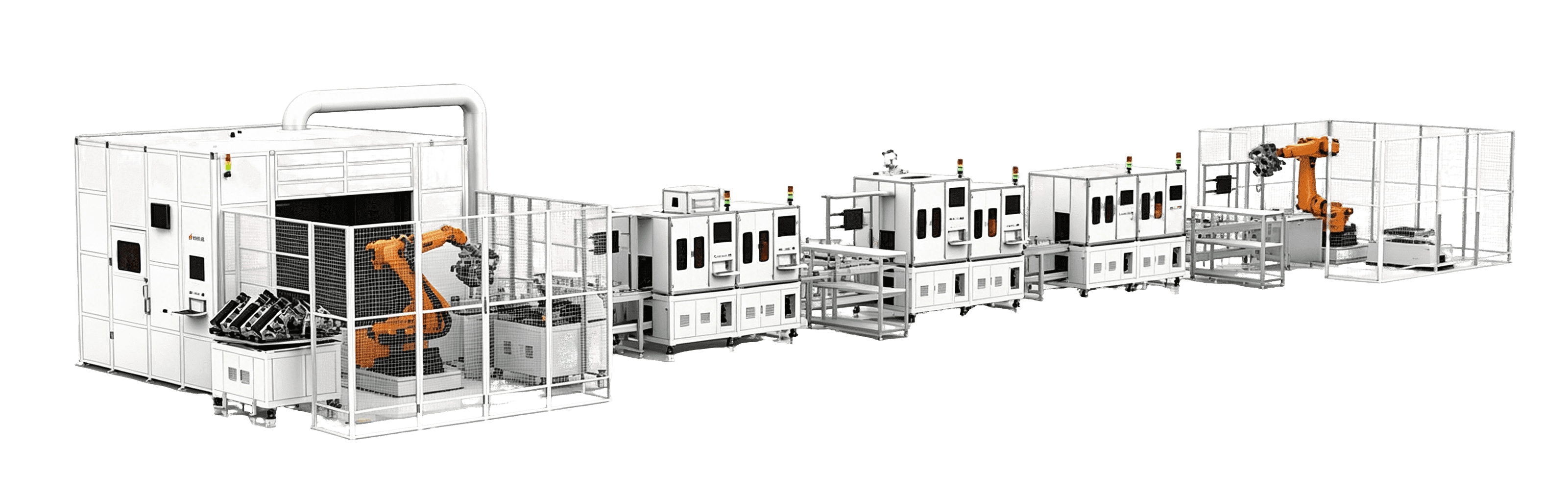
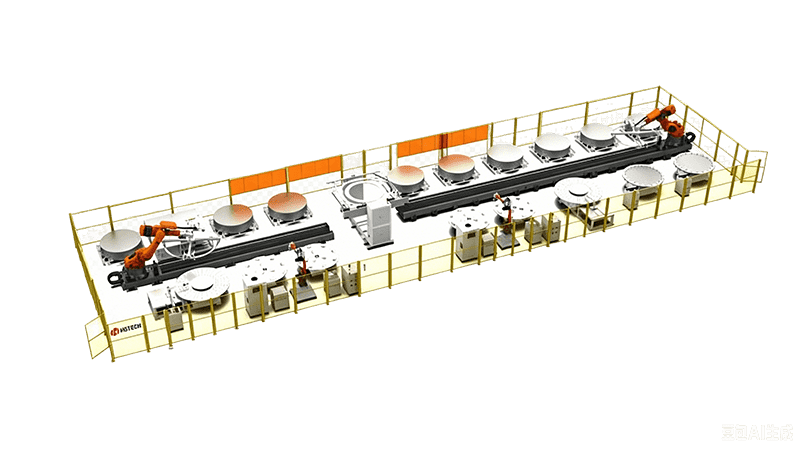
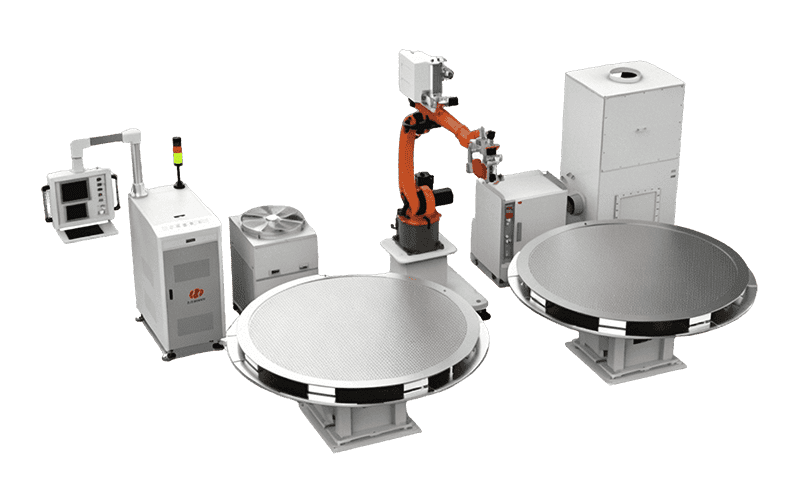
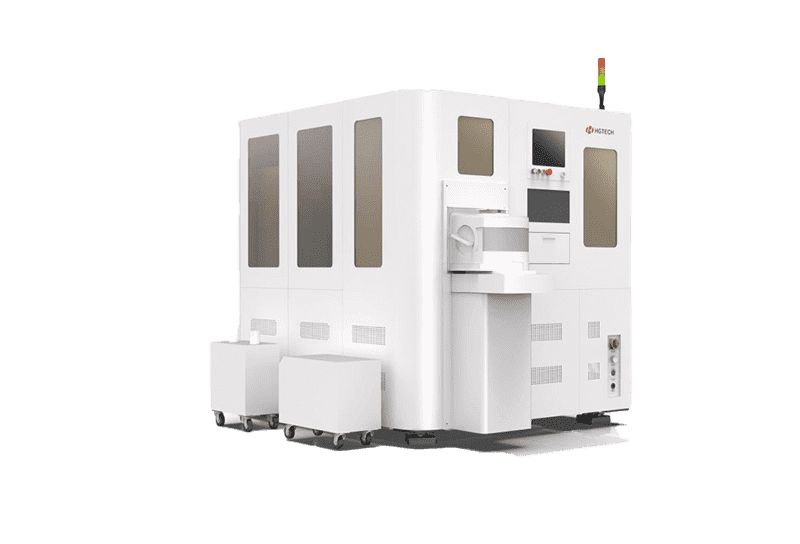
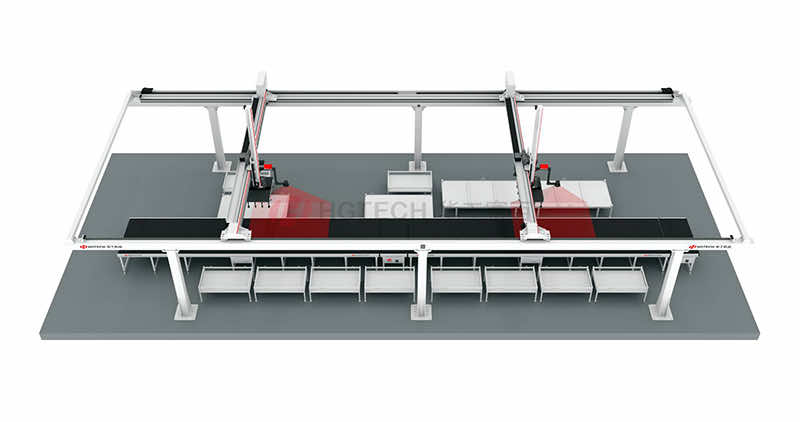
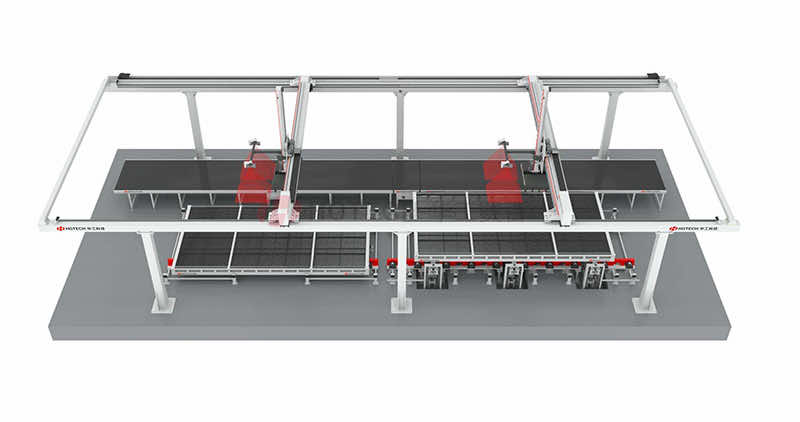
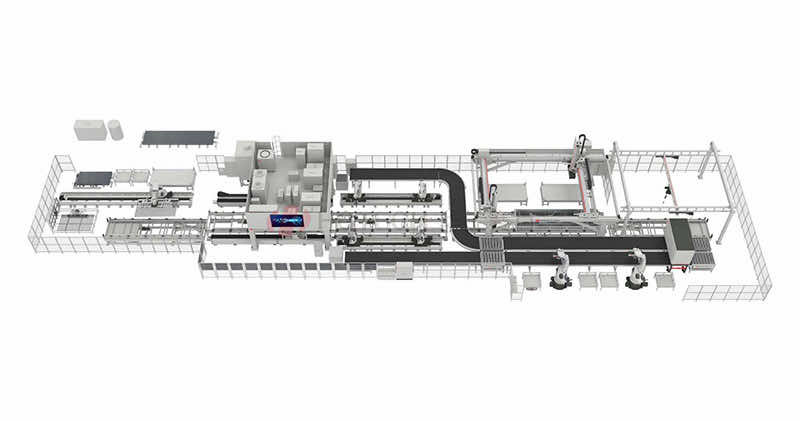
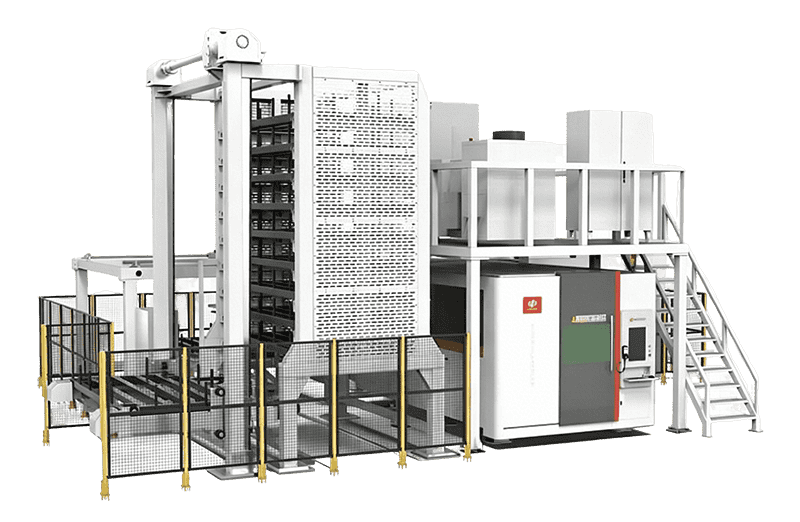
Automobile Industry
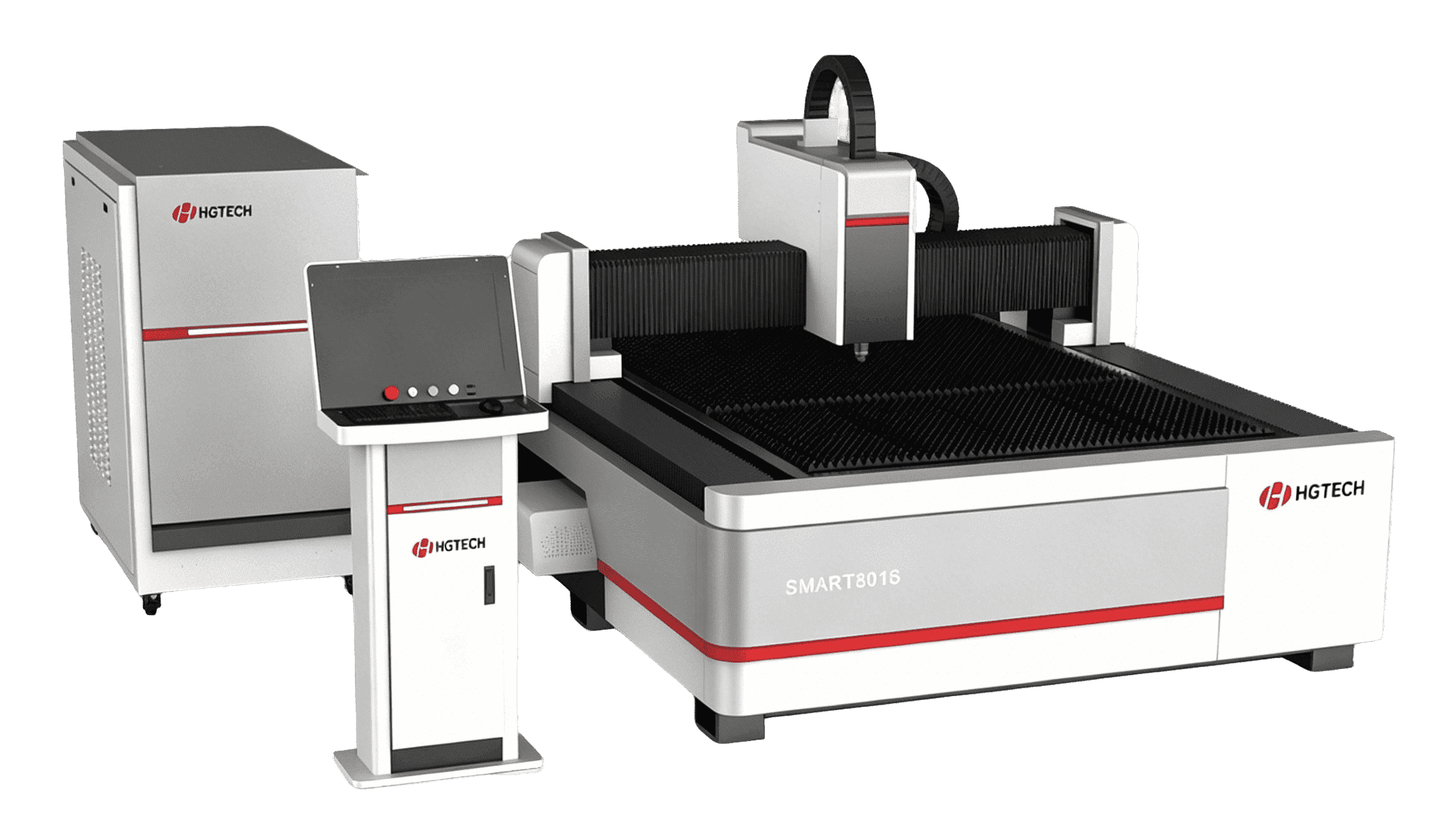
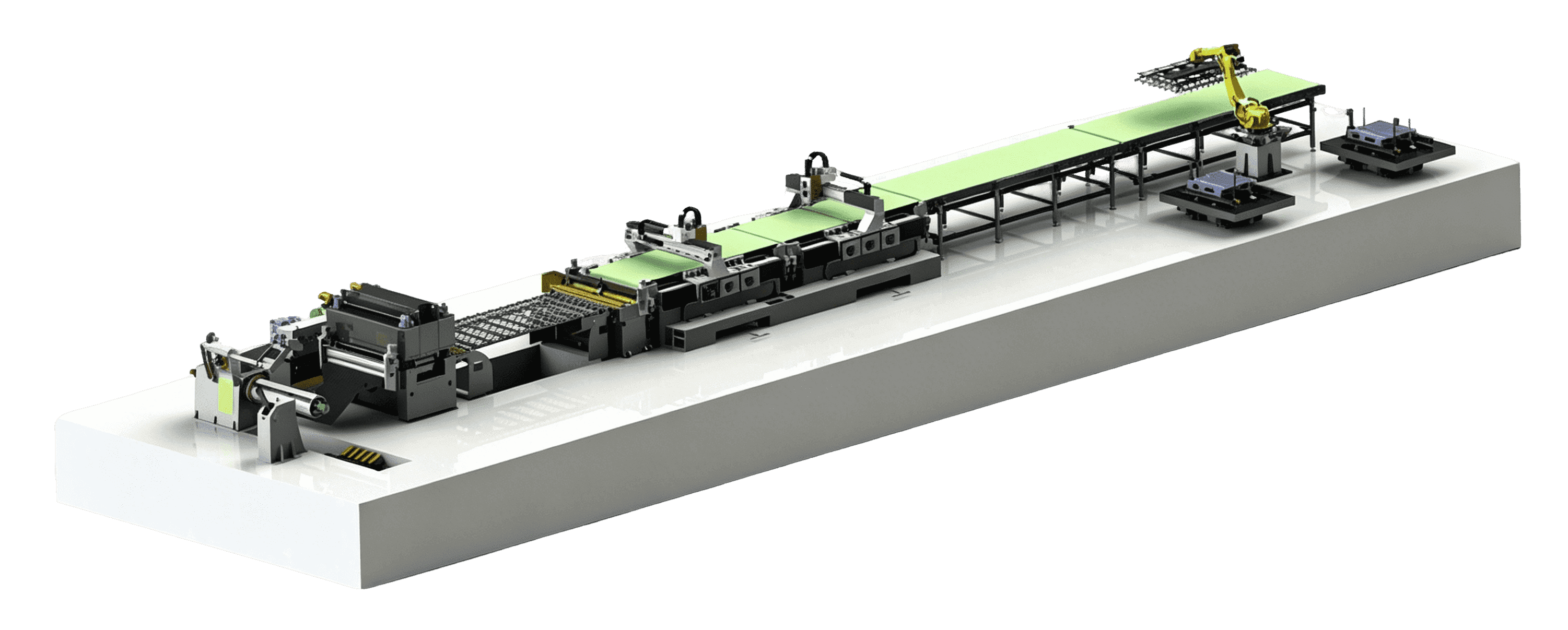
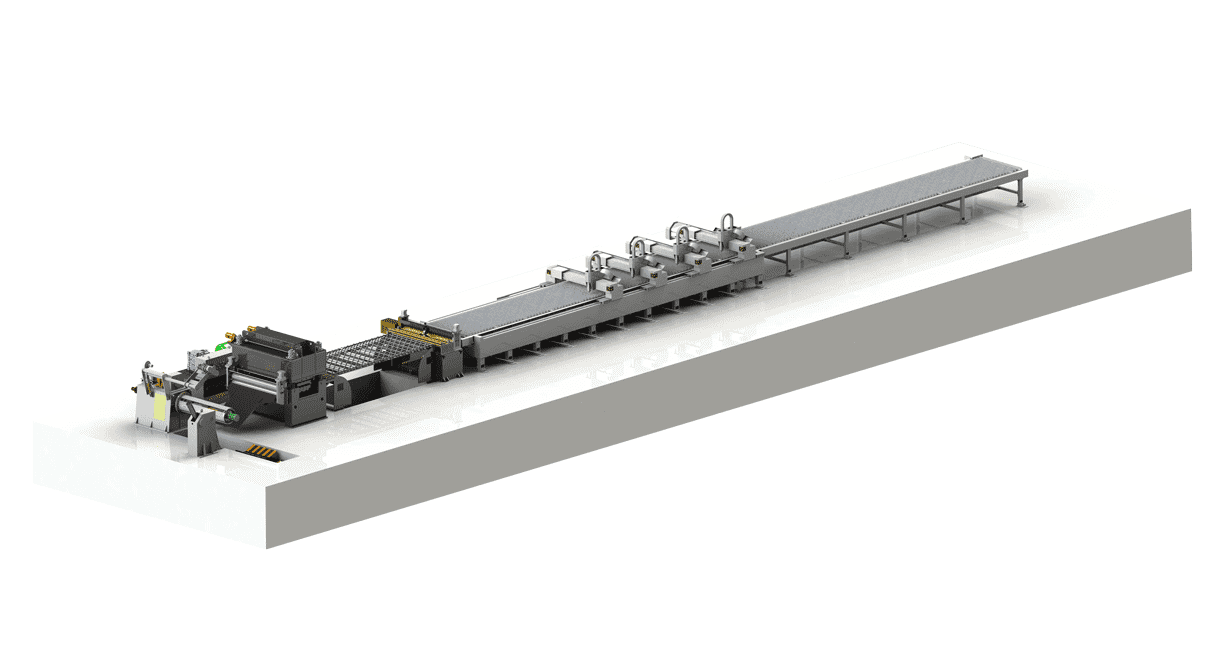
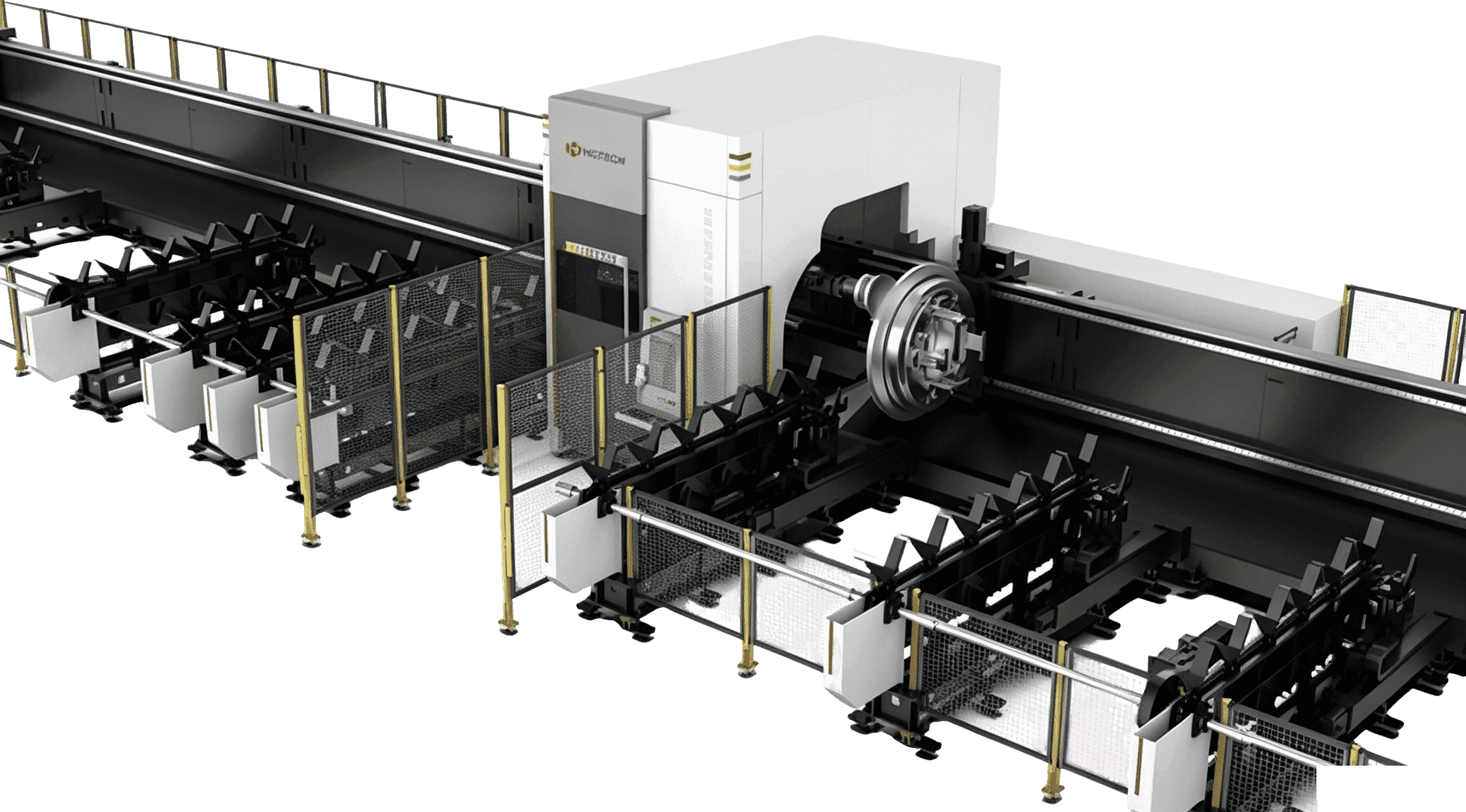
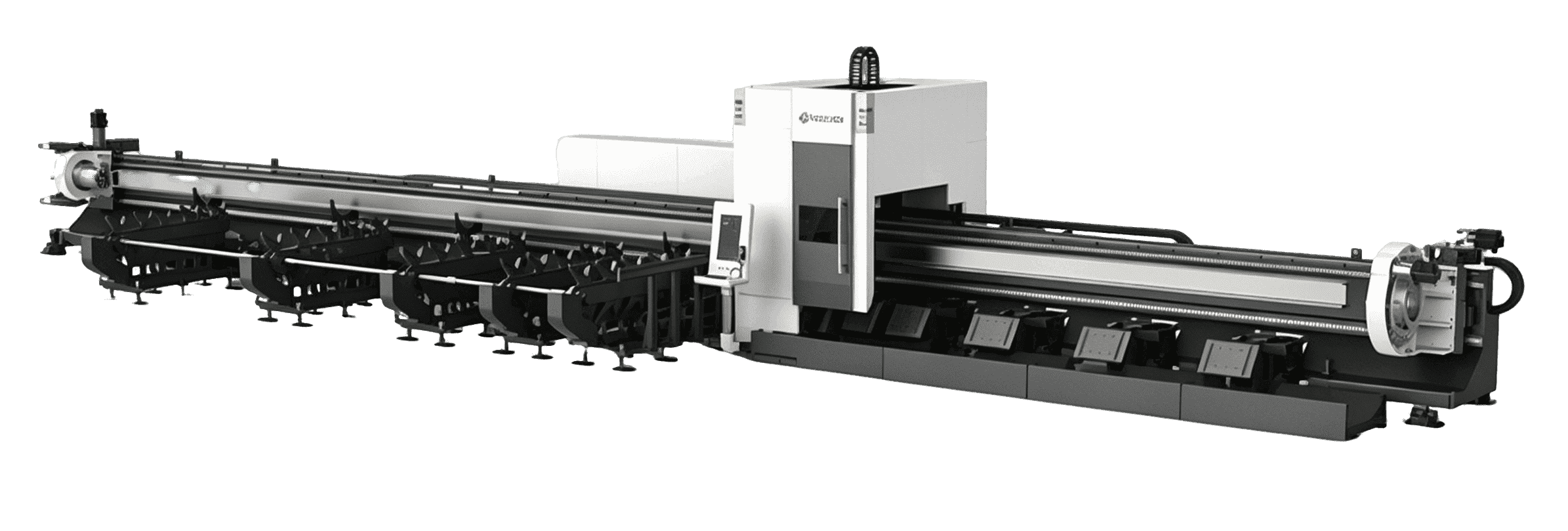
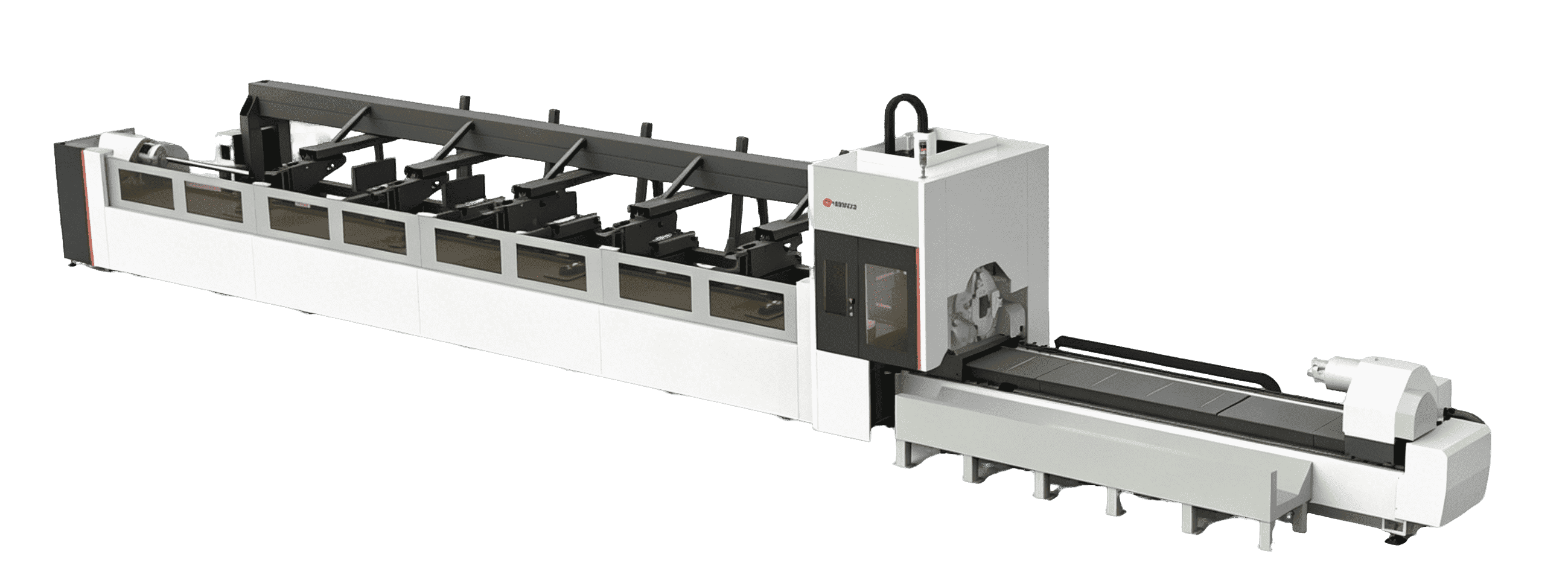
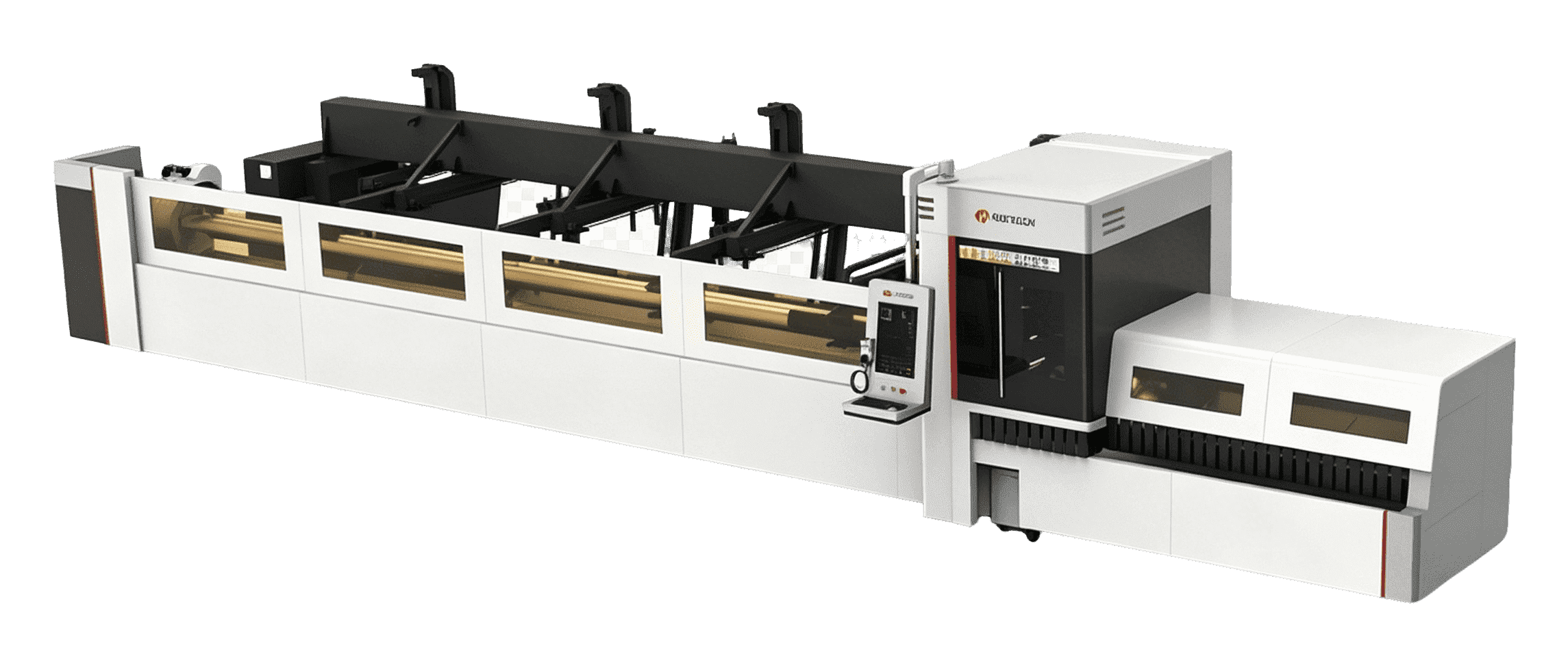
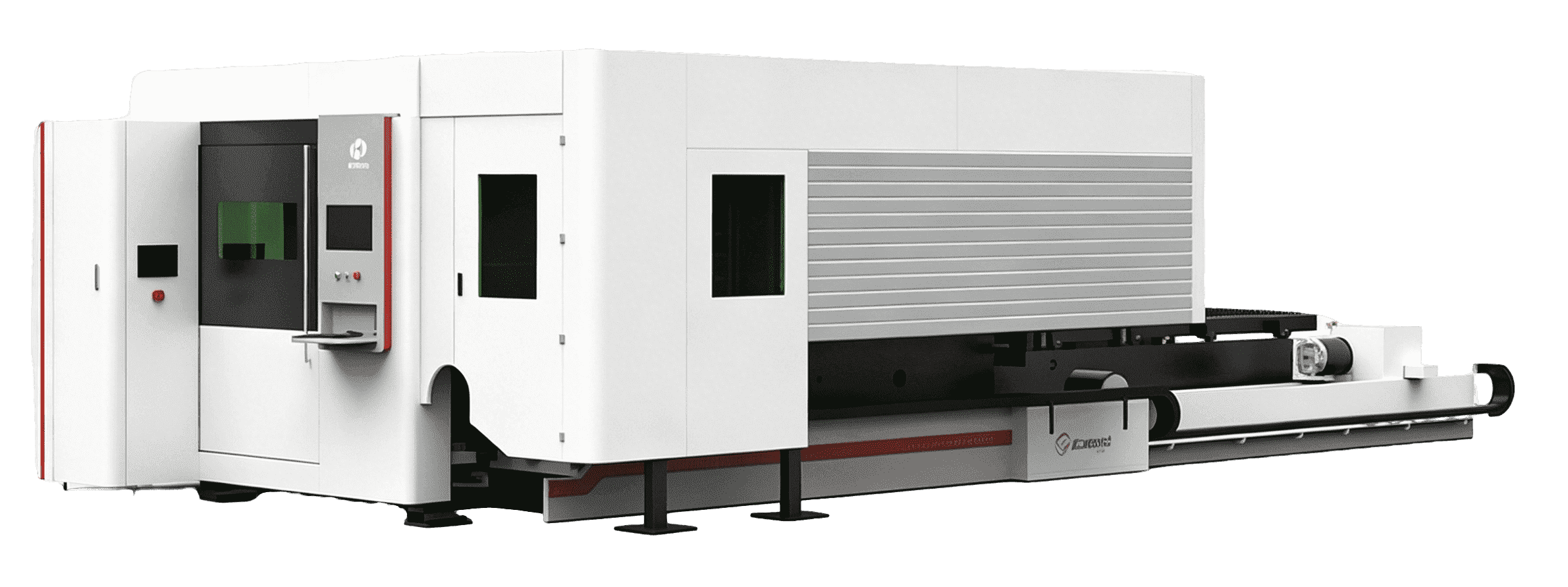
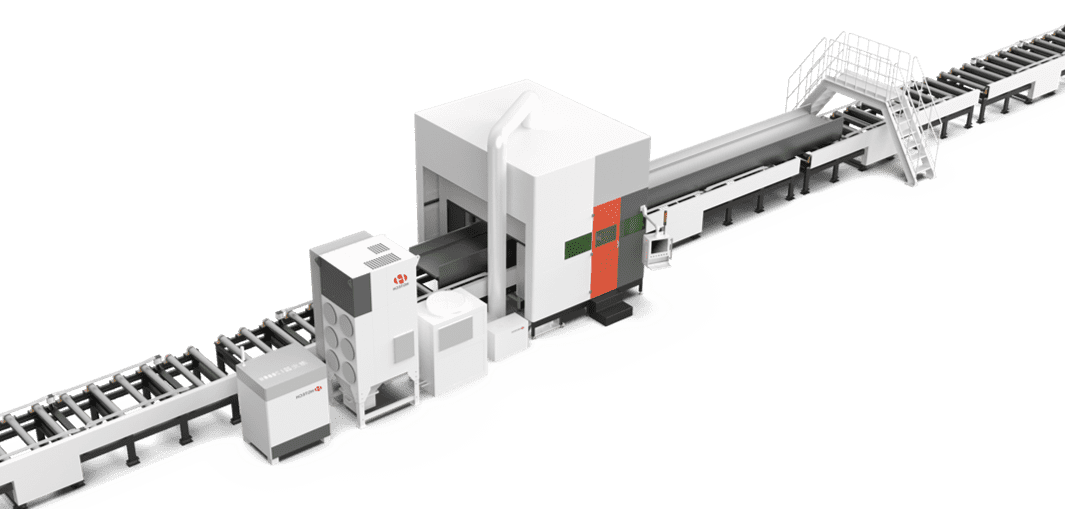
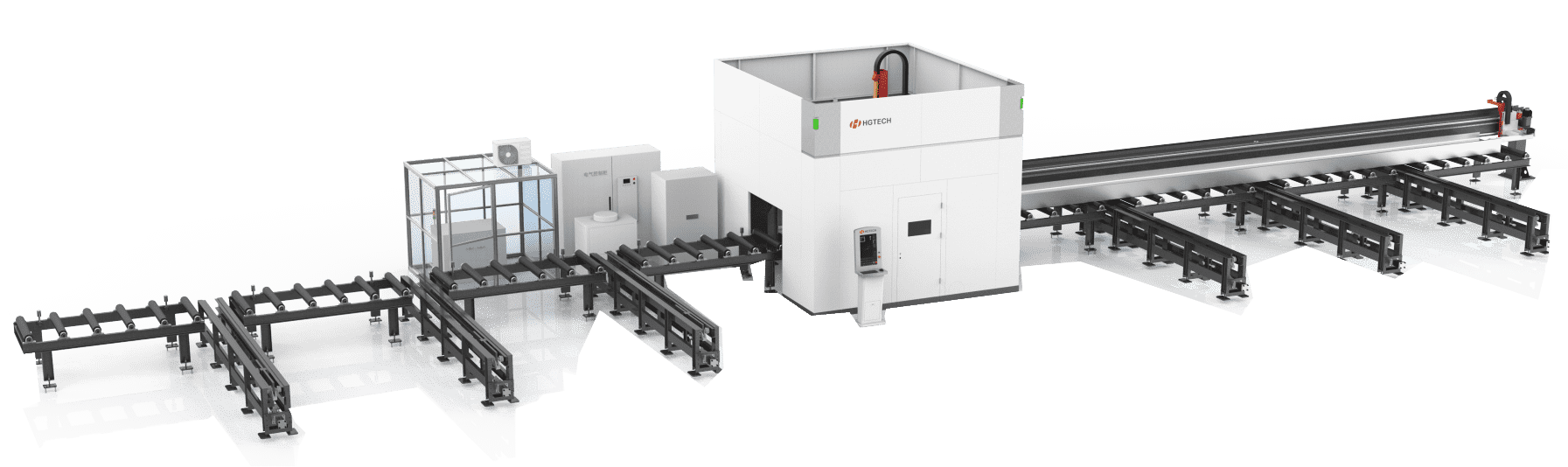
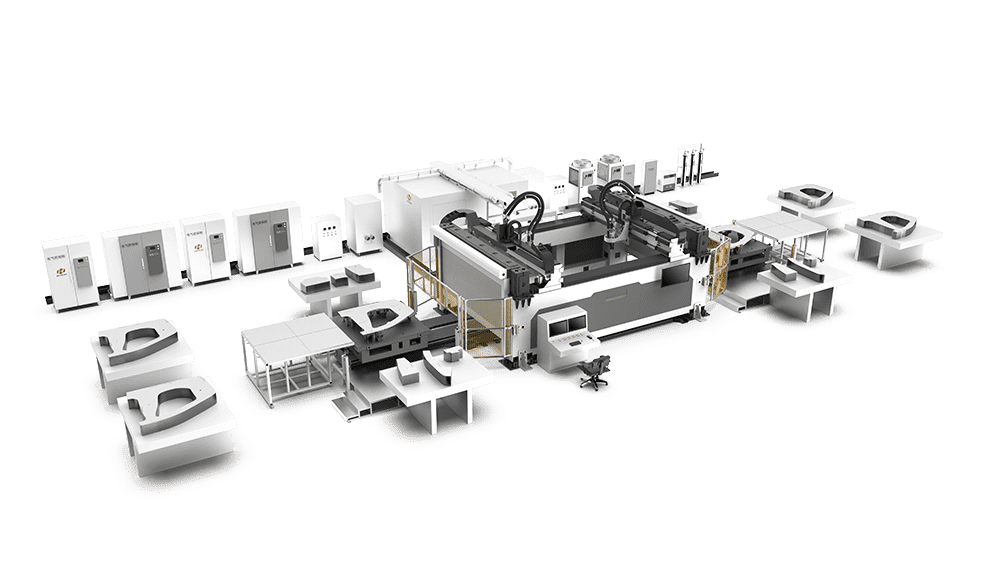
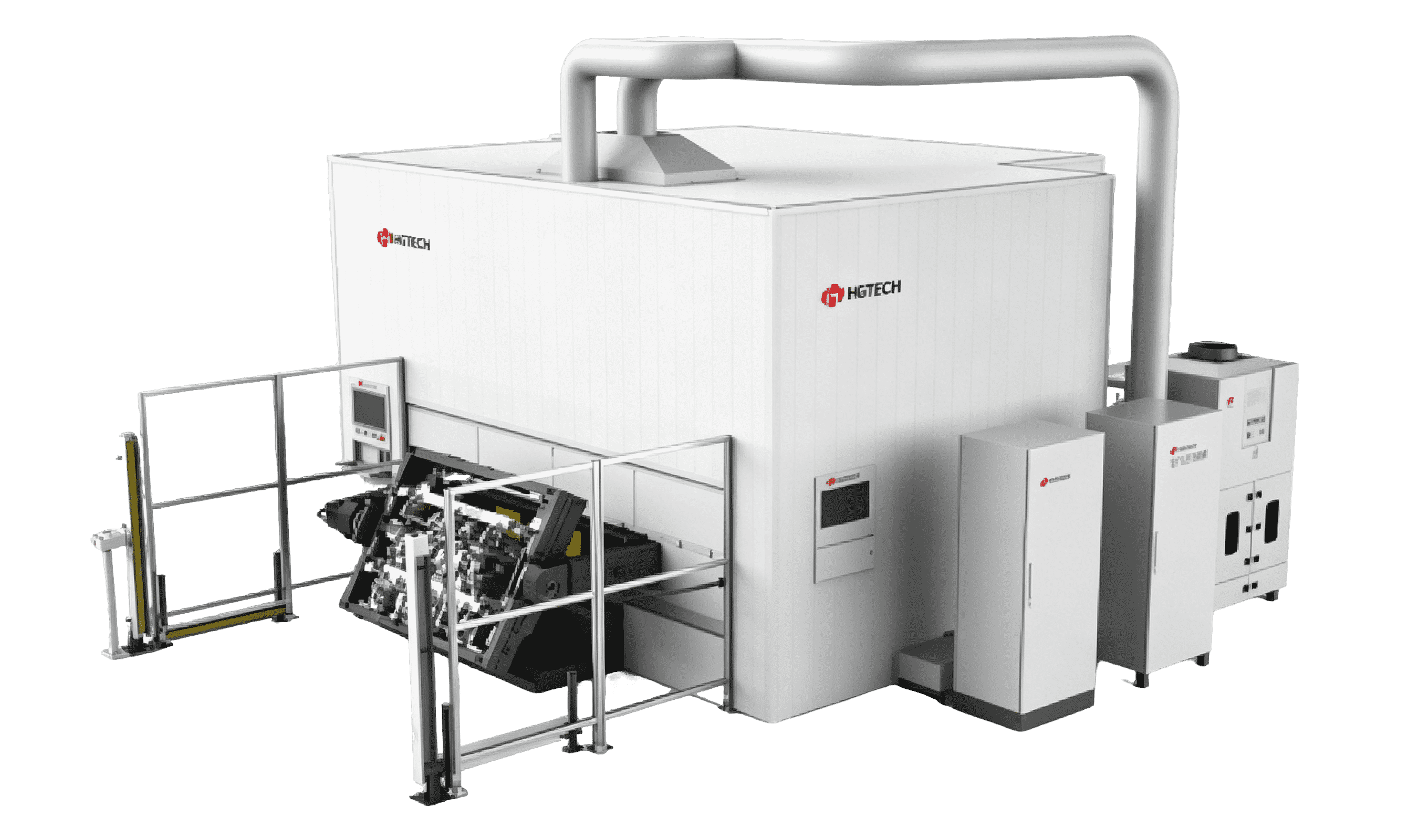
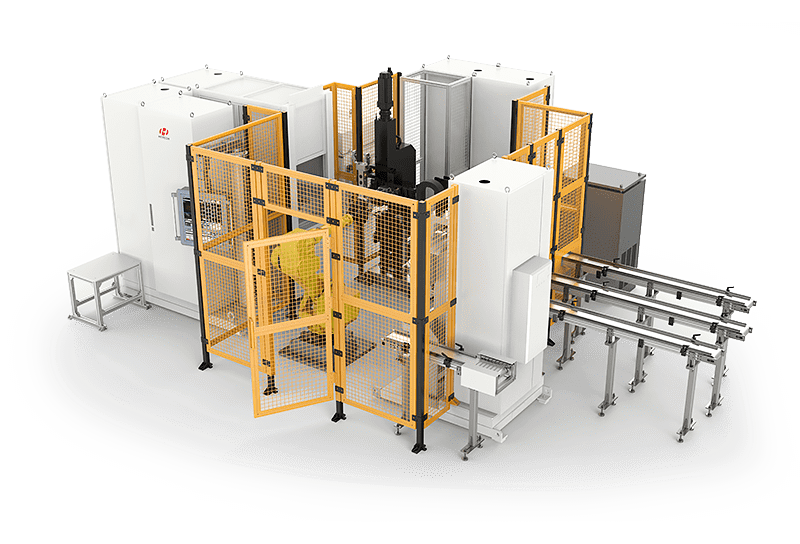
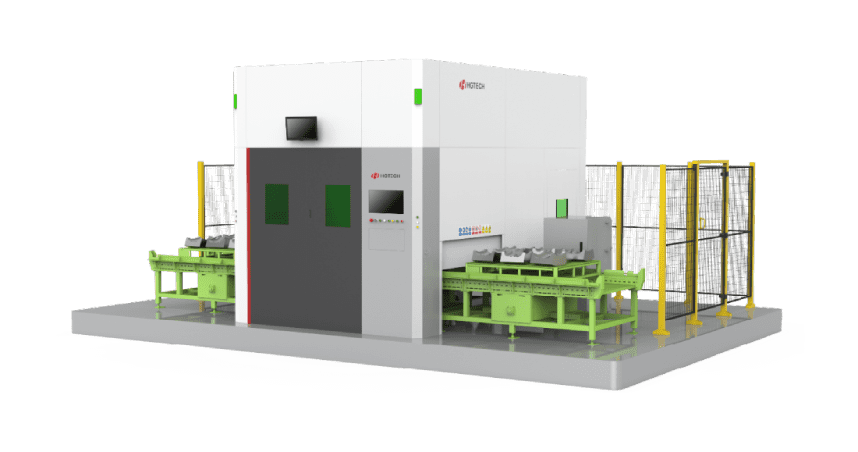
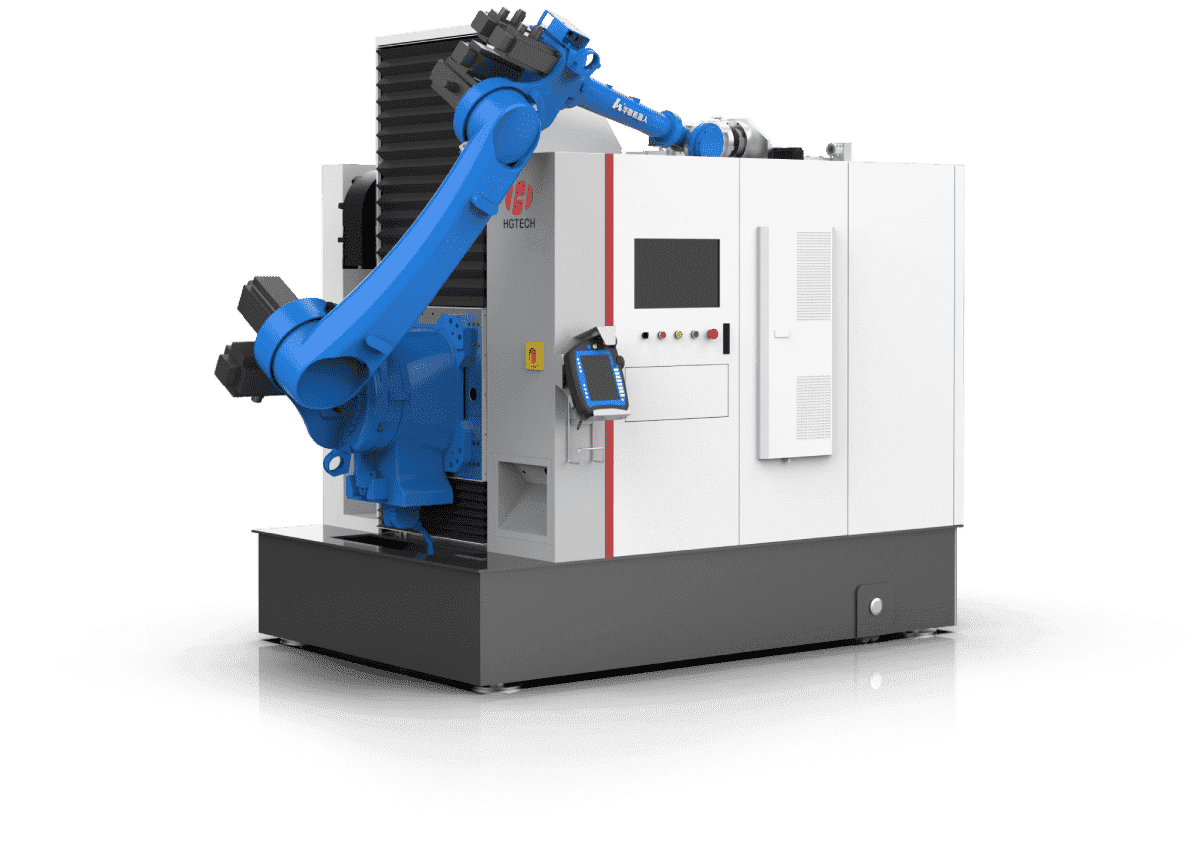
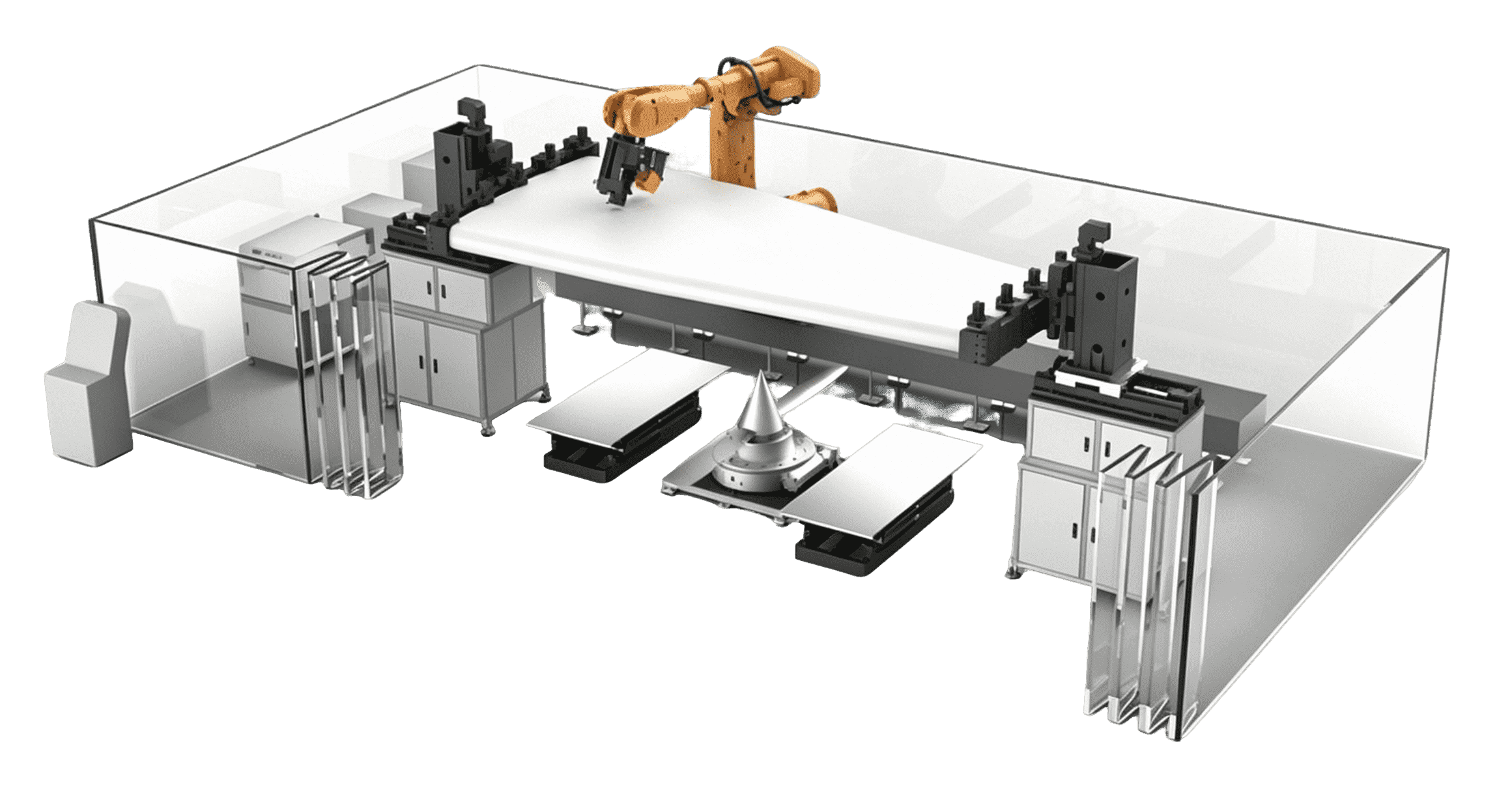
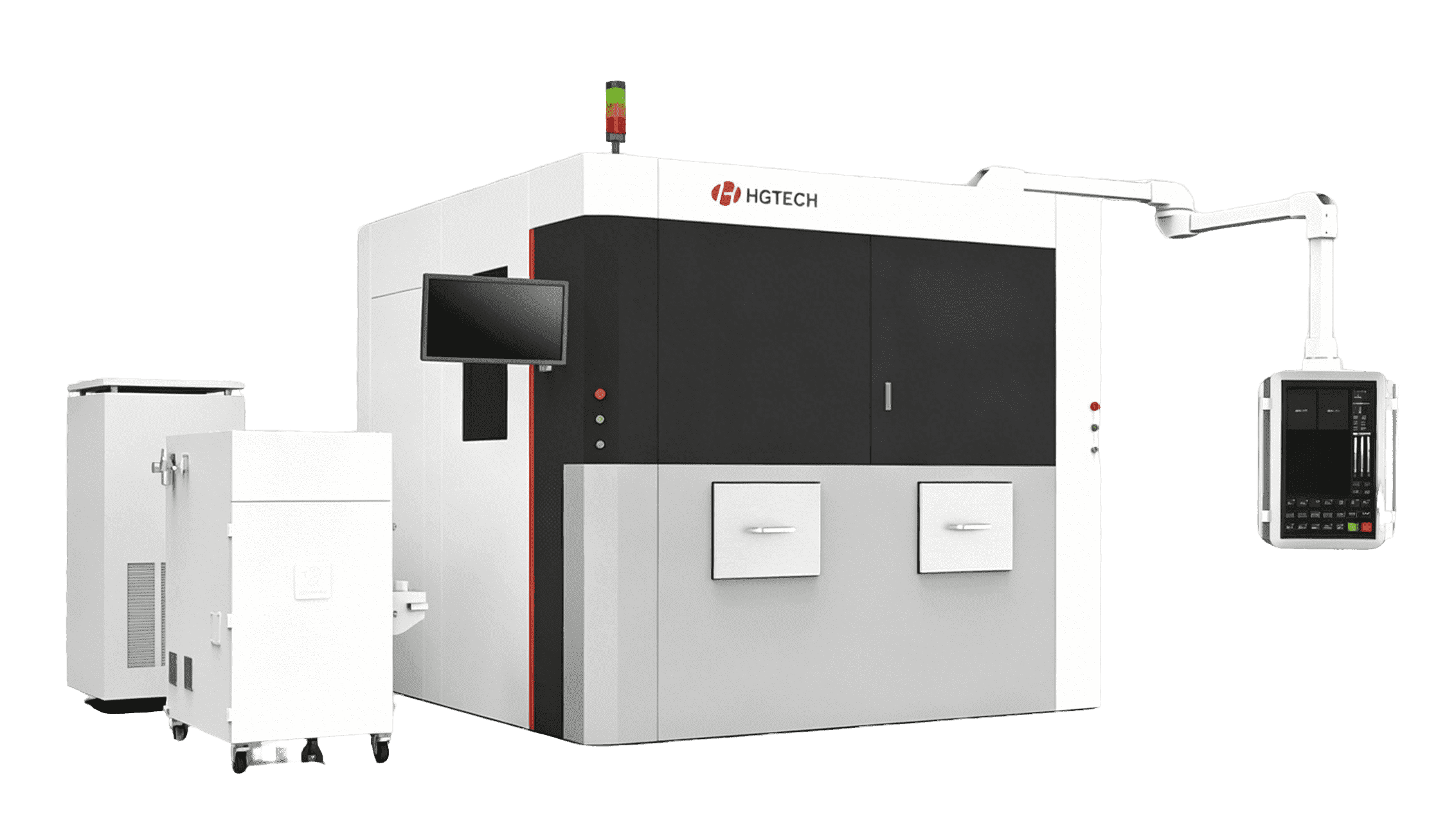
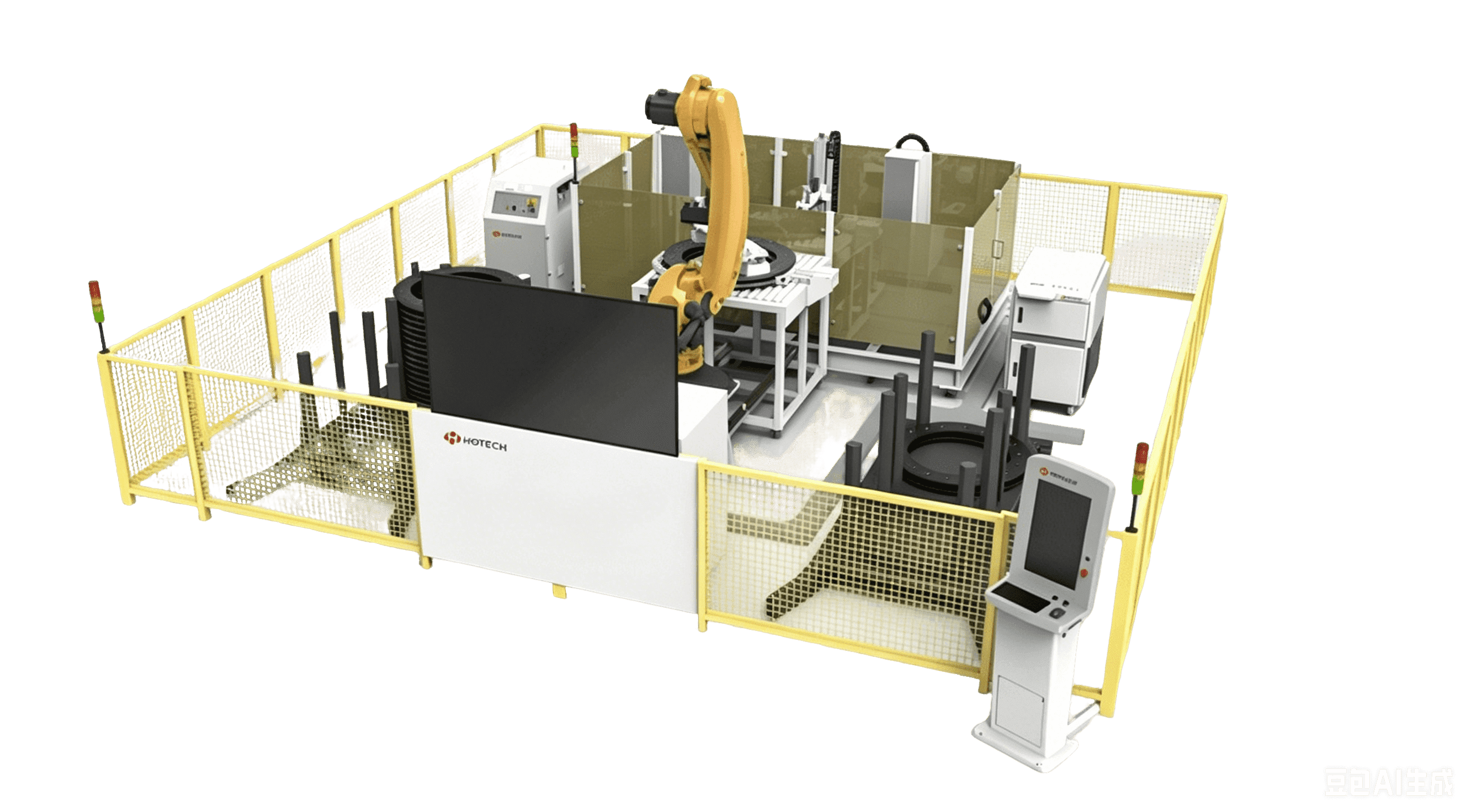
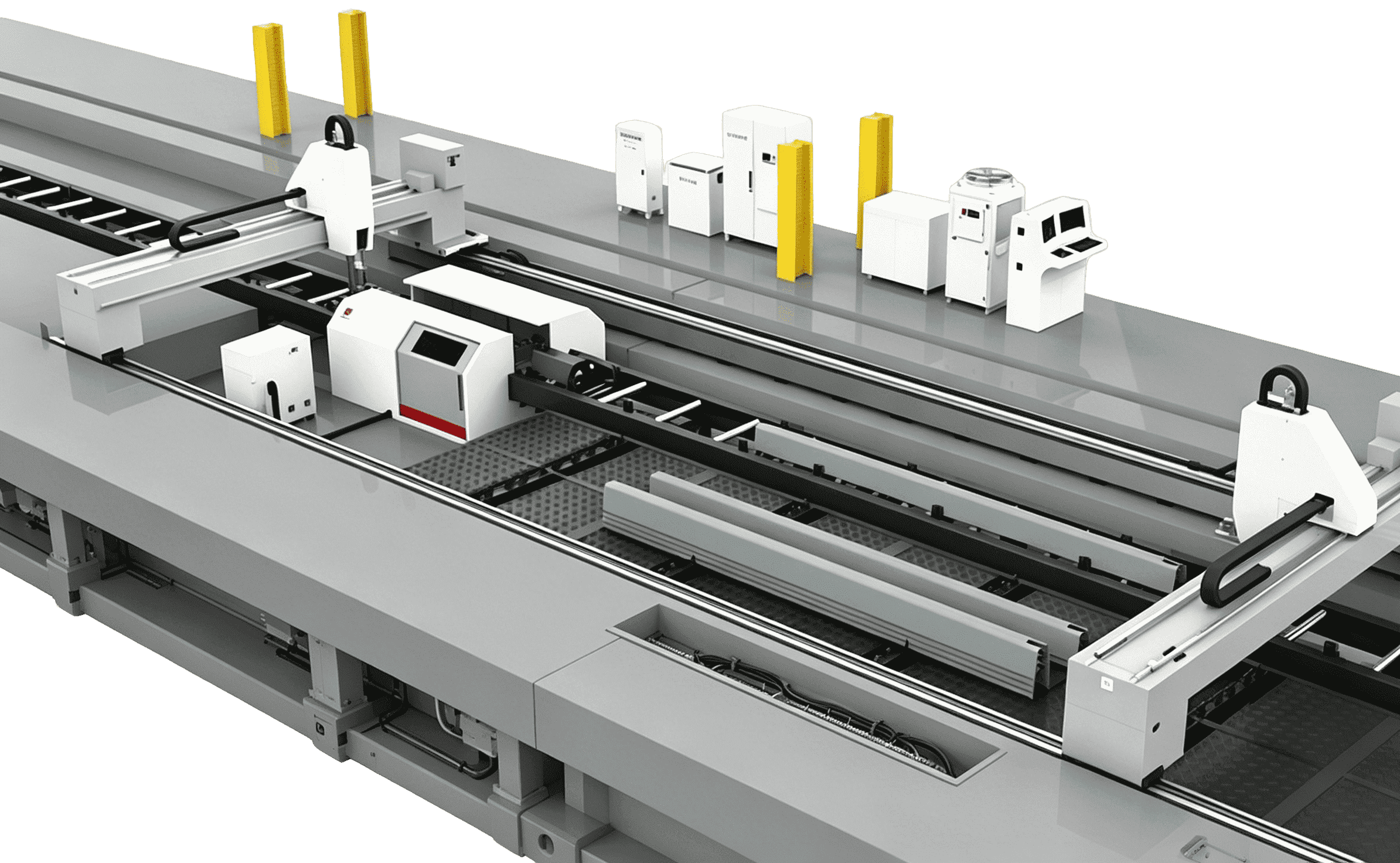
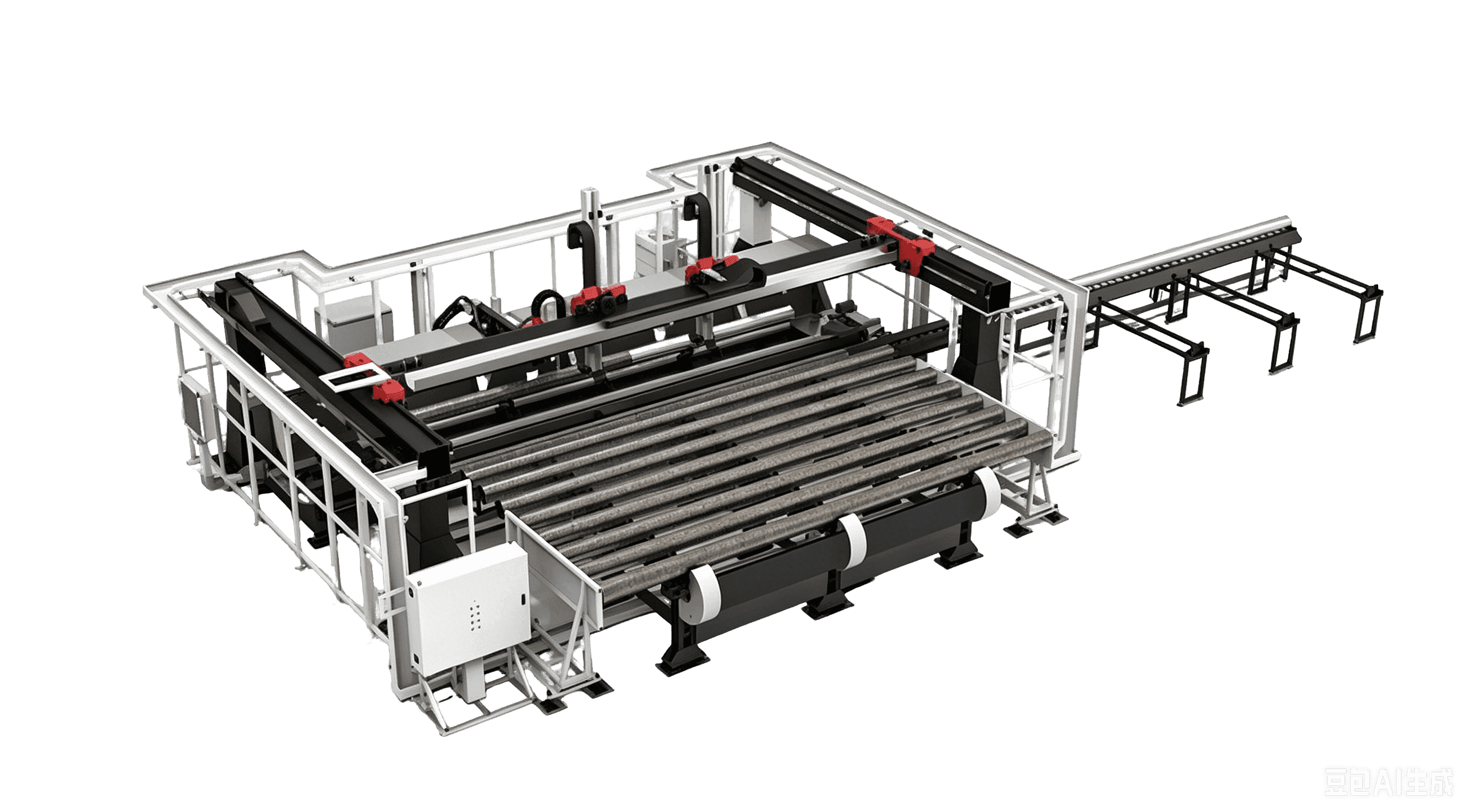
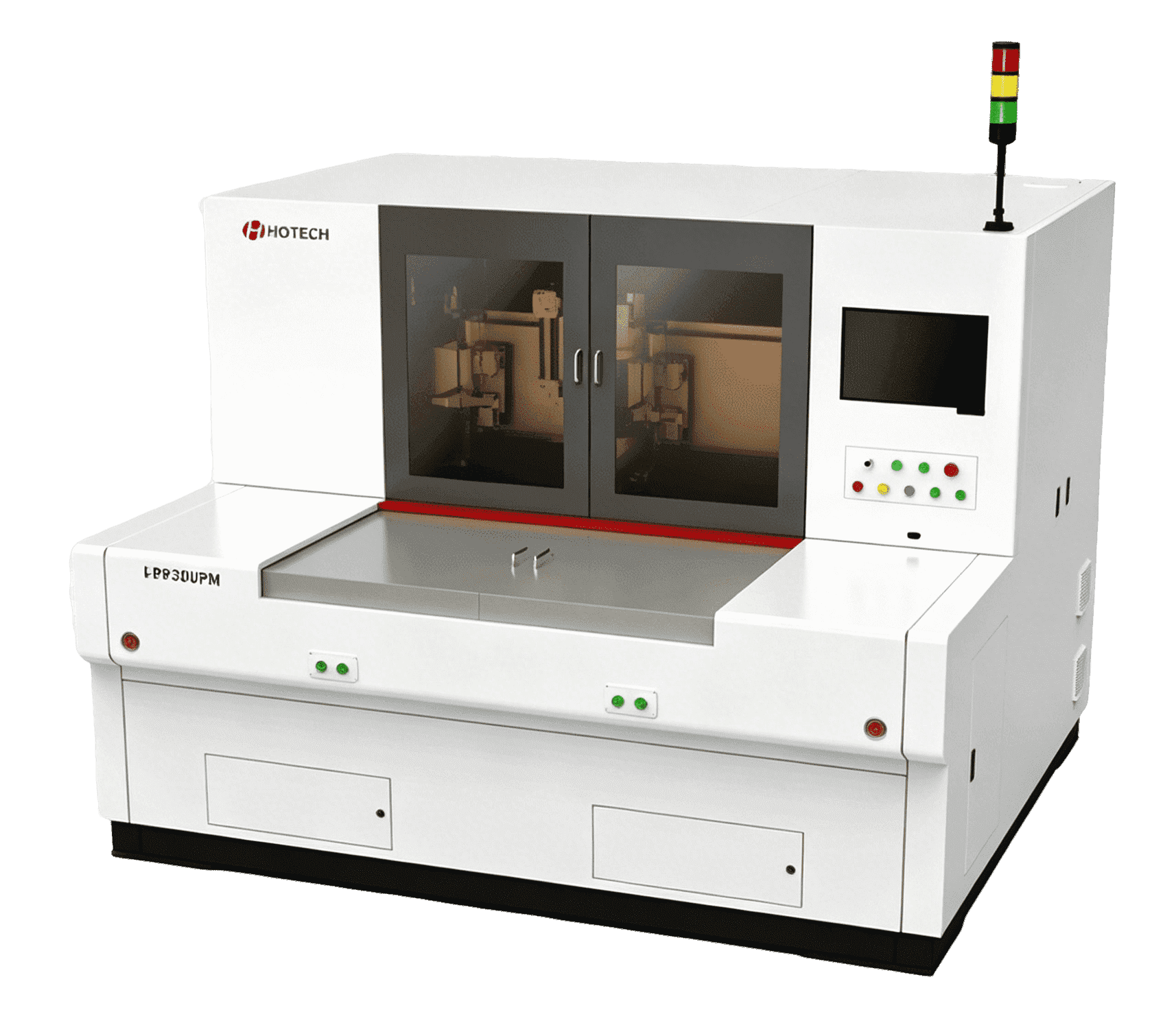
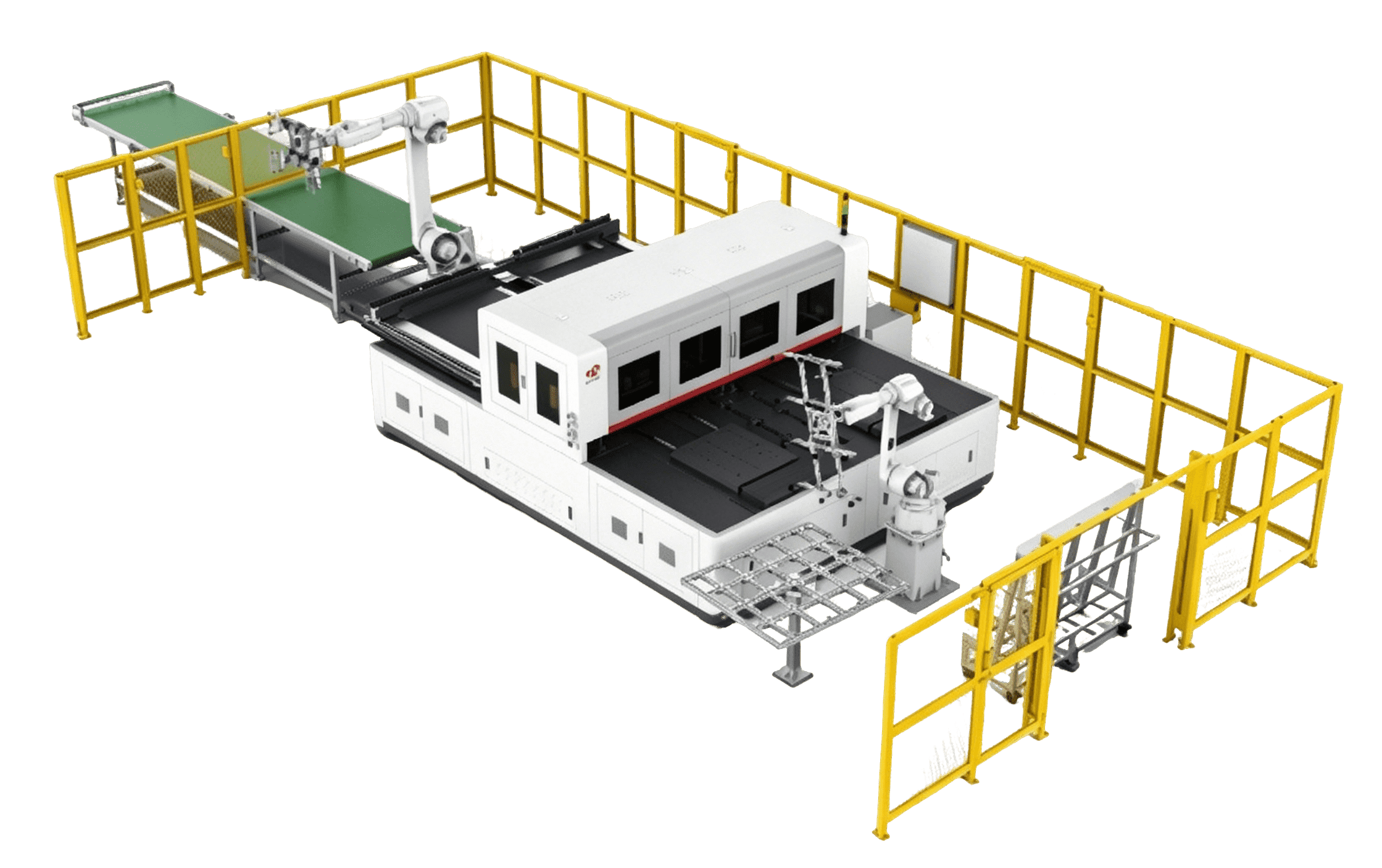
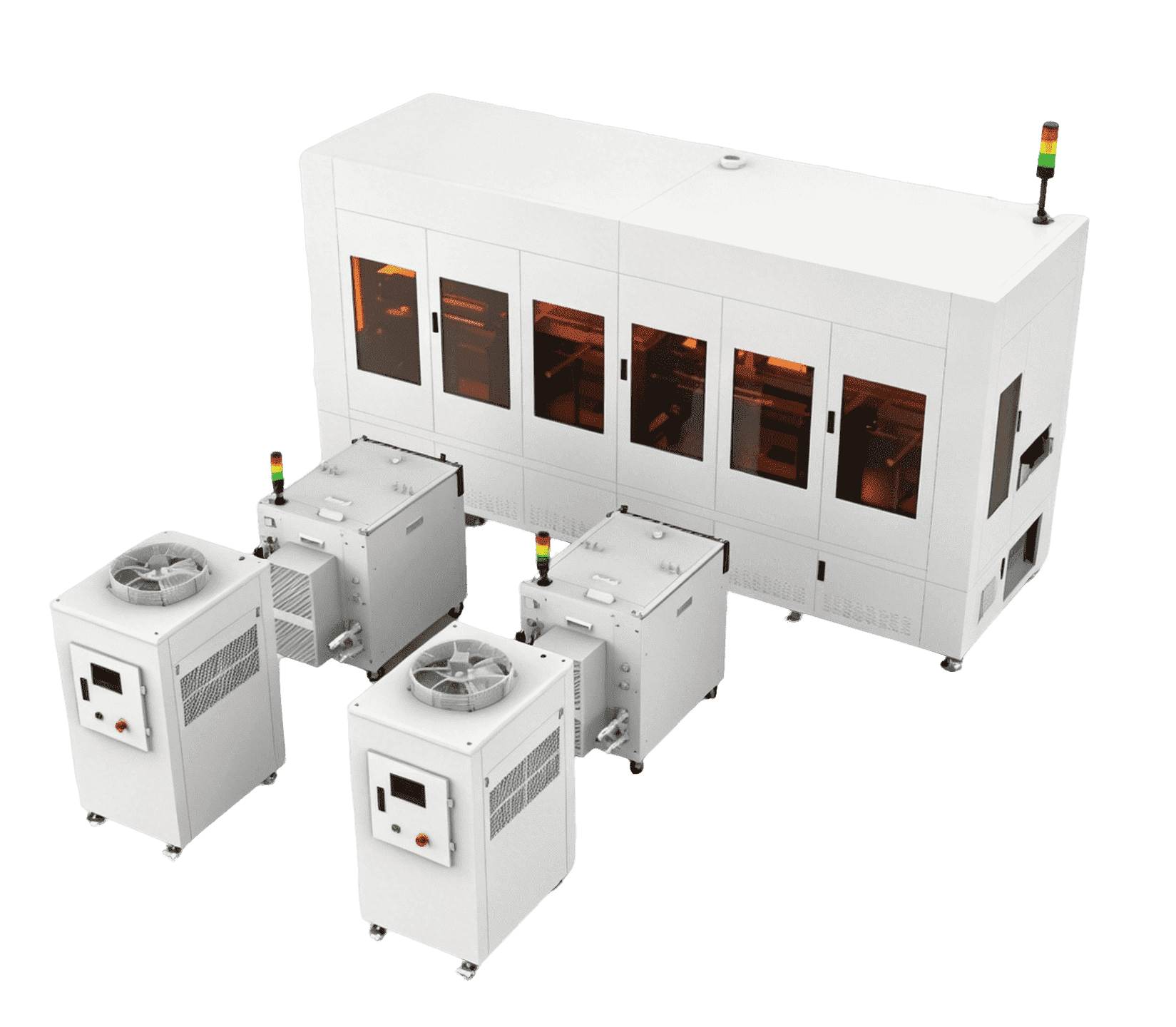
Automotive Laser Manufacturing























































With the development of science and technology, there are more and more cutting methods, such as laser cutting, water cutting, plasma cutting and wire cutting. What is the difference between them?
(1) Now the mainstream fiber lasers and carbon dioxide lasers in the market are gradually eliminated, and the energy consumption is too high. There is still a market in the non-metallic field.
(2) Currently, the price of optical fiber equipment has dropped sharply in the low and medium power section since the laser was made in China.
(3) In addition to laser, other cutting methods have great market demand for plasma and wire cutting, but wire cutting is aimed at more mold industries. There is more demand for plasma in the case of thick plate or low precision requirements. Water jet cutting is not common in the metal industry now, and there are many in the non-metal field.
(4) In the future development, laser cutting is absolutely the world in metal sheet, including non-metallic cutting, which will occupy a large part of the market.

Next, let's analyze these cutting technologies.
02
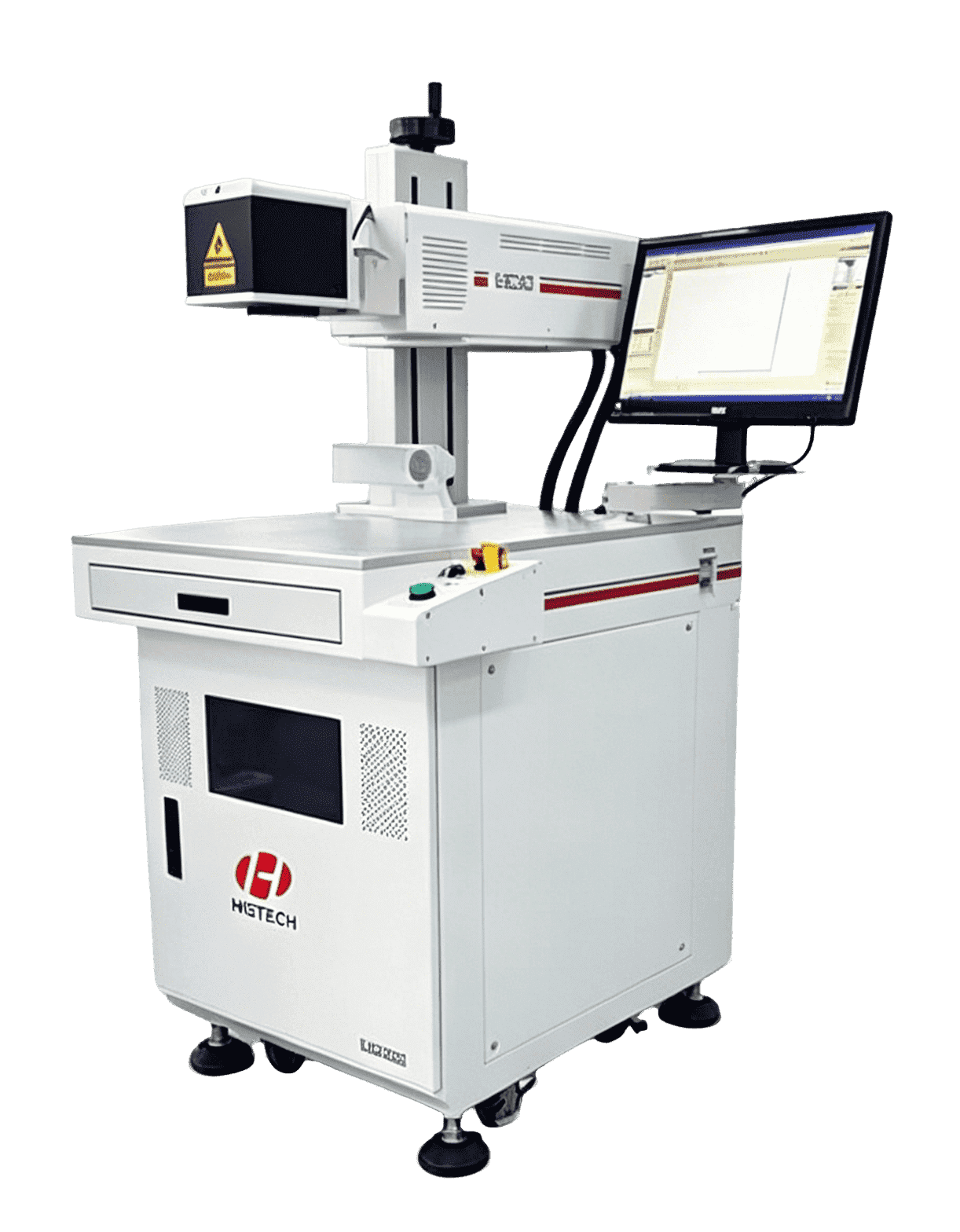
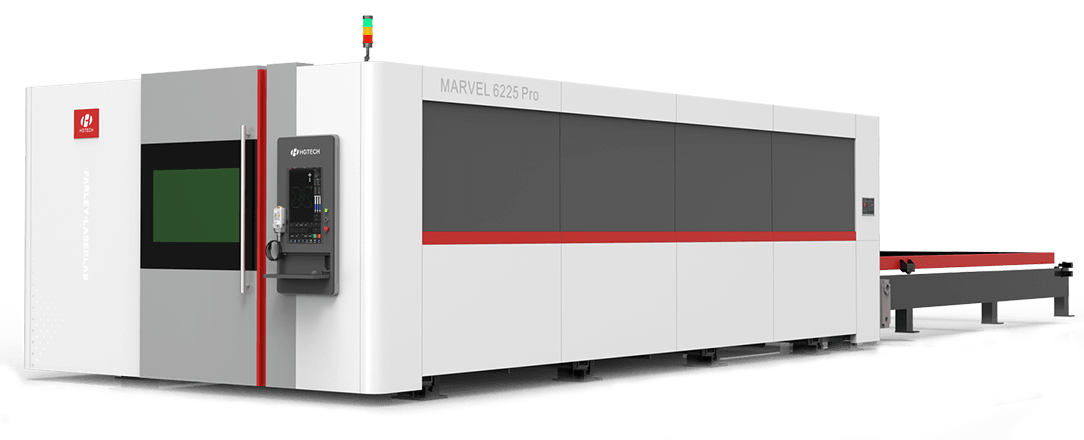
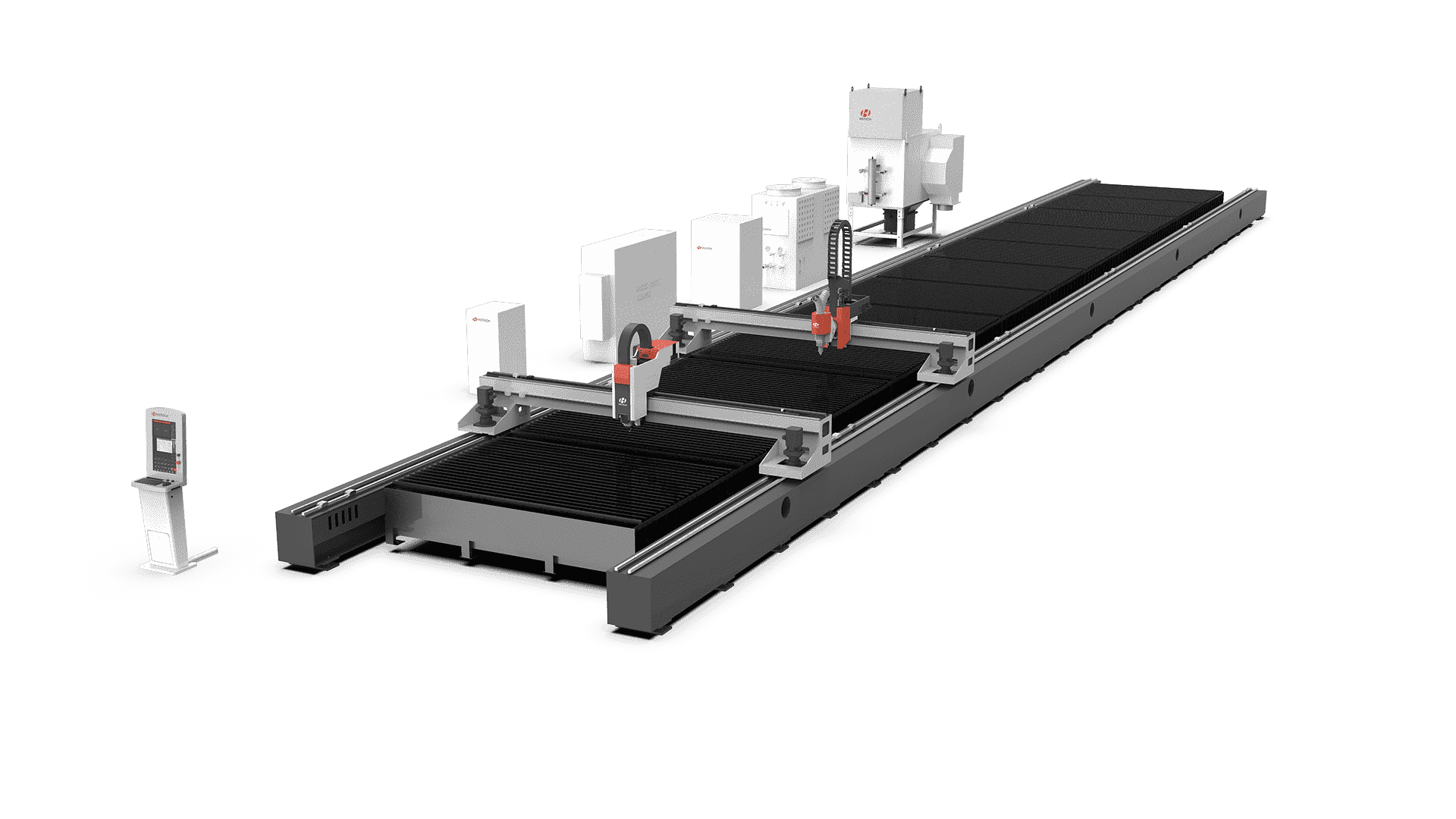
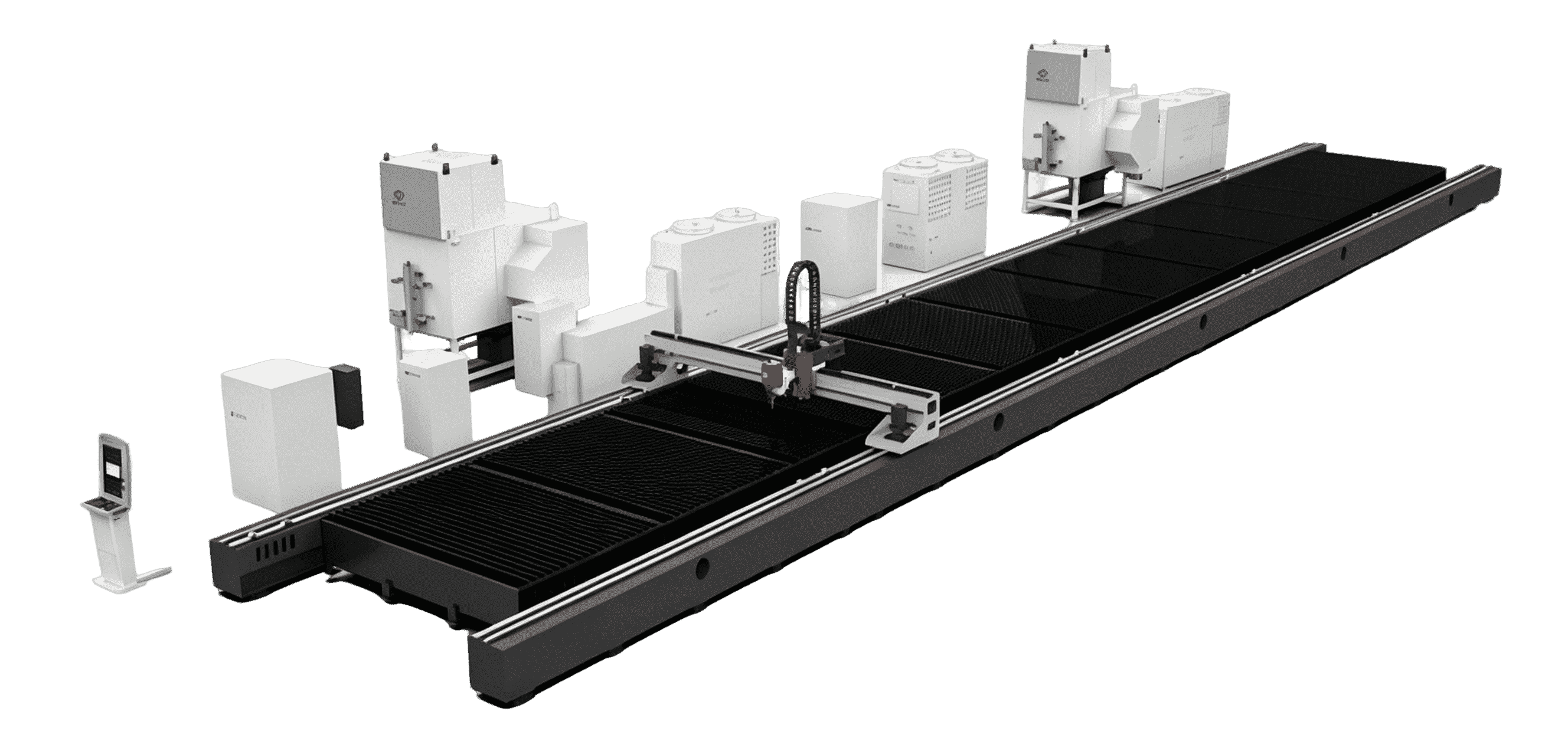
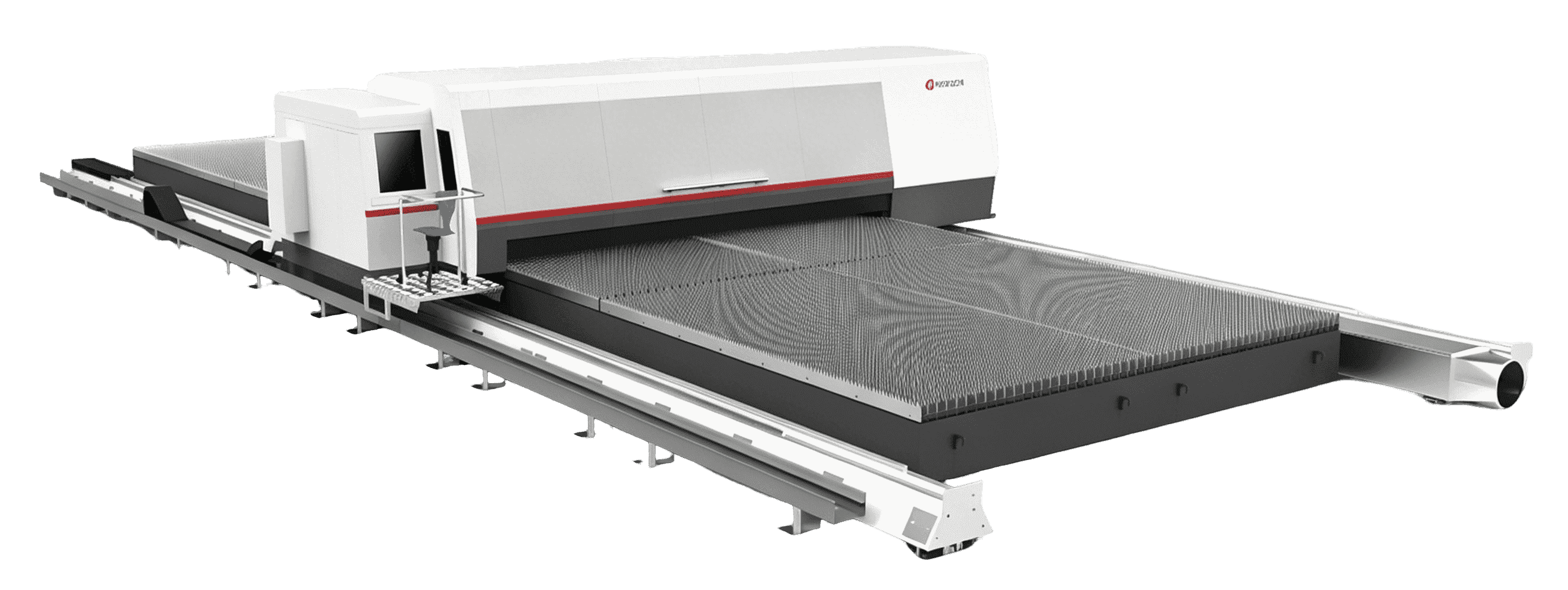
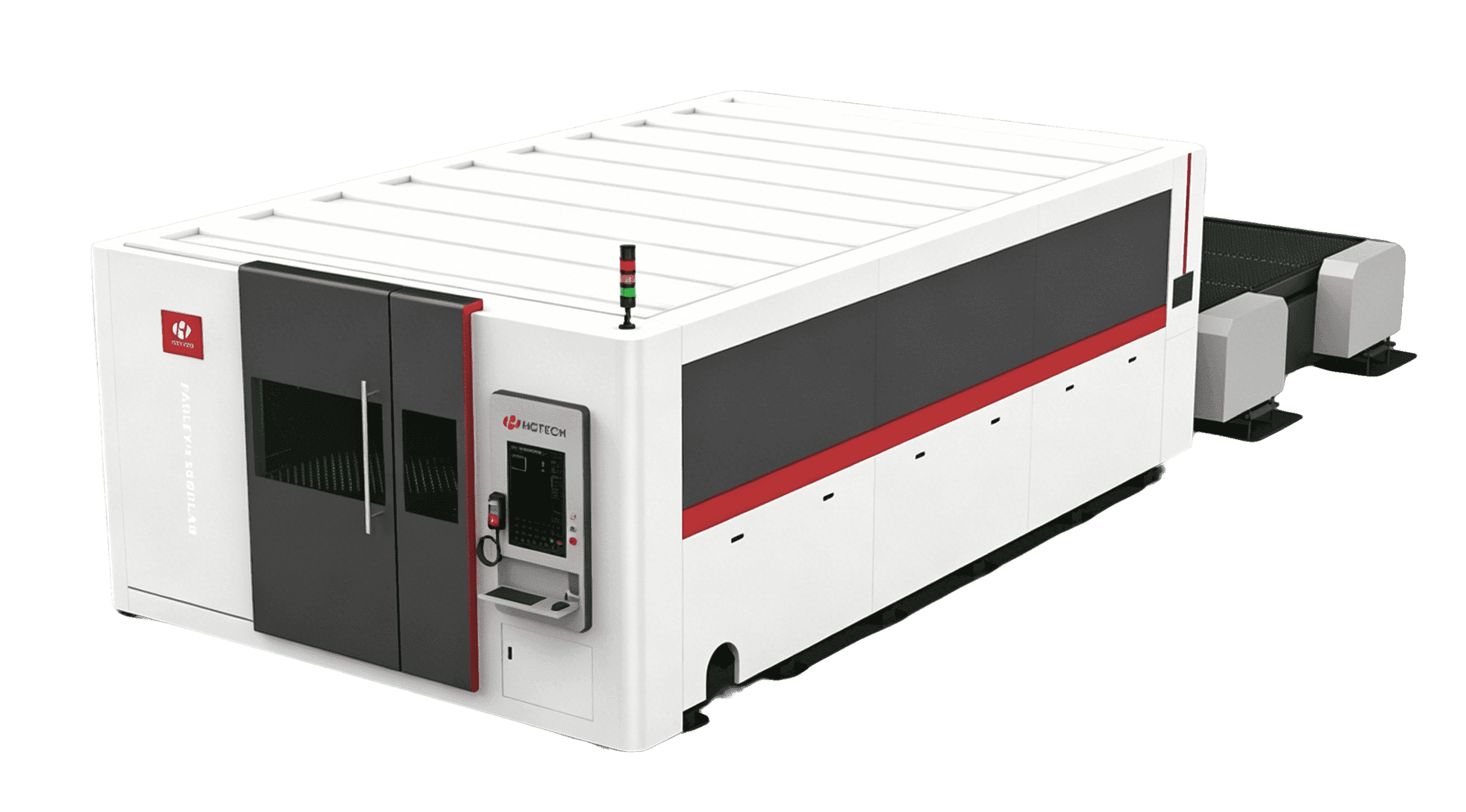
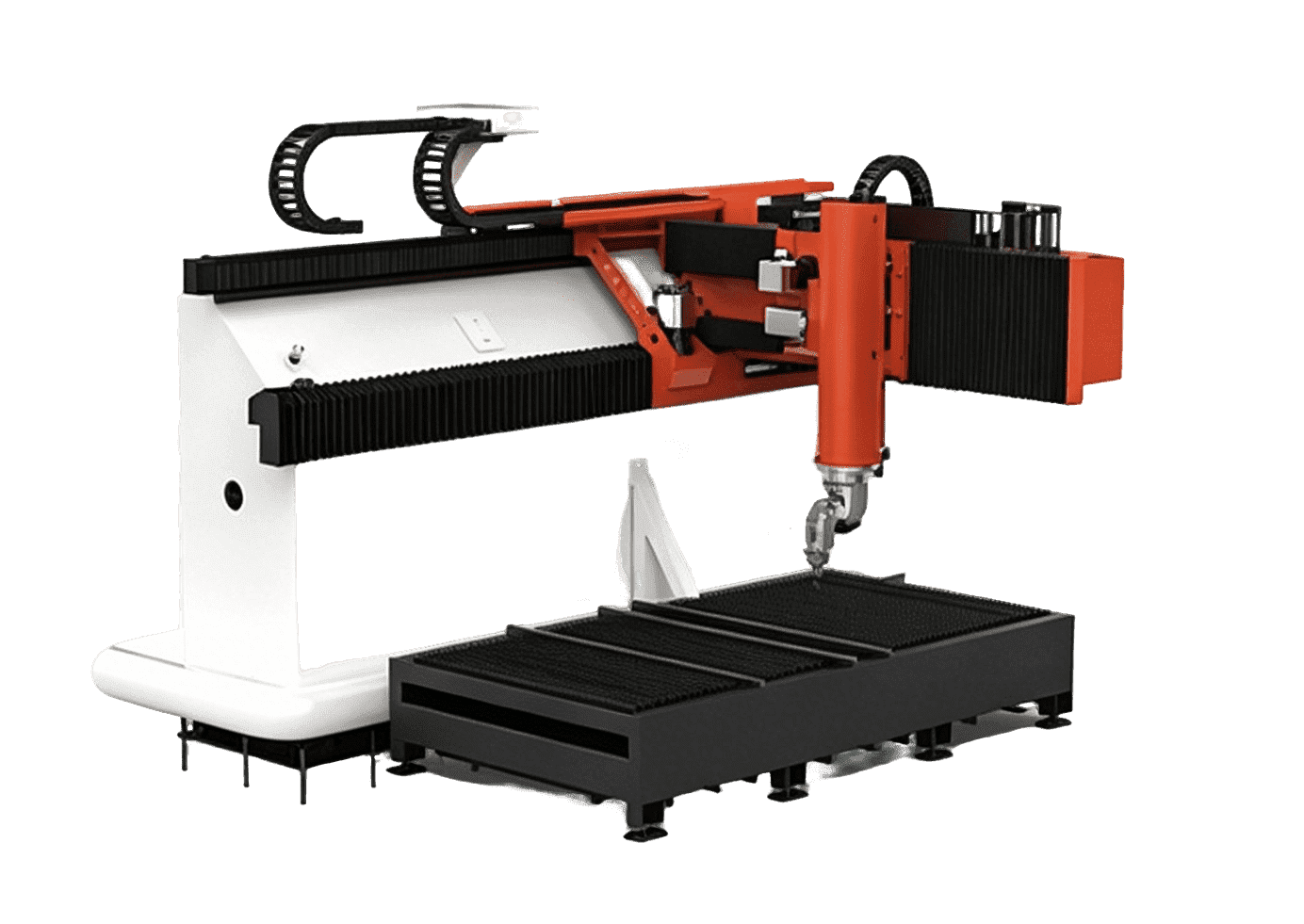
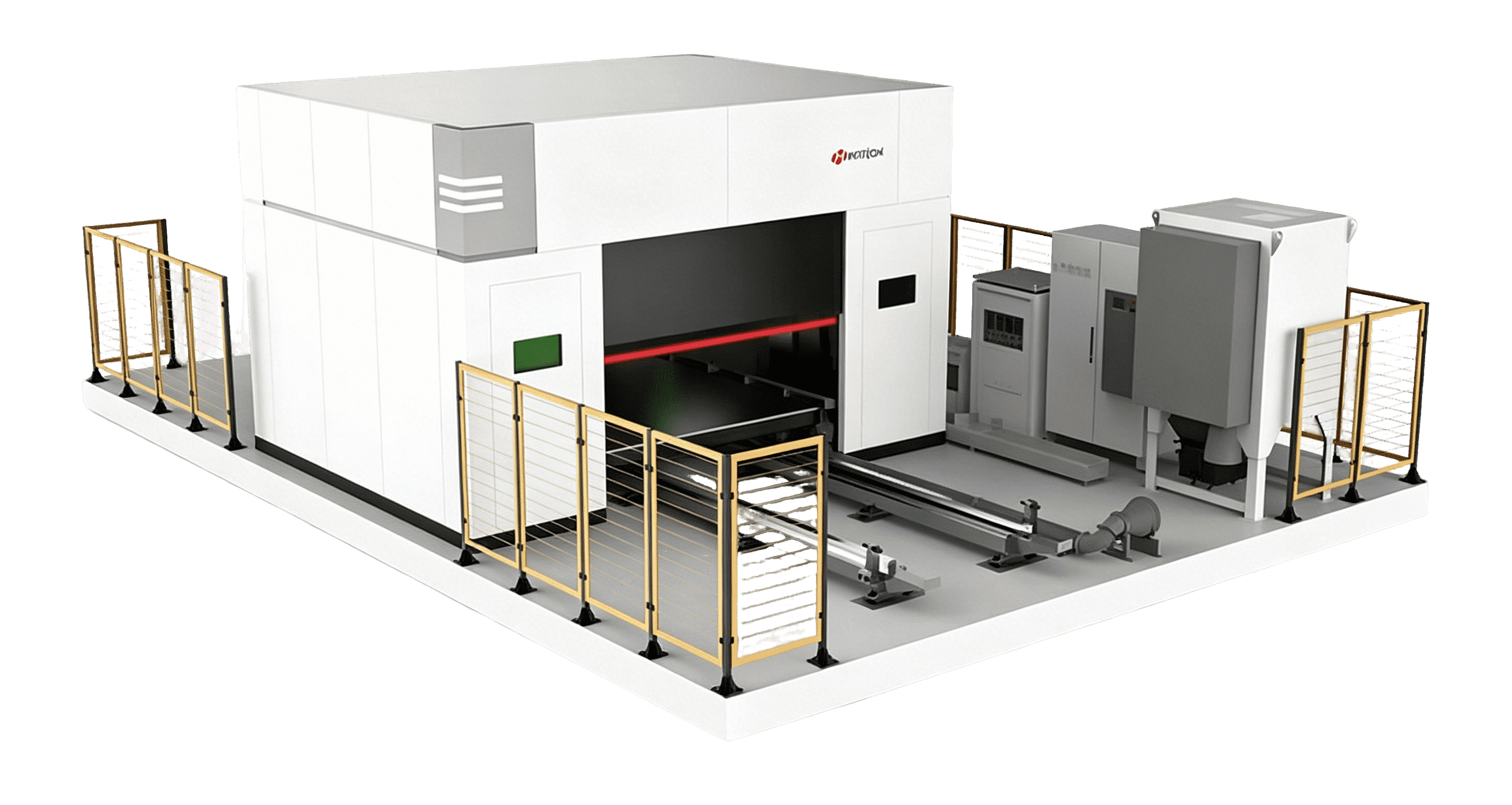
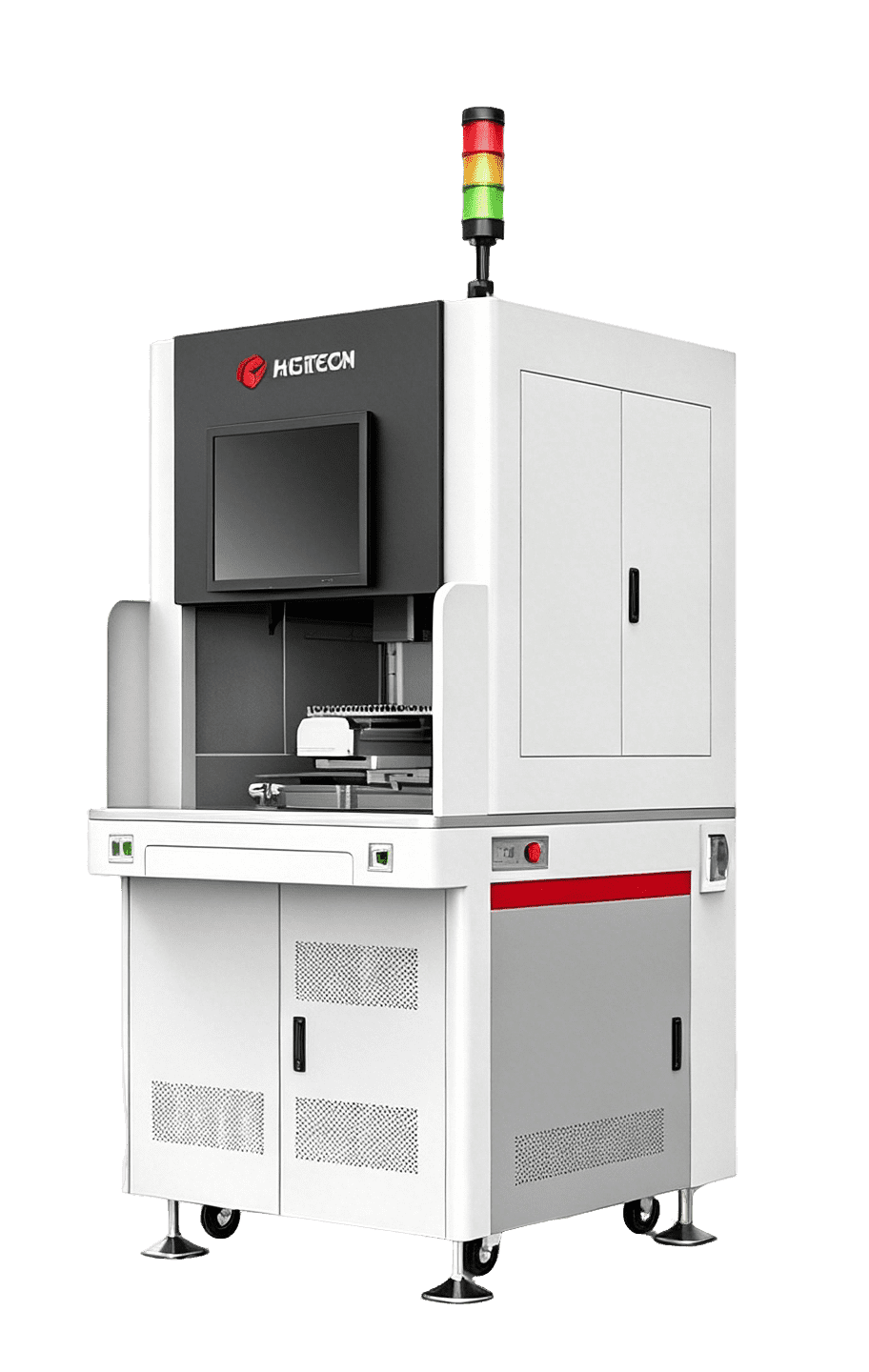
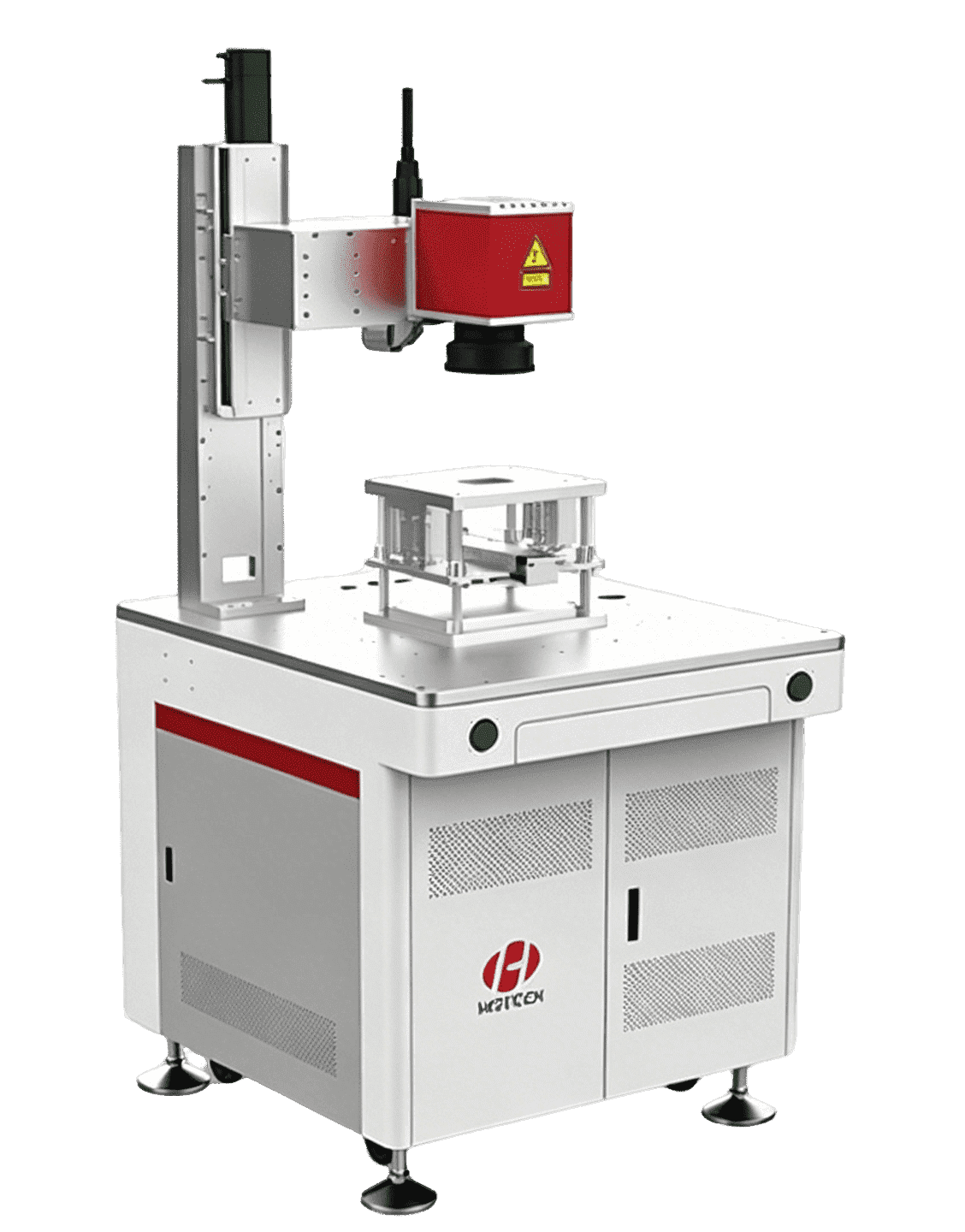
Laser Cutting
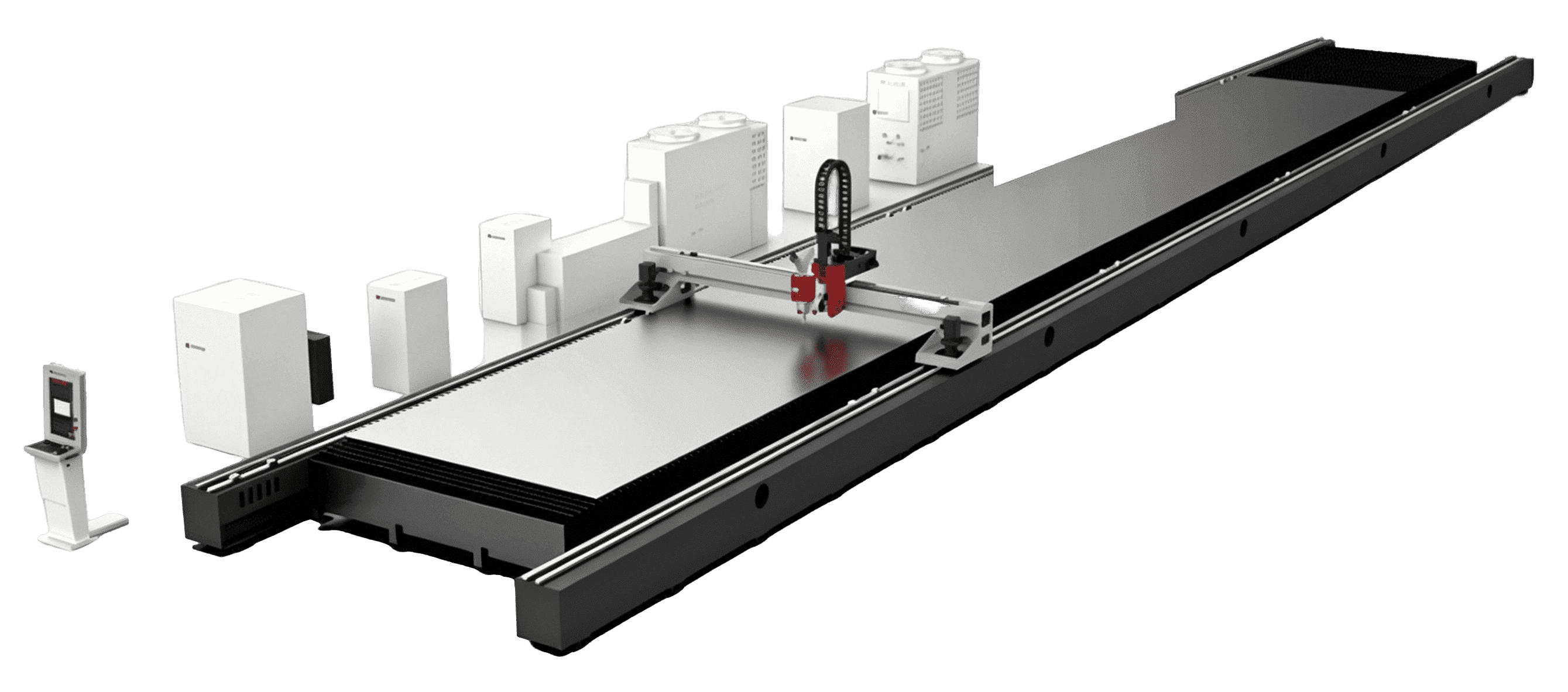
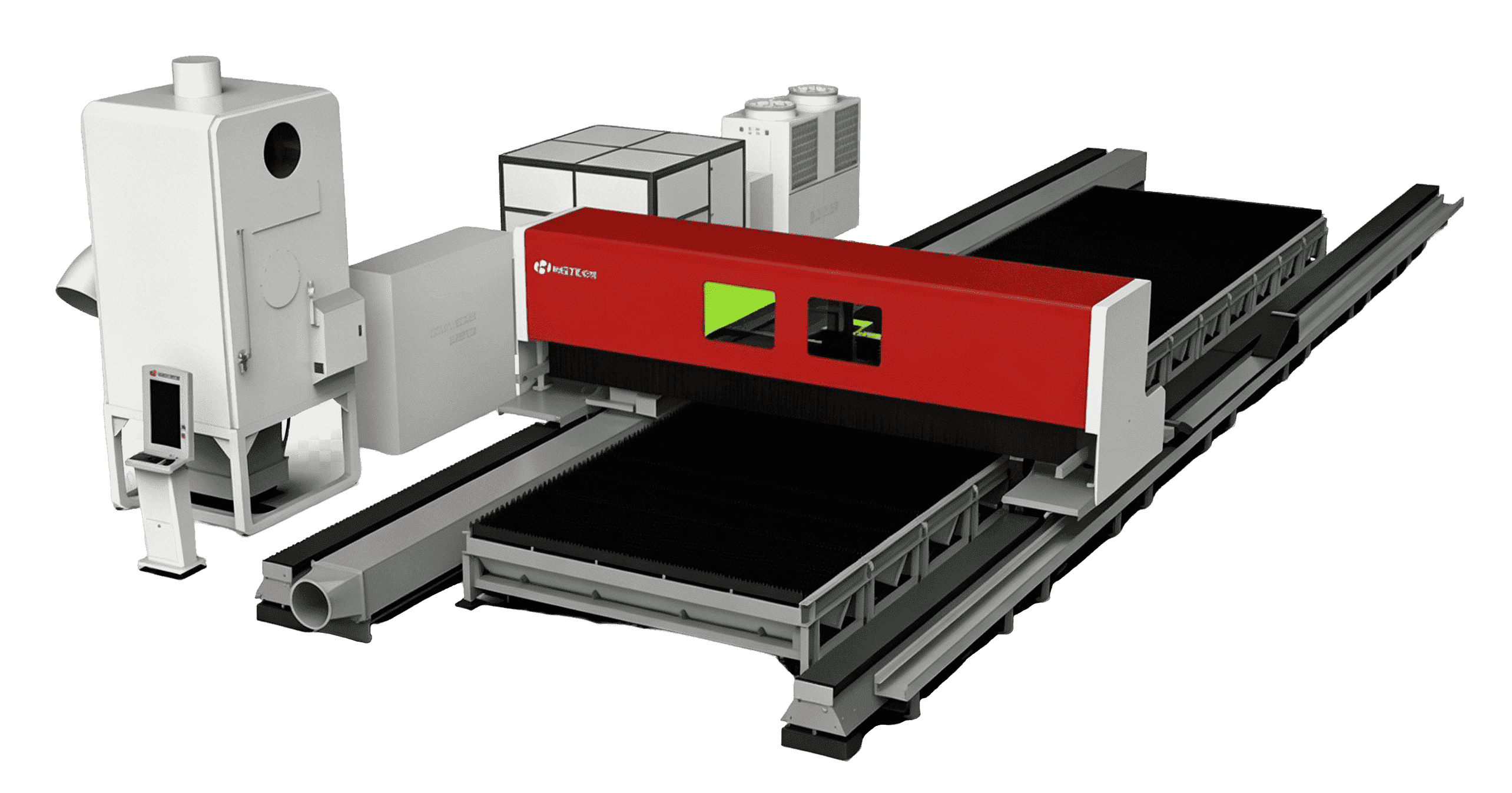
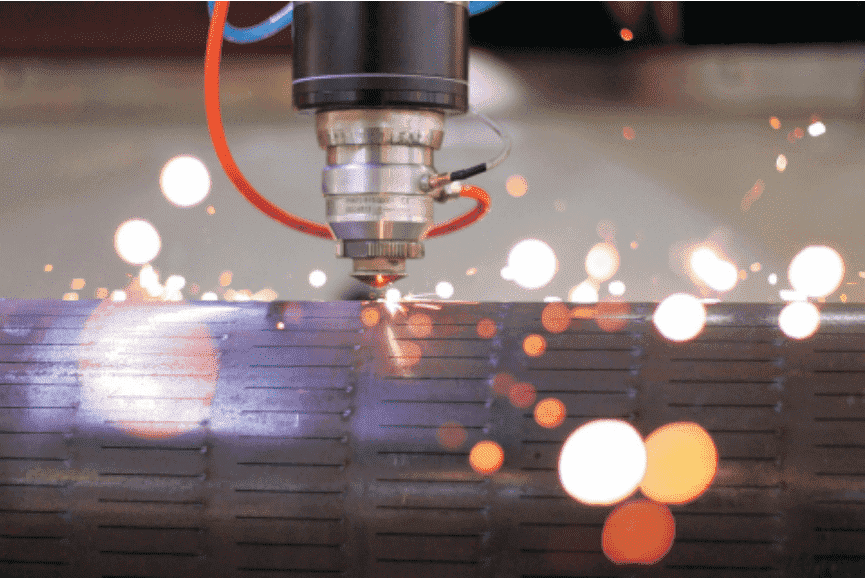
Light cutting is to use the focused high-power density laser beam to irradiate the workpiece, so that the irradiated material can quickly melt, vaporize, ablate or reach the ignition point. At the same time, with the help of the high-speed air flow coaxial with the beam, the molten material can be blown away, so as to cut the workpiece. Now, CO2 pulse laser is generally used, and laser cutting is one of the thermal cutting methods.
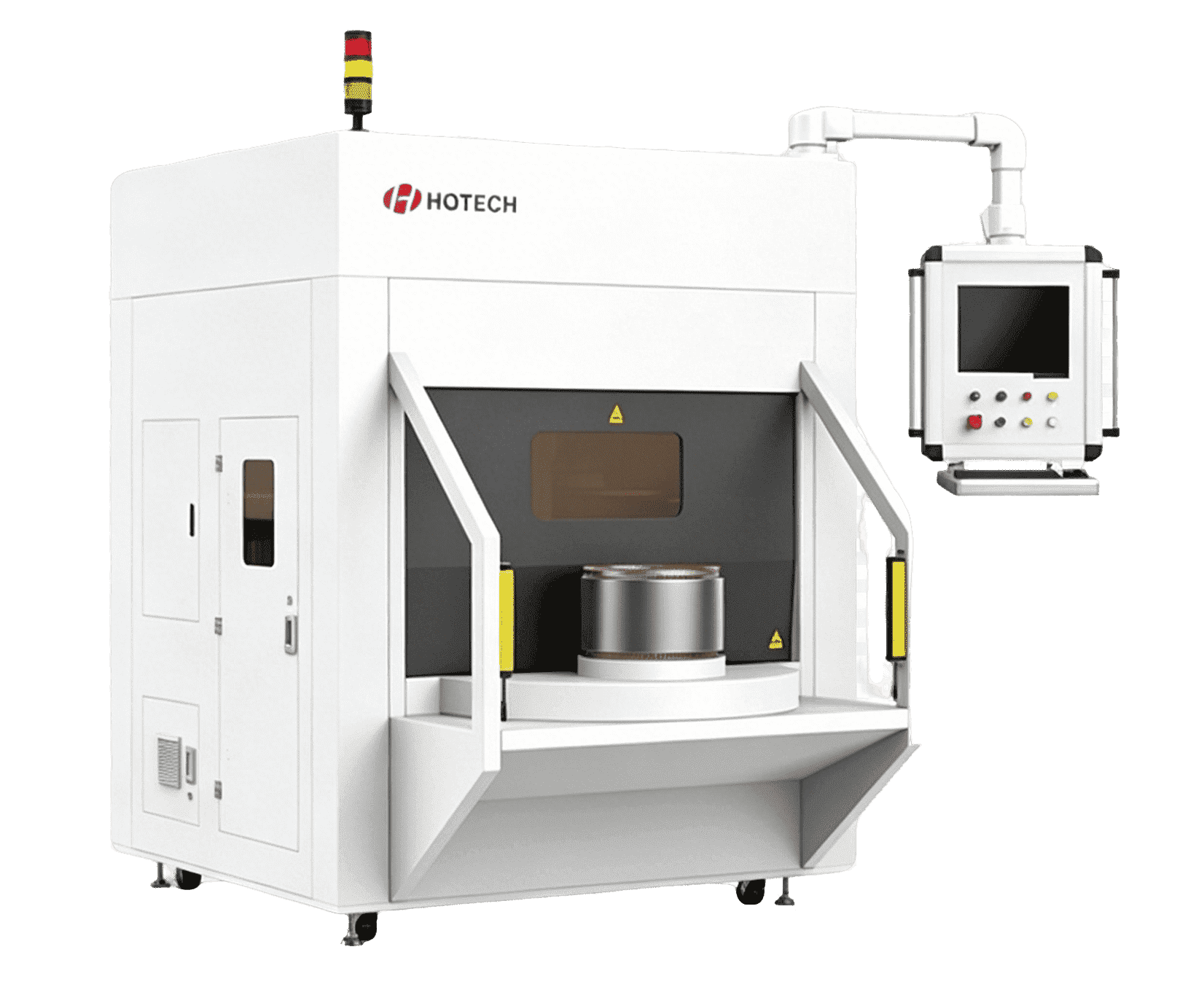
03
Water Cutting Processing
Water cutting, also known as water knife, that is, high-pressure water jet cutting technology, is a machine that uses high-pressure water flow to cut. Under the control of the computer, the workpiece can be carved arbitrarily, and it is less affected by the material texture. Water cutting is divided into non sand cutting and sand cutting.
04
Plasma cutting
Plasma arc cutting is a processing method that uses the heat of high-temperature plasma arc to locally melt (and evaporate) the metal at the workpiece notch, and uses the momentum of high-speed plasma to remove the molten metal to form the notch.
05
Wire cutting
Wire electrical discharge machining (WEDM) belongs to the category of electrical machining. Wire cut electrical discharge machining (WEDM) is sometimes called wire cutting. WEDM can be divided into fast WEDM, medium WEDM and slow WEDM. The wire speed of fast wire EDM is 6 ~ 12 m / s, the electrode wire moves back and forth at high speed, and the cutting accuracy is poor. Medium WEDM is a new technology developed in recent years, which realizes the function of frequency conversion and multiple cutting based on fast WEDM. The wire speed of slow wire EDM is 0.2m/s, the electrode wire makes low-speed unidirectional movement, and the cutting accuracy is very high.
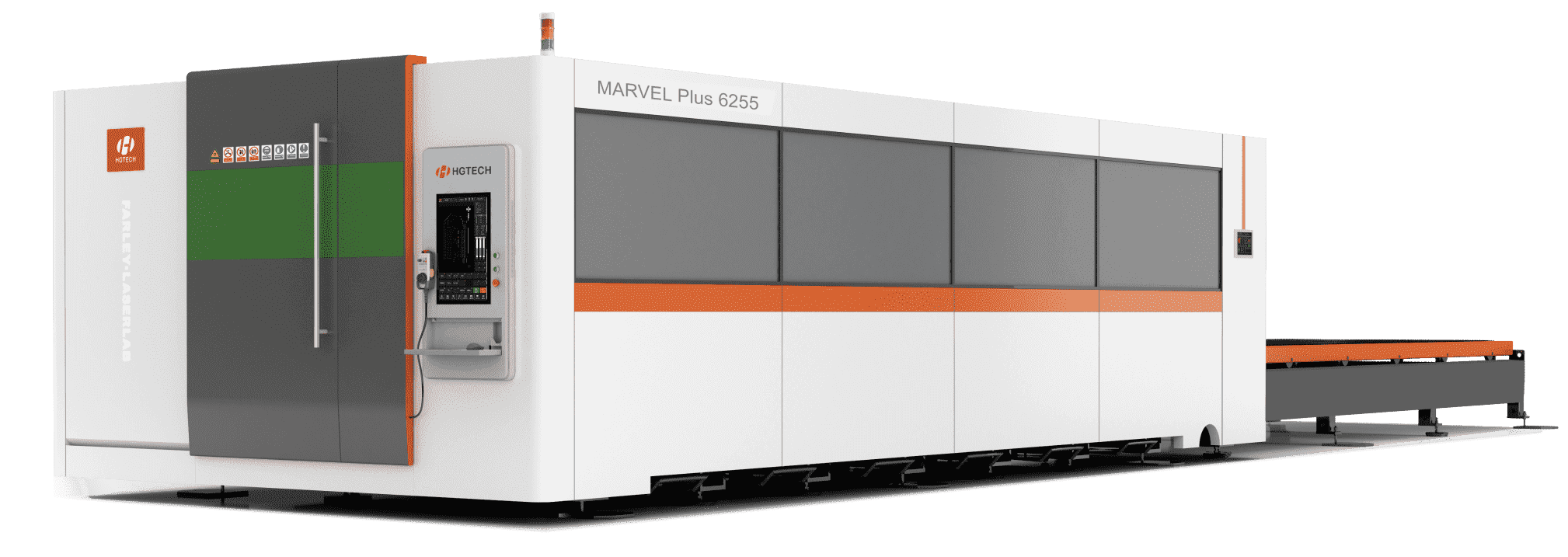
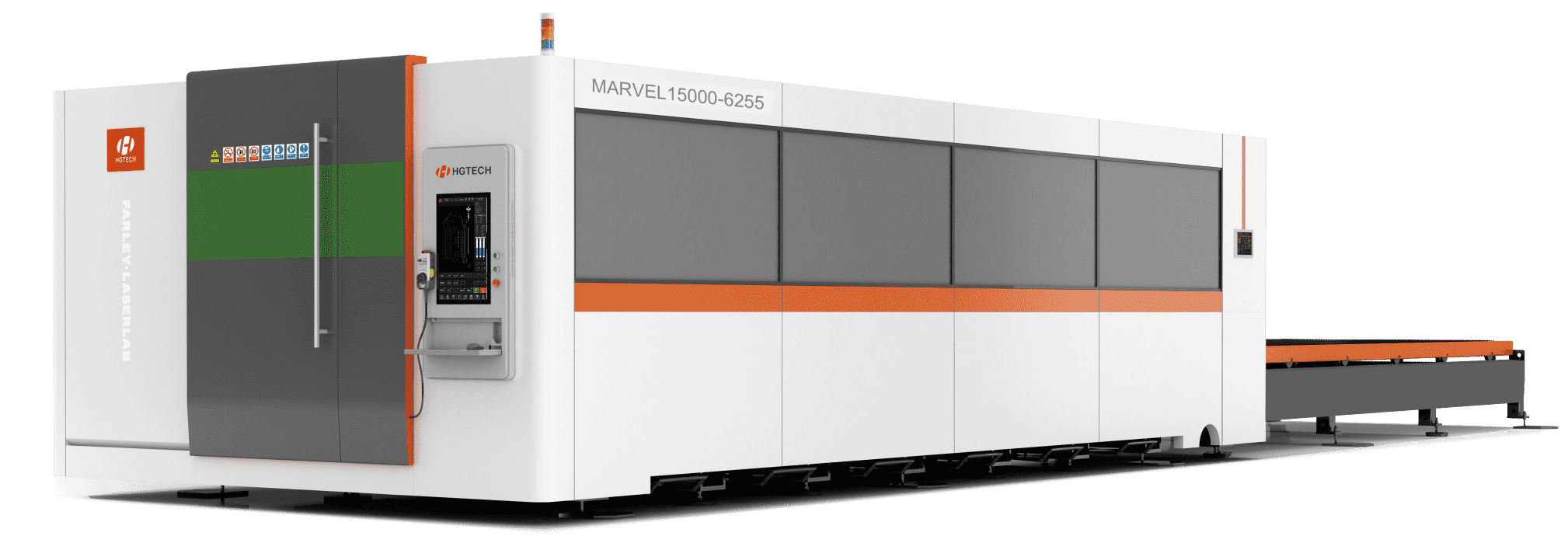
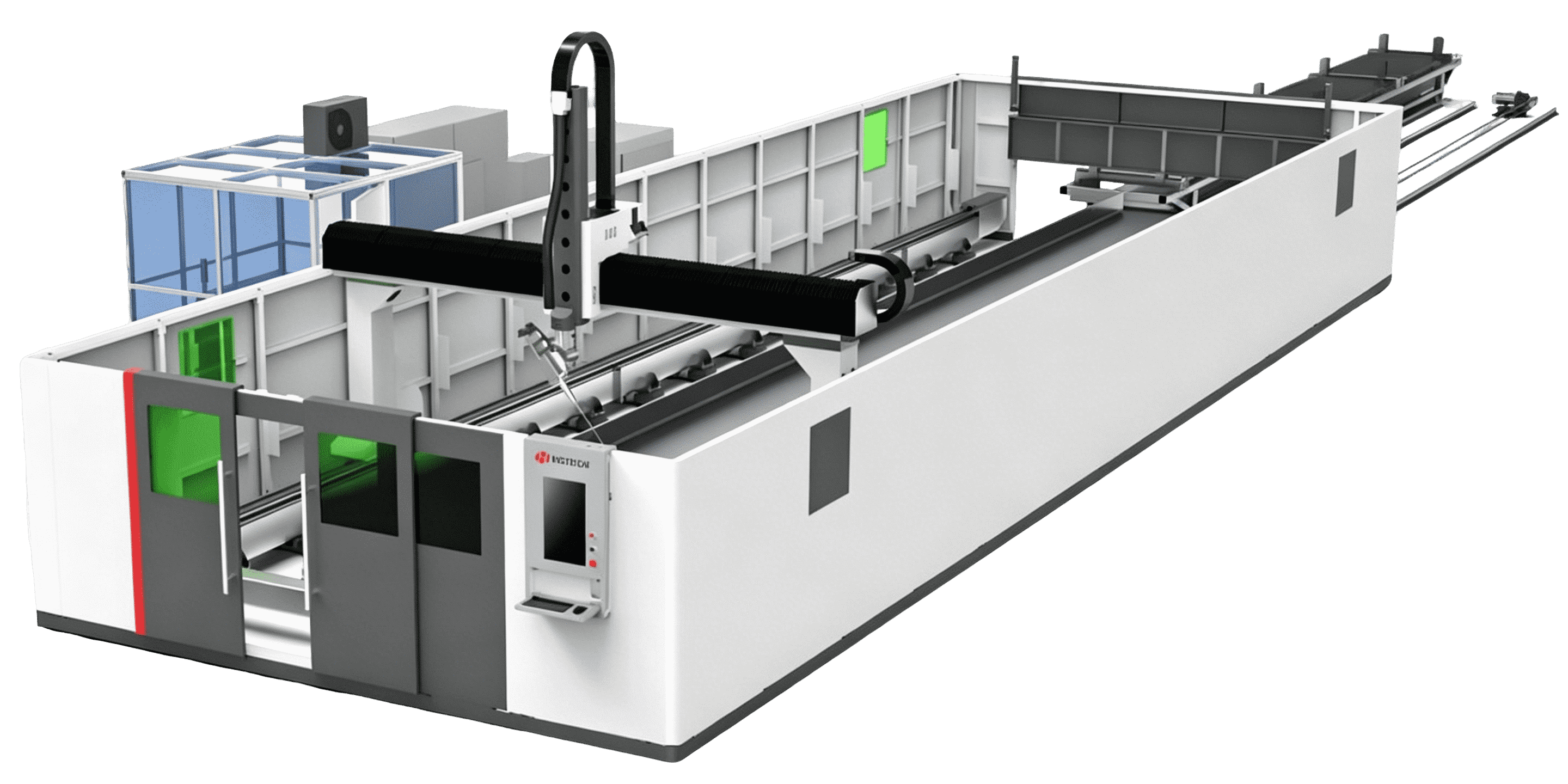
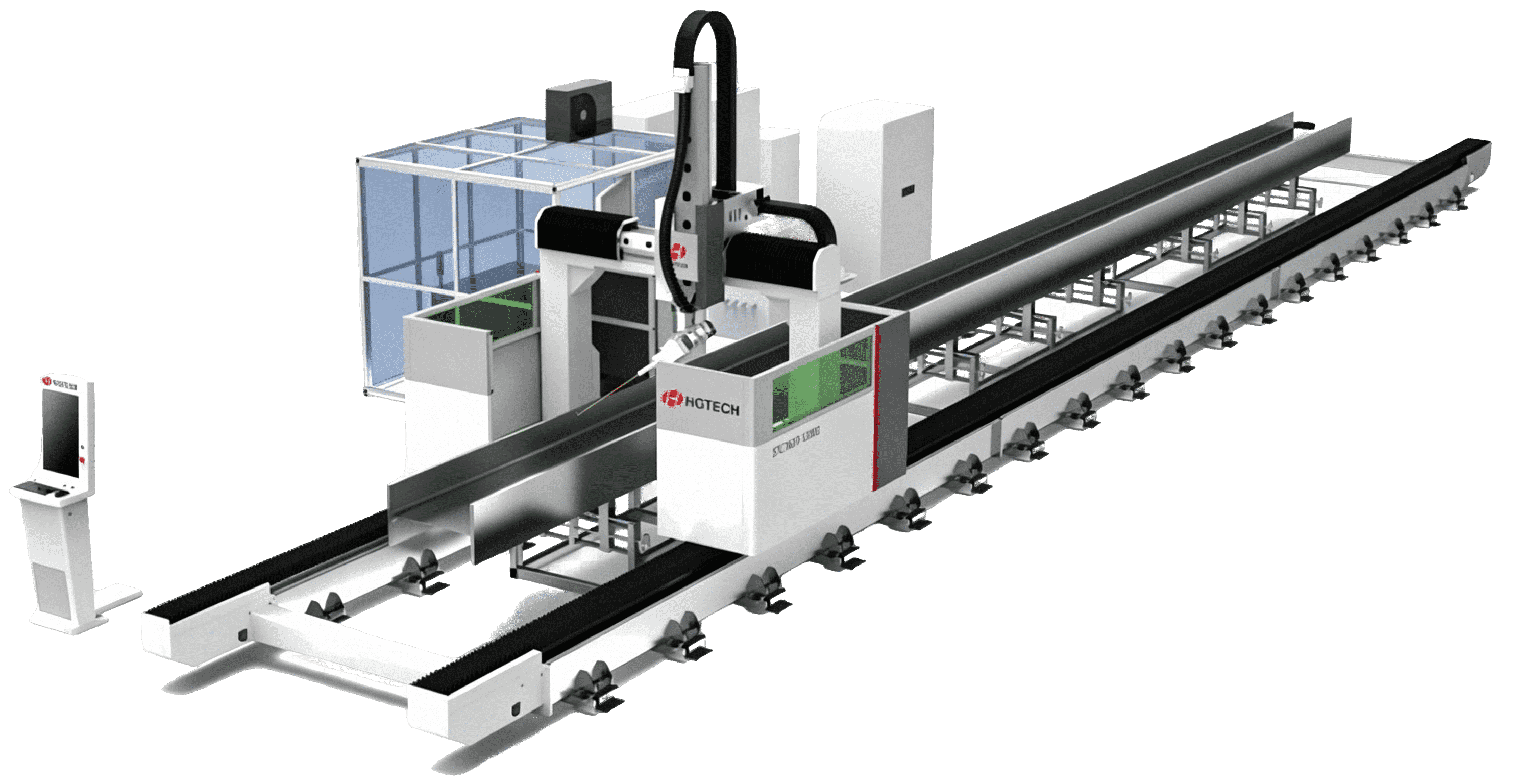
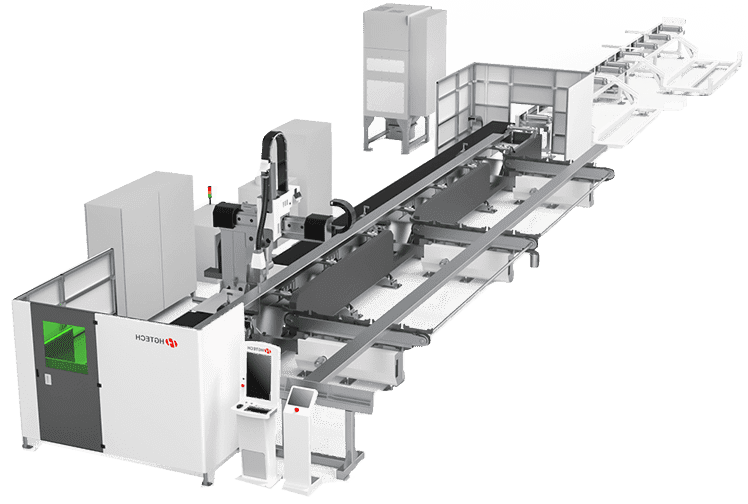
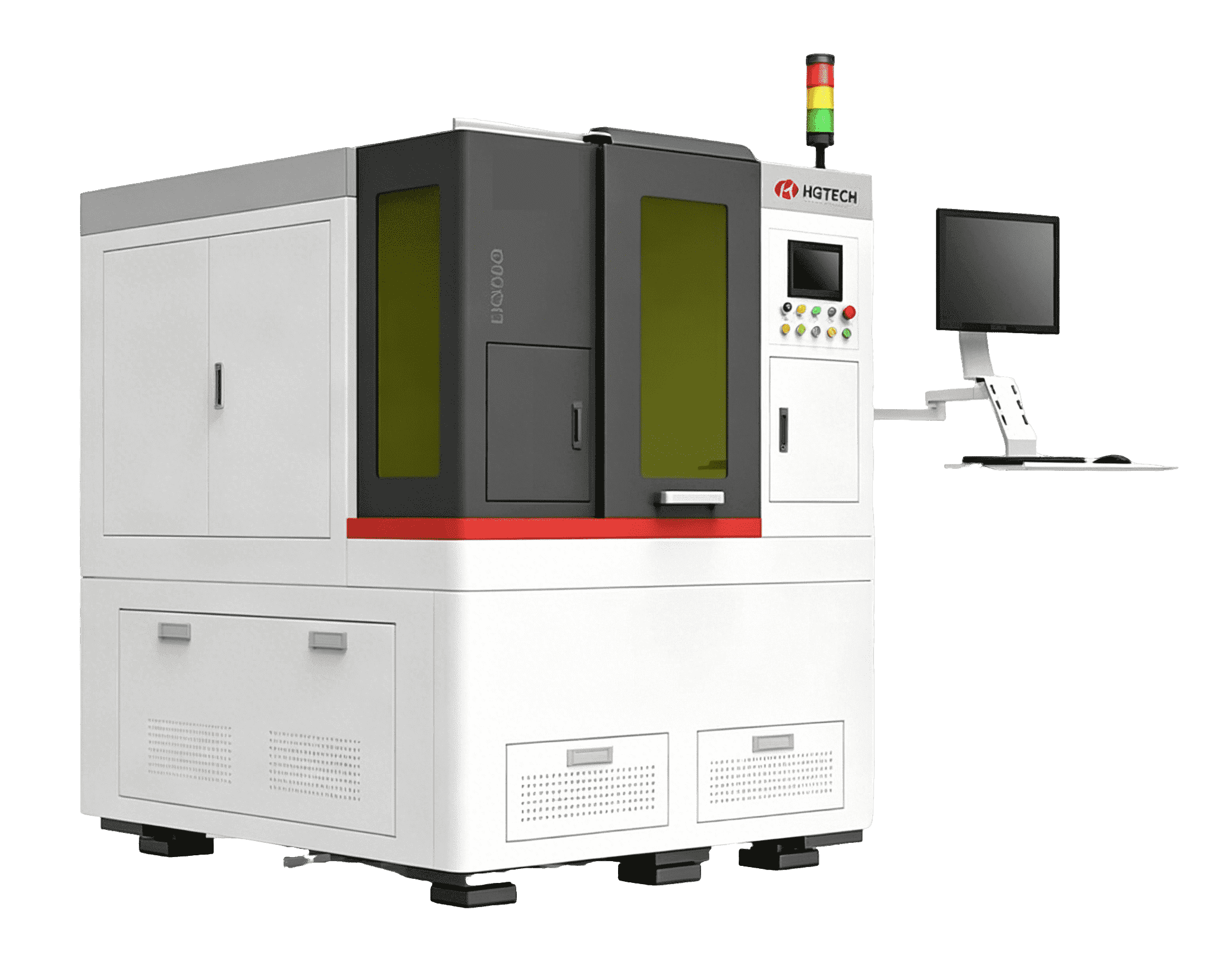
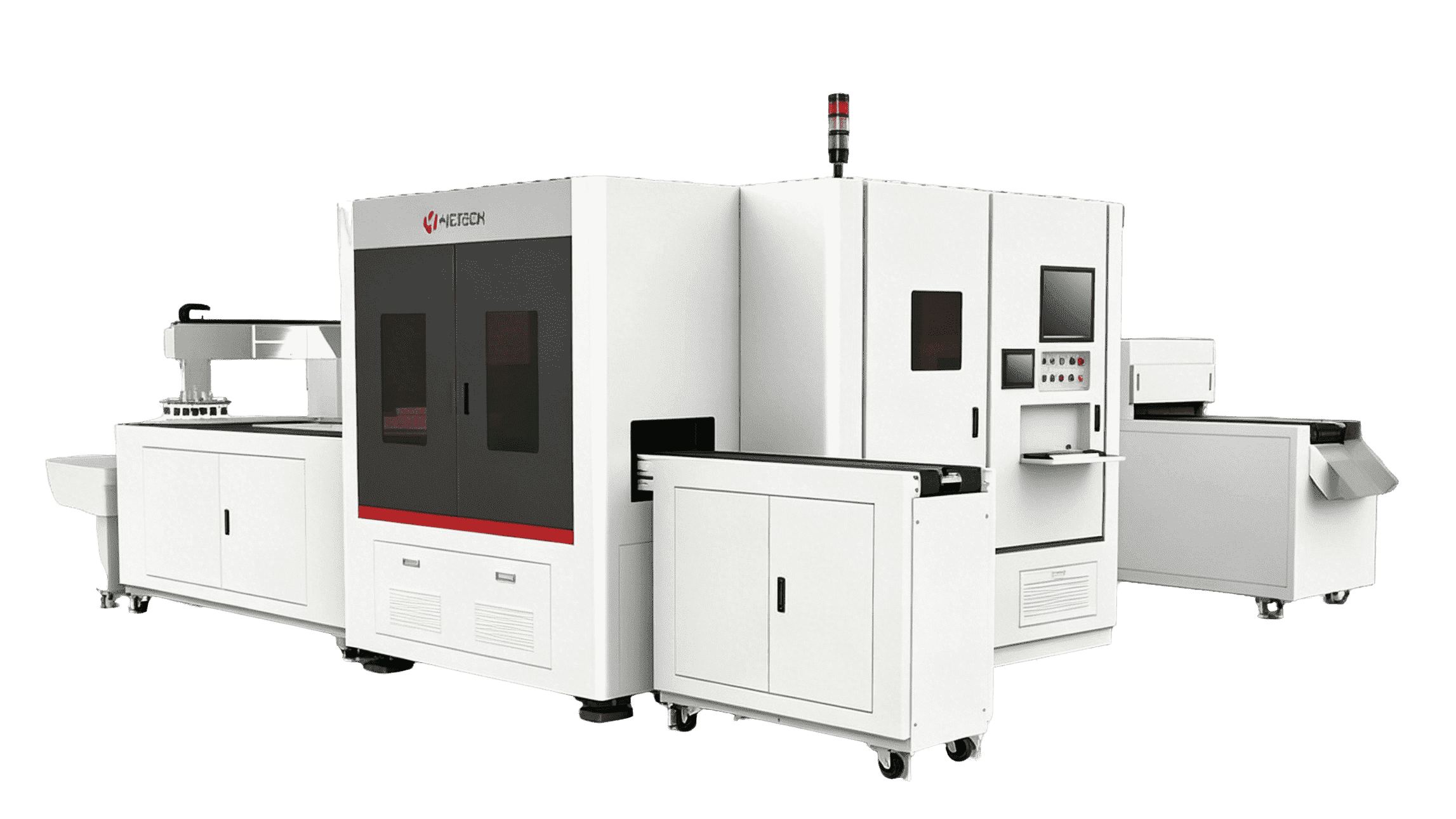
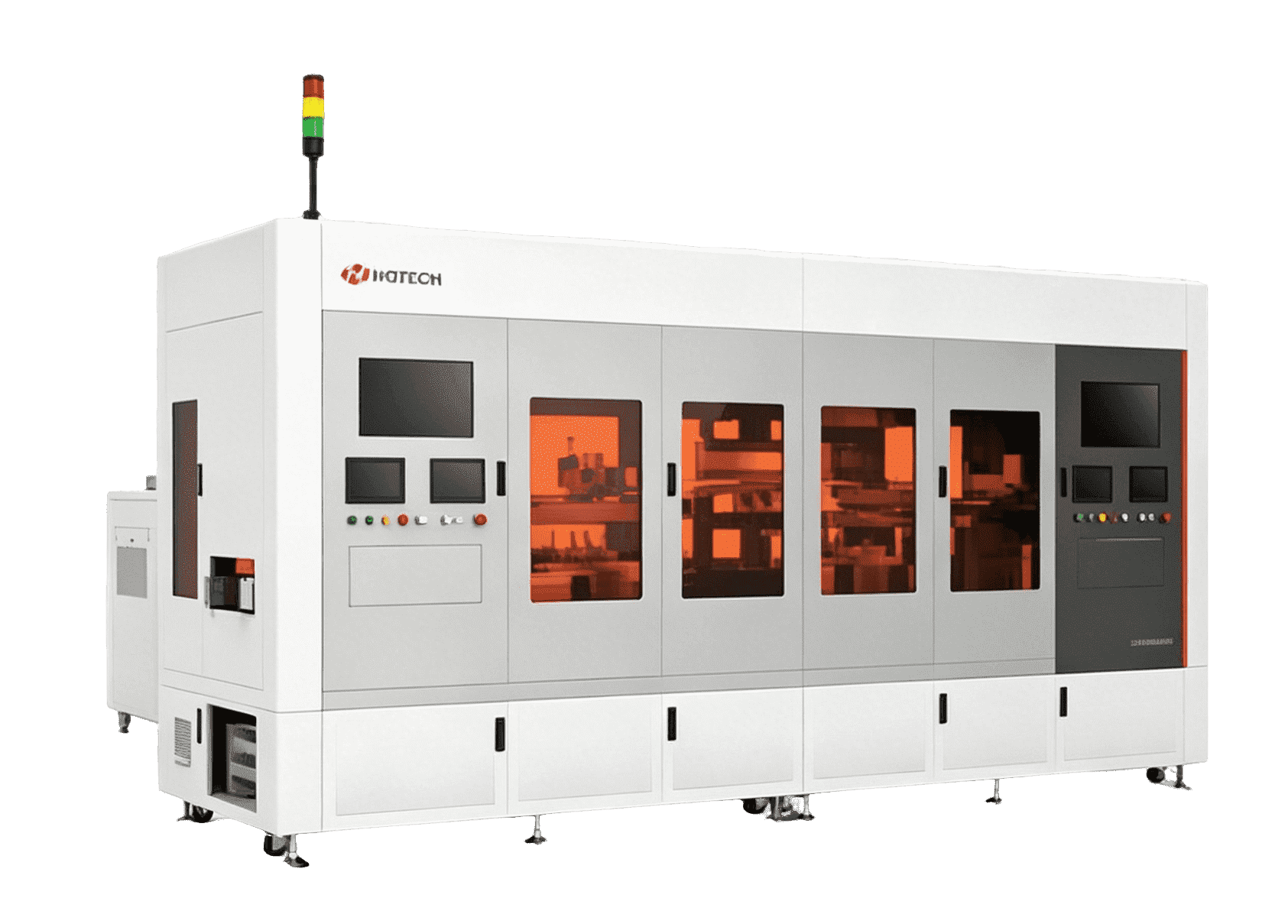
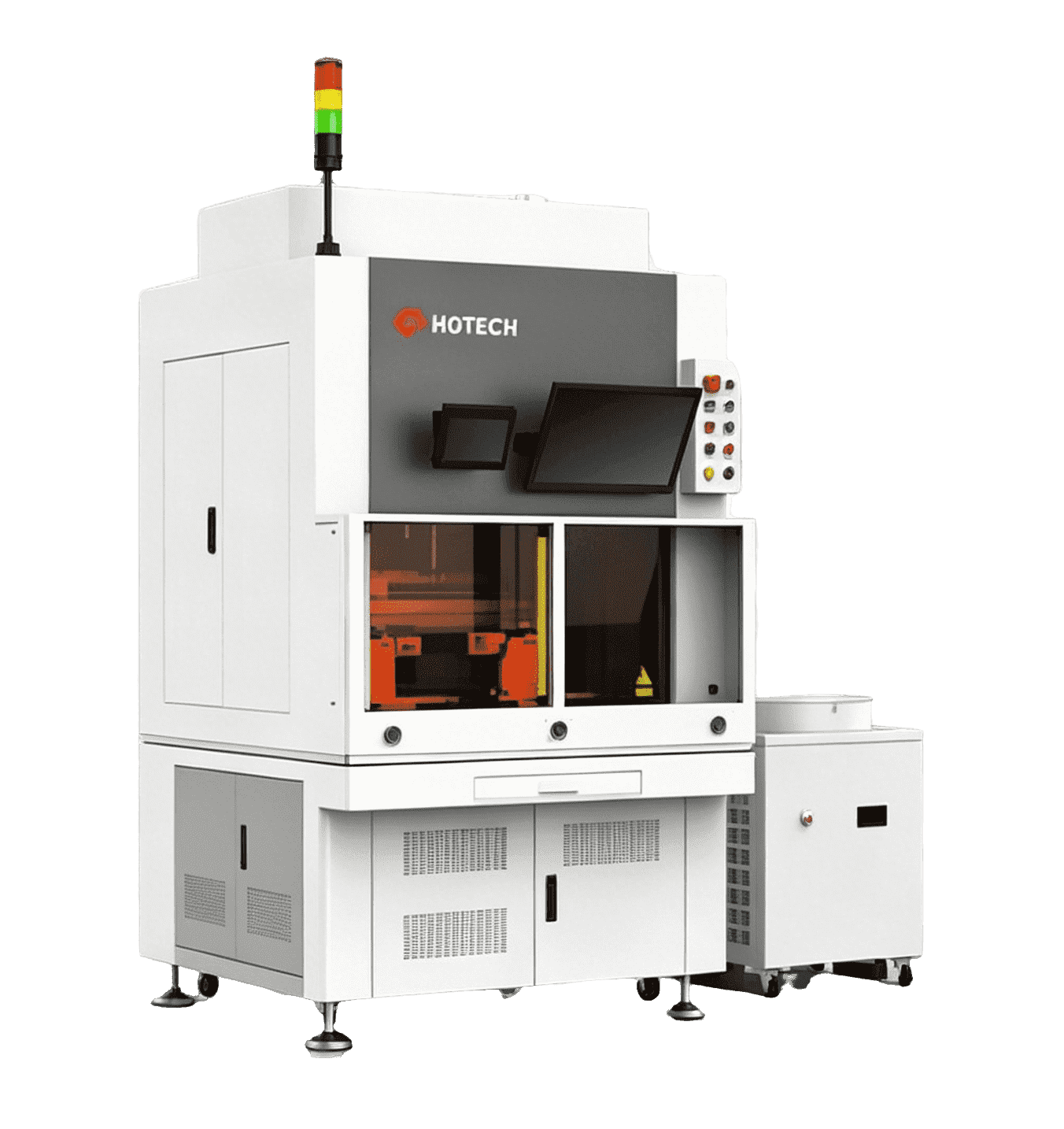
Laser cutting machine has a wide range of applications. It can cut both metal and non-metal. CO2 laser cutting machine can be used to cut non-metal, such as cloth and leather, and optical fiber laser cutting machine can be used to cut metal. Plate deformation is small.
Water cutting belongs to cold cutting, no thermal deformation, good cutting surface quality, no secondary processing, and it is easy to carry out secondary processing if necessary. Water cutting can punch and cut any material, with fast cutting speed and flexible processing size.
Plasma cutting machine can be used for cutting stainless steel, aluminum, copper, cast iron, carbon steel and other metal materials. Plasma cutting has obvious thermal effect, low precision, and it is not easy to carry out secondary processing on the cutting surface.
Wire cutting can only cut conductive materials. Cutting coolant is required in the cutting process, so it can't cut paper, leather and other non-conductive materials that are afraid of water and cutting coolant pollution.
2. Comparison of cutting thickness
The industrial application of laser cutting carbon steel is generally less than 20mm. The cutting capacity is generally less than 40mm. The industrial application of stainless steel is generally below 16mm, and the cutting capacity is generally below 25mm. Moreover, with the increase of workpiece thickness, the cutting speed decreases obviously.

The thickness of water cutting can be very thick, 0.8-100mm or even thicker materials.
The plasma cutting thickness is 0-120mm, and the best cutting quality range is about 20mm. The plasma system has the highest cost performance.
The thickness of wire cutting is generally 40 ~ 60mm, and the maximum thickness can reach 600mm.
3. Cutting speed comparison
Cutting 2mm thick low carbon steel plate with 1200W laser, and the cutting speed can reach 600cm / min; Cut 5mm thick polypropylene resin board, and the cutting speed can reach 1200cm / min. The cutting efficiency of WEDM is generally 20 ~ 60 mm2 / min, up to 300 mm2 / min; Obviously, the laser cutting speed is fast and can be used for mass production.
Water cutting speed is quite slow, which is not suitable for mass production.
Plasma cutting has slow cutting speed and low relative accuracy. It is more suitable for cutting thick plates, but the end face is inclined.
For metal processing, wire cutting has higher accuracy, but the speed is very slow. Sometimes it needs other methods to pierce and thread, and the cutting size is greatly limited.
4. Comparison of cutting accuracy
The laser cutting incision is thin and narrow, both sides of the cutting seam are parallel and perpendicular to the surface, and the dimensional accuracy of the cutting parts can reach ± 0.2mm.
Plasma can reach within 1mm.
The water cutting will not produce thermal deformation, and the accuracy is ± 0.1mm. If the dynamic water cutting machine is used, the cutting accuracy can be improved, and the cutting accuracy can reach ± 0.02mm to eliminate the cutting slope.
The machining accuracy of WEDM is generally ± 0.01 ~ ± 0.02mm, up to ± 0.004mm.
5. Slit width comparison
Laser cutting is more precise than plasma cutting, and the cutting seam is small, about 0.5mm.
Plasma cutting seam is larger than laser cutting, about 1-2mm.
The cutting seam of water cutting is about 10% larger than the diameter of the cutter tube, generally 0.8-1.2mm. With the expanding of the diameter of the sand knife tube, the larger the notch is.
The cutting seam width of wire cutting is the smallest, generally about 0.1-0.2mm.
6. Comparison of cutting surface quality
The surface roughness of laser cutting is not as good as that of water cutting. The thicker the material, the more obvious it is.
Water cutting will not change the texture of the material around the cutting seam (laser belongs to thermal cutting, which will change the texture around the cutting area).
7. Comparison of production input cost
1) Laser cutting machines for different purposes have different prices. The cheap carbon dioxide laser cutting machine is only twenty or thirty thousand, and the expensive 1000W fiber laser cutting machine is now more than one million. Laser cutting has no consumables, but the equipment investment cost is the highest among all cutting methods, and it is not a little higher, and the use and maintenance cost is also quite high.

3) The cost of water cutting equipment is second only to laser cutting, with high energy consumption, high use and maintenance cost, and the cutting speed is not as fast as plasma, because all abrasives are disposable and discharged into nature once used, so the environmental pollution is also serious.
4) Wire cutting is generally about tens of thousands of pieces. But wire cutting has consumables, such as molybdenum wire, cutting coolant, etc. There are two kinds of wires commonly used in wire cutting. One is molybdenum wire (molybdenum is precious), which is used for fast wire walking equipment. The advantage is that molybdenum wire can be reused for many times; The other is to use copper wire (much cheaper than molybdenum wire anyway) for slow wire walking equipment. The disadvantage is that copper wire can only be used once. In addition, fast wire walking machine is much cheaper than slow wire walking machine. The price of a slow wire walking machine is equal to 5 or 6 fast wires.