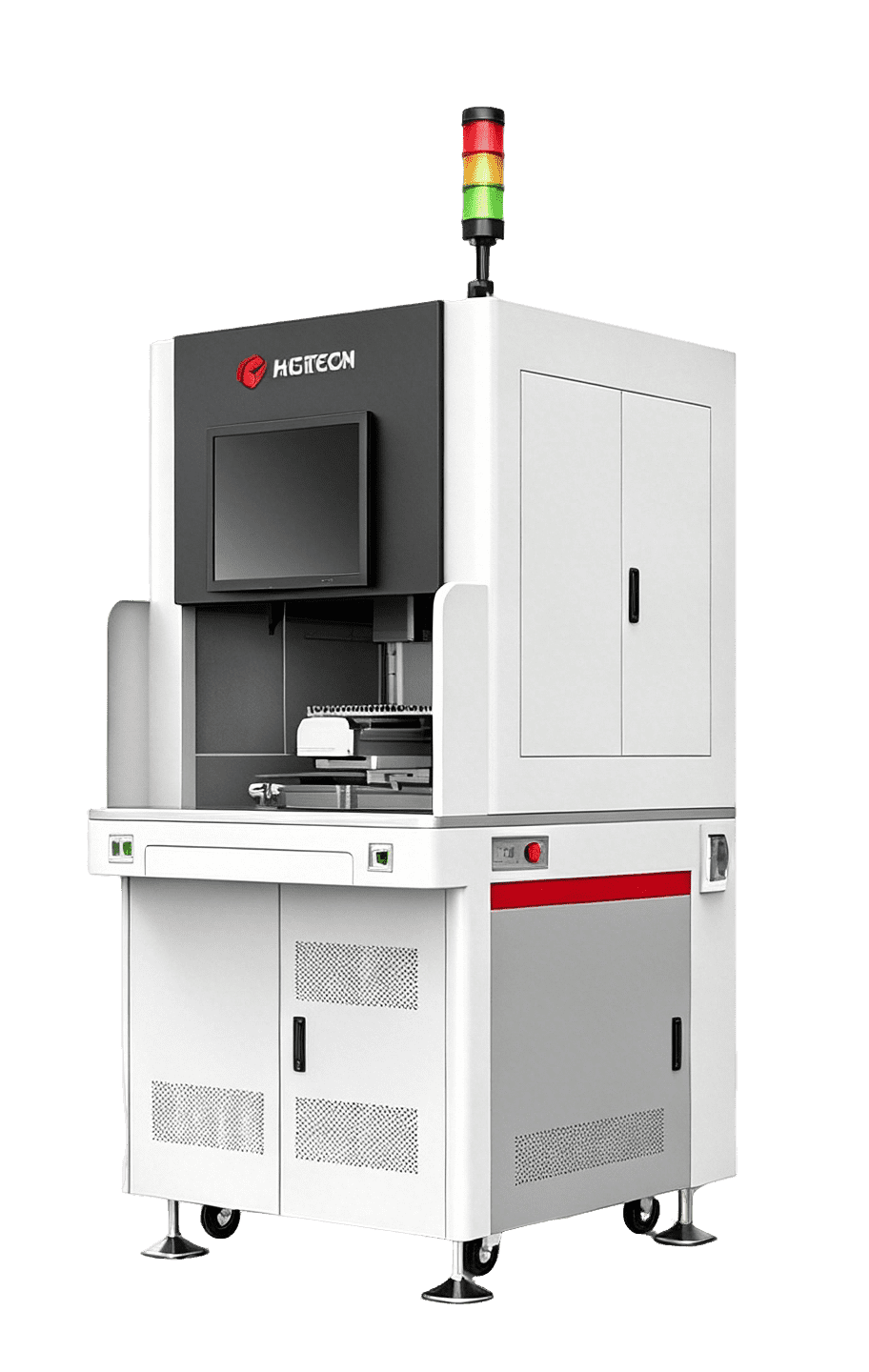
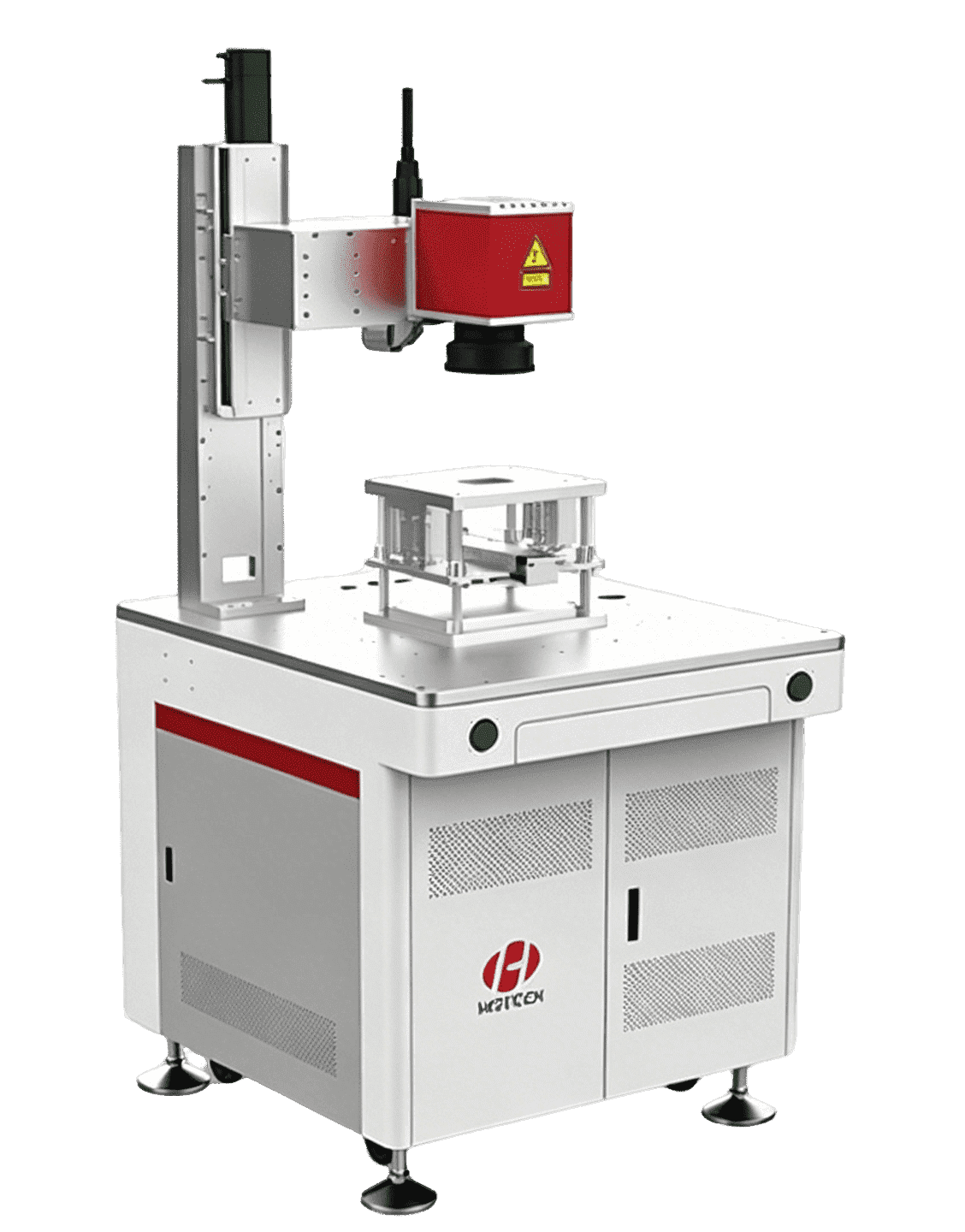
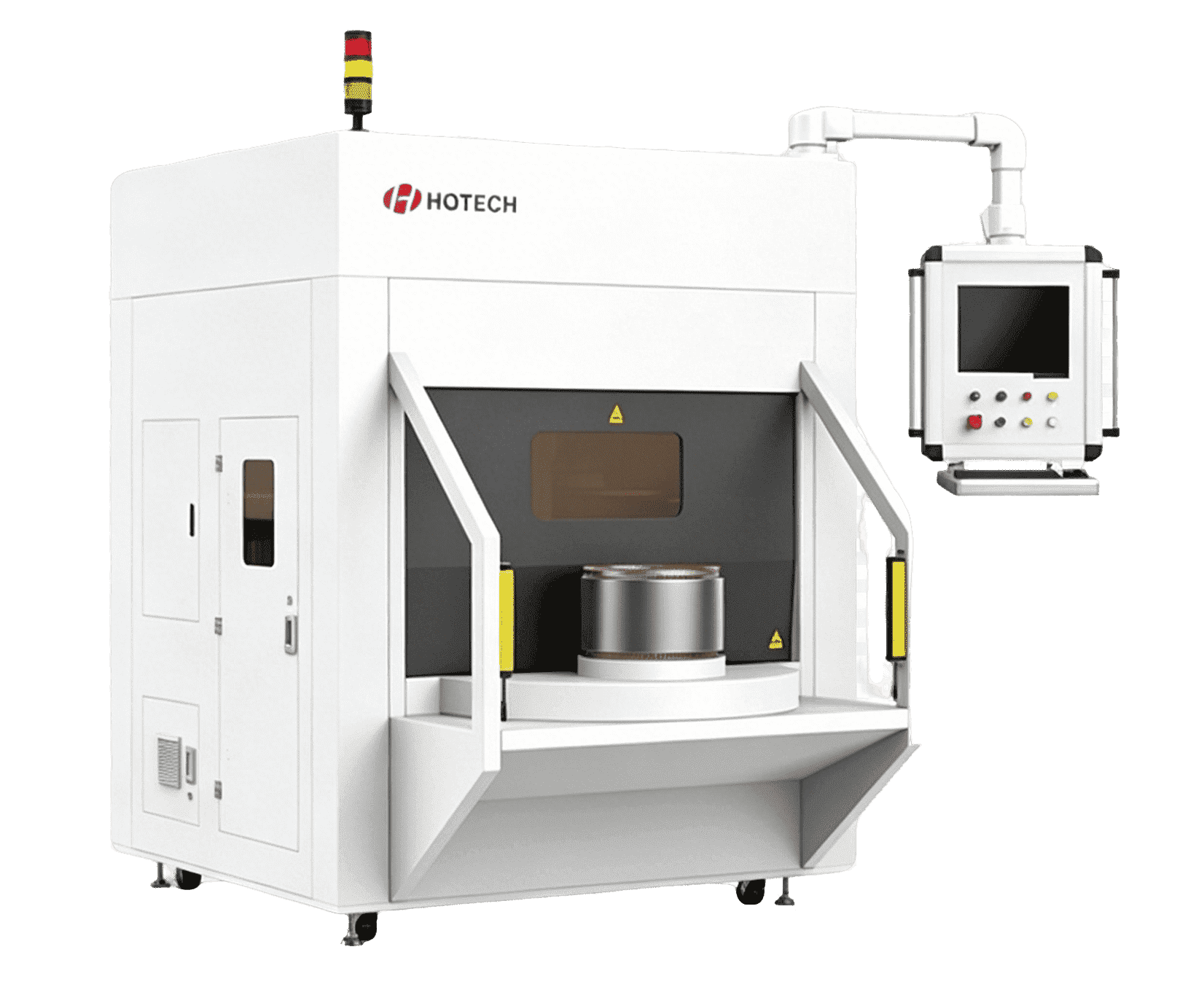
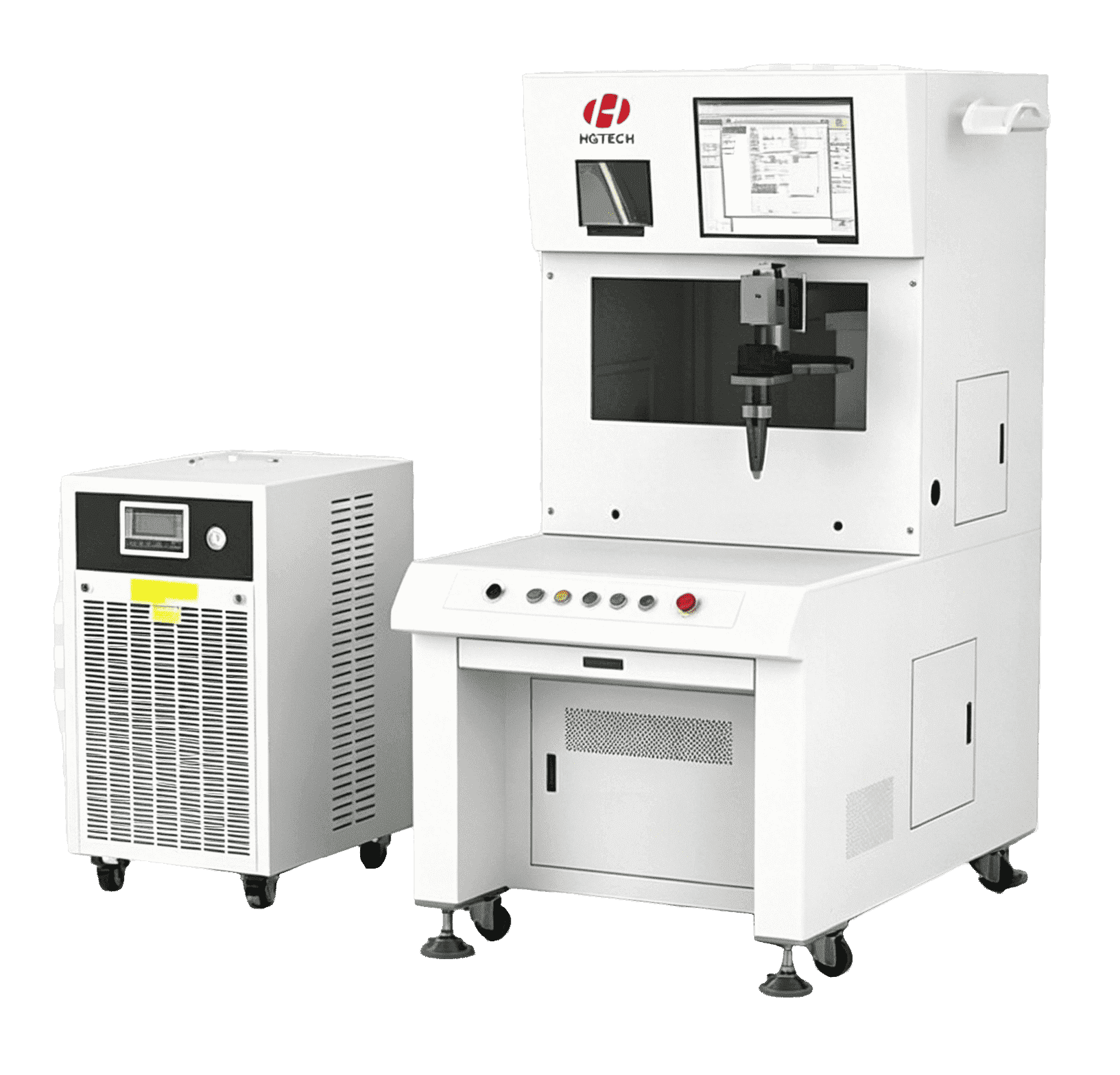
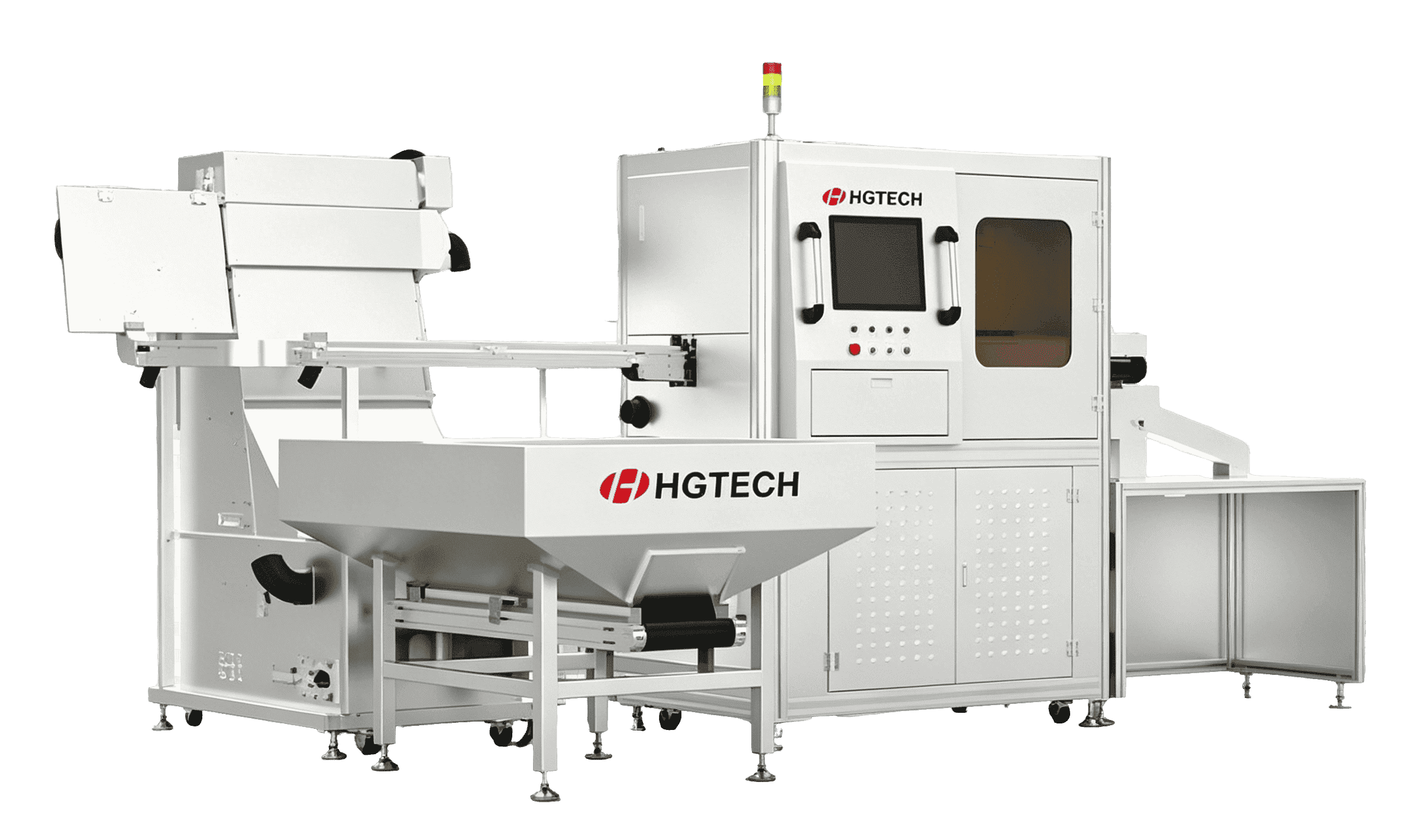
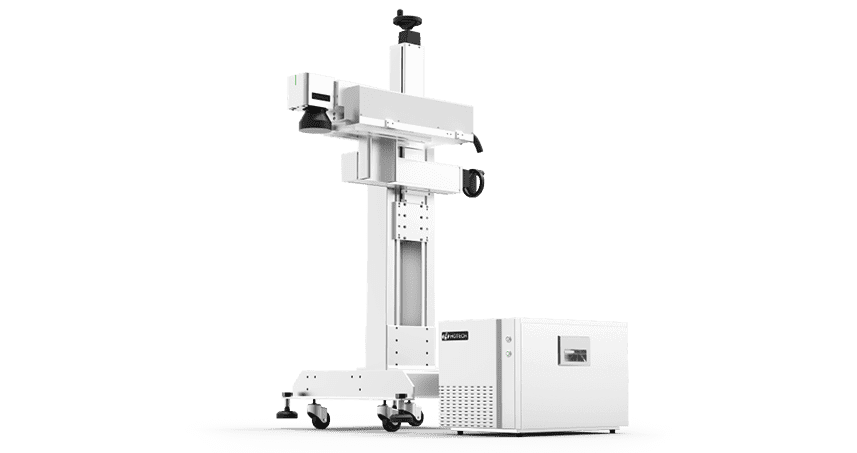
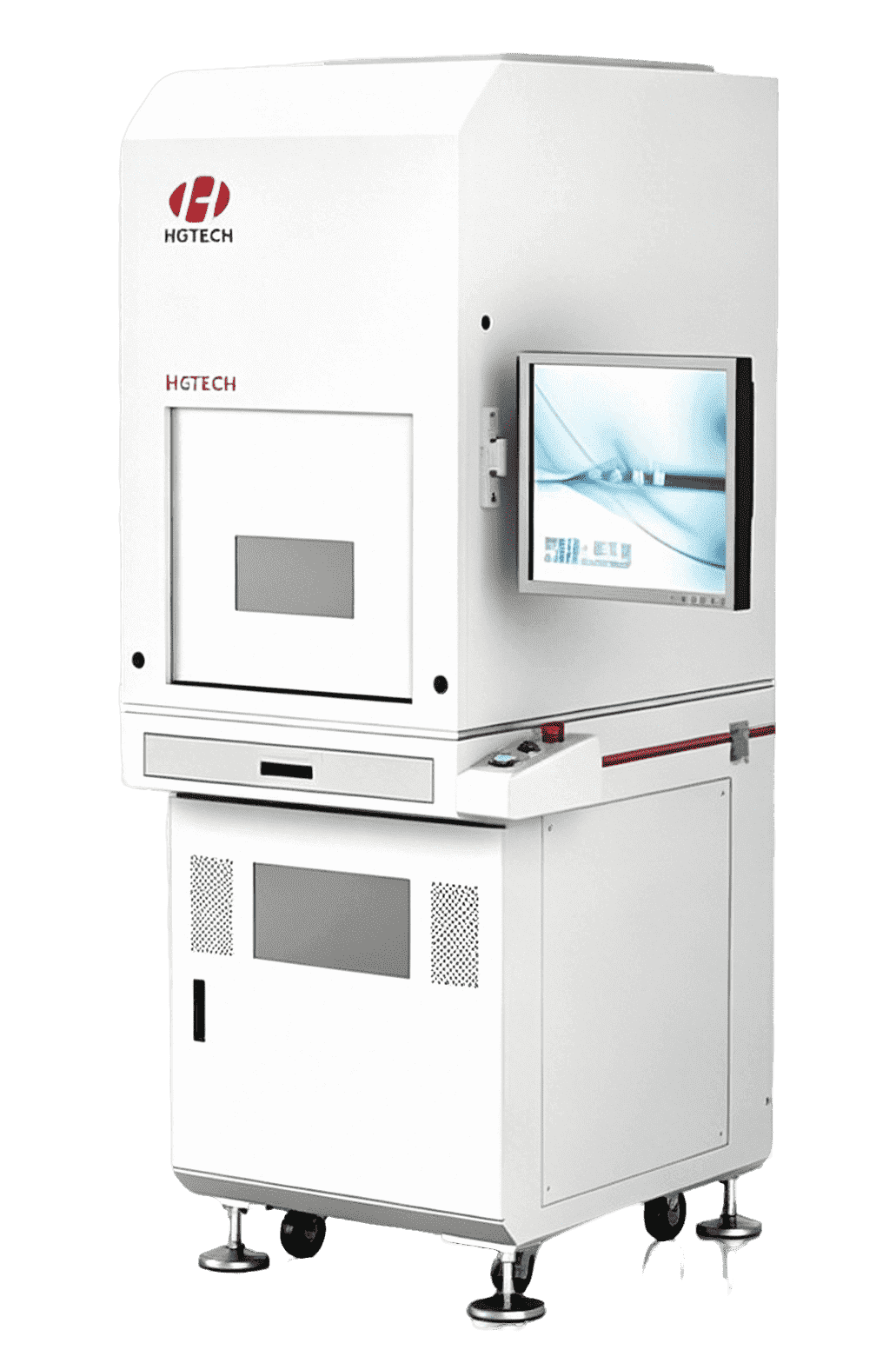
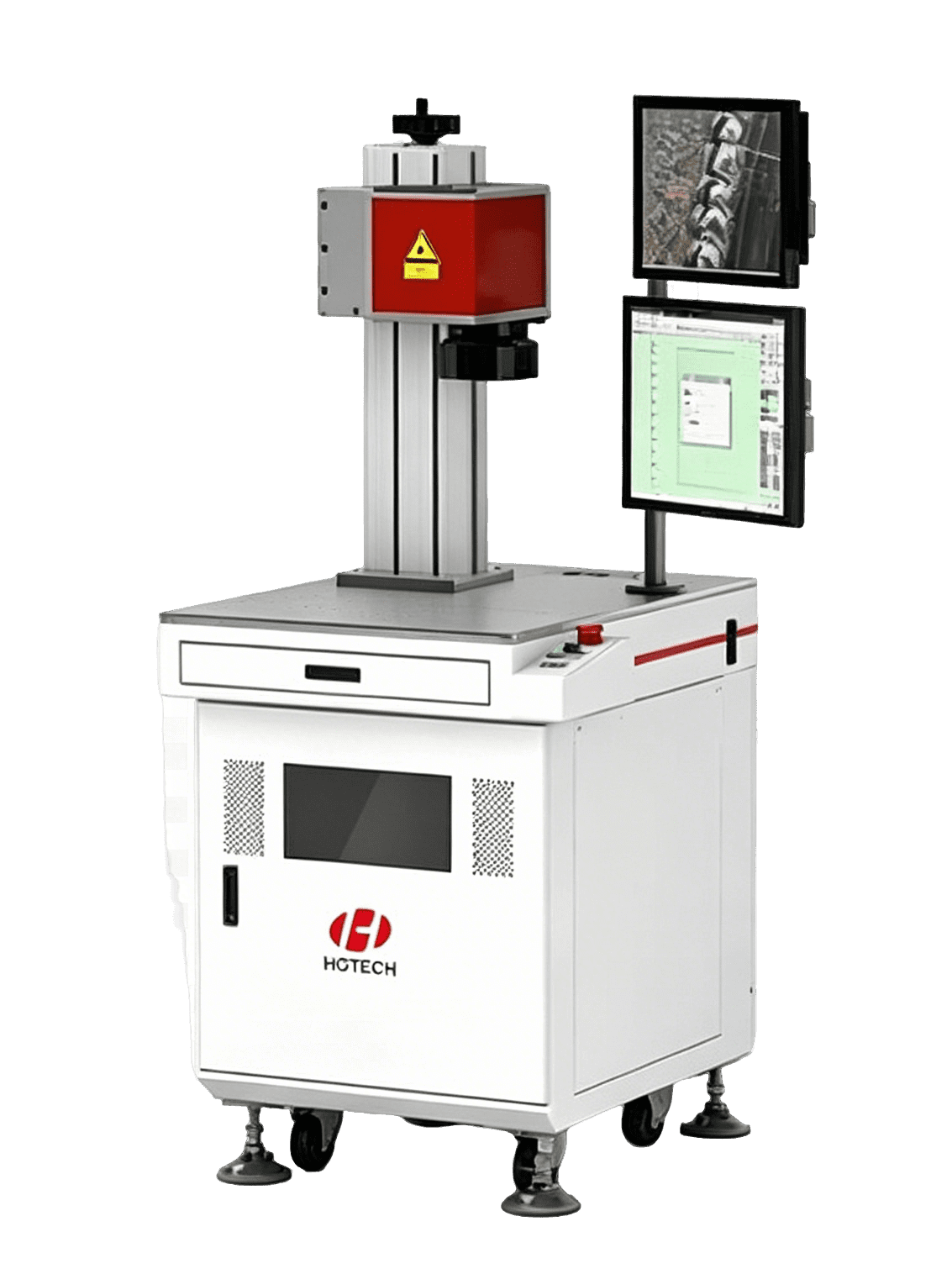
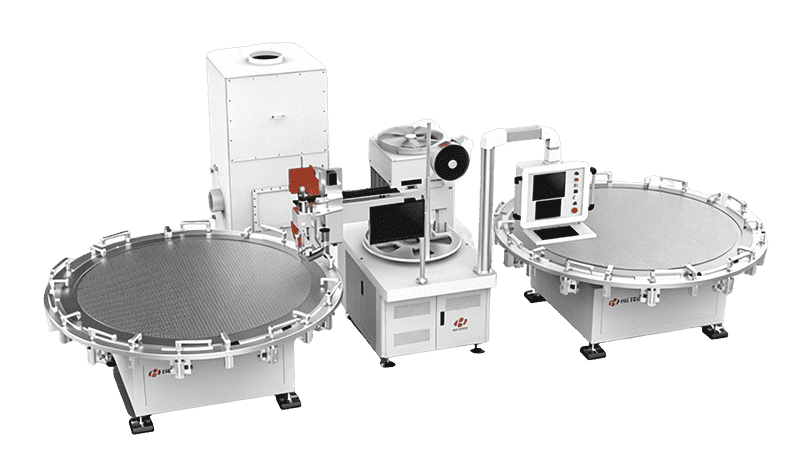
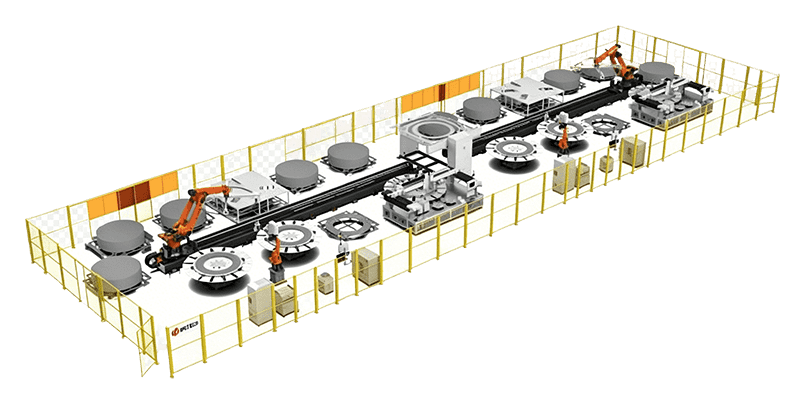
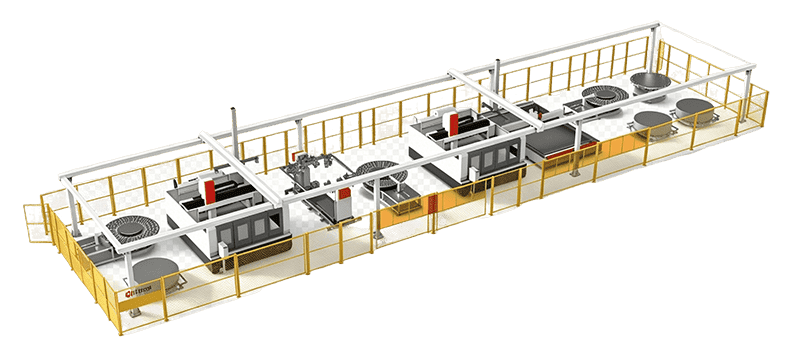
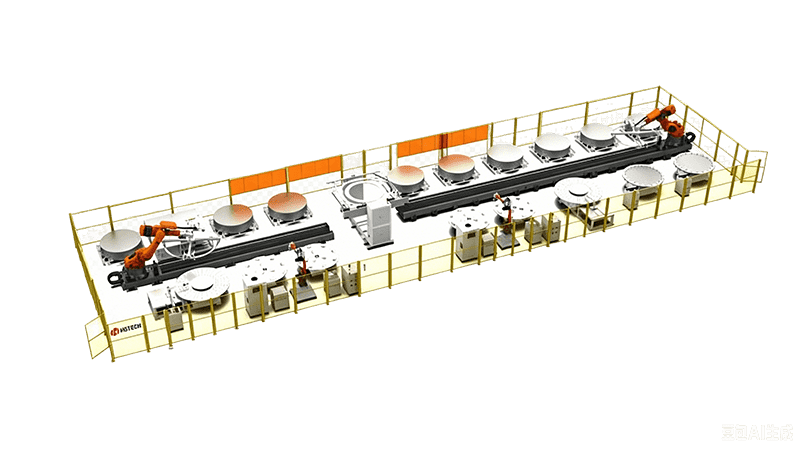
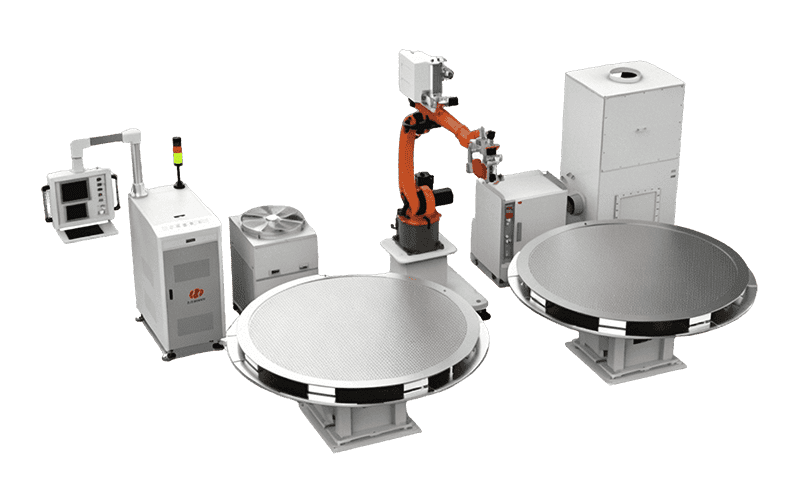
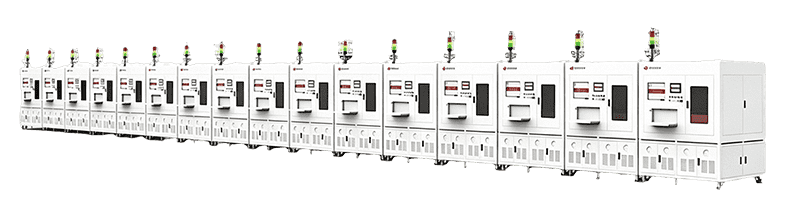
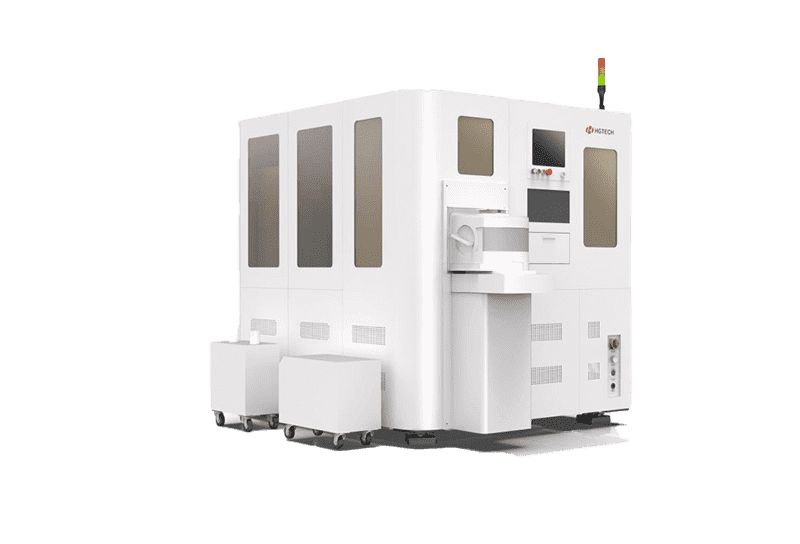
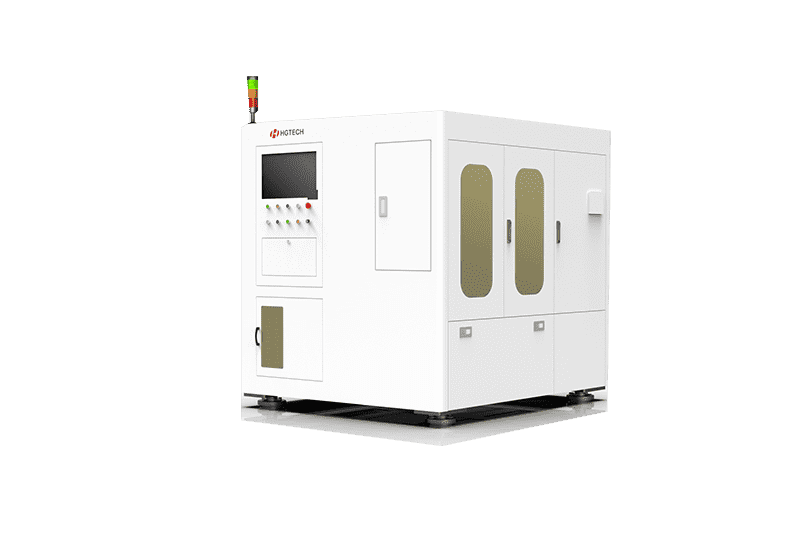
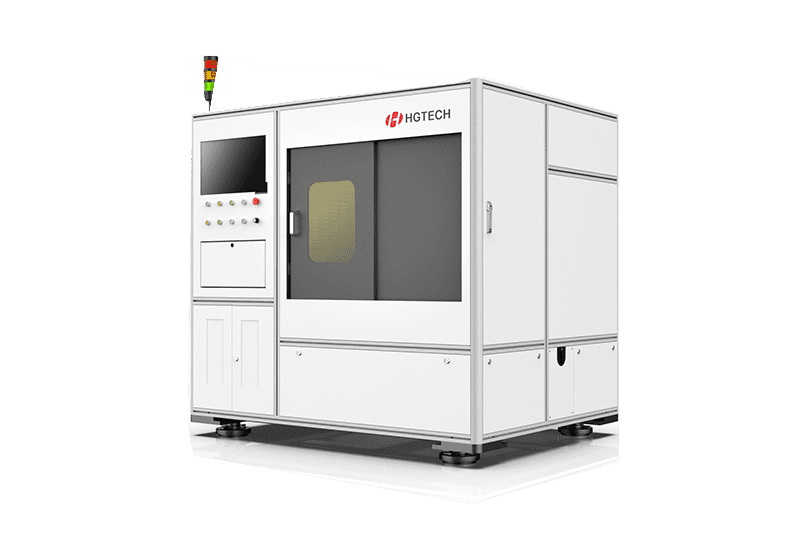
Based on the technological and technological advantages of more than 20 years in the laser field, HG Laser provides professional laser marking solutions for many mask companies. Recently, it has shipped several laser equipment for the production of mask companies.
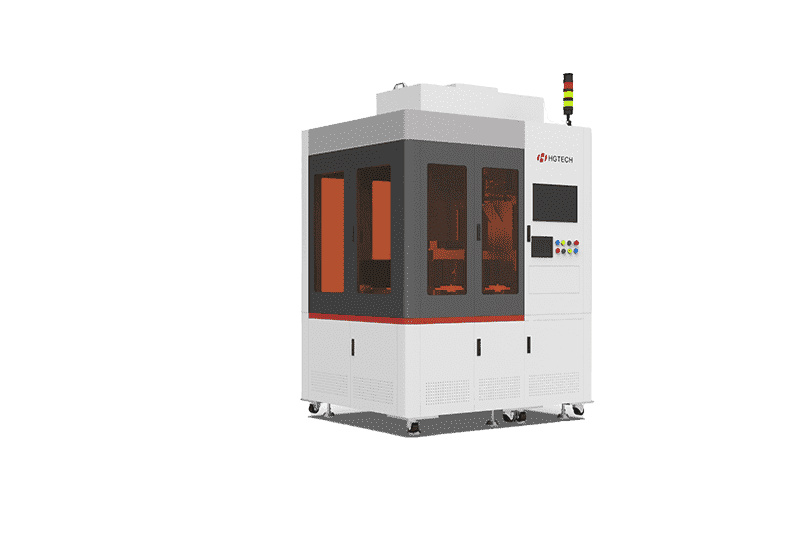
Jiangsu HG Laser Technology Co., Ltd. (hereinafter referred to as Jiangsu HG Laser) is a wholly-owned subsidiary of Wuhan HG Laser Engineering Co., Ltd., located in Suqian, the core area of Huaihai Economic Zone.
The Flying UV series coding equipment under Jiangsu HG Laser has a maximum power of 20W. The domestically-developed short-wavelength UV laser is equipped with excellent performance, smaller focusing spot, shorter time to act on the material, and less thermal effect. The labeling effect is more beautiful, and it has been widely used to mark the expiration date, batch number, shift, manufacturer name and logo on medicine, medical treatment, personal care products, food and beverage packaging and other products.

Making good use of the power of science and technology, relying on a complete market service system and efficient and fast service quality, HG Laser will work with you to cheer for world.