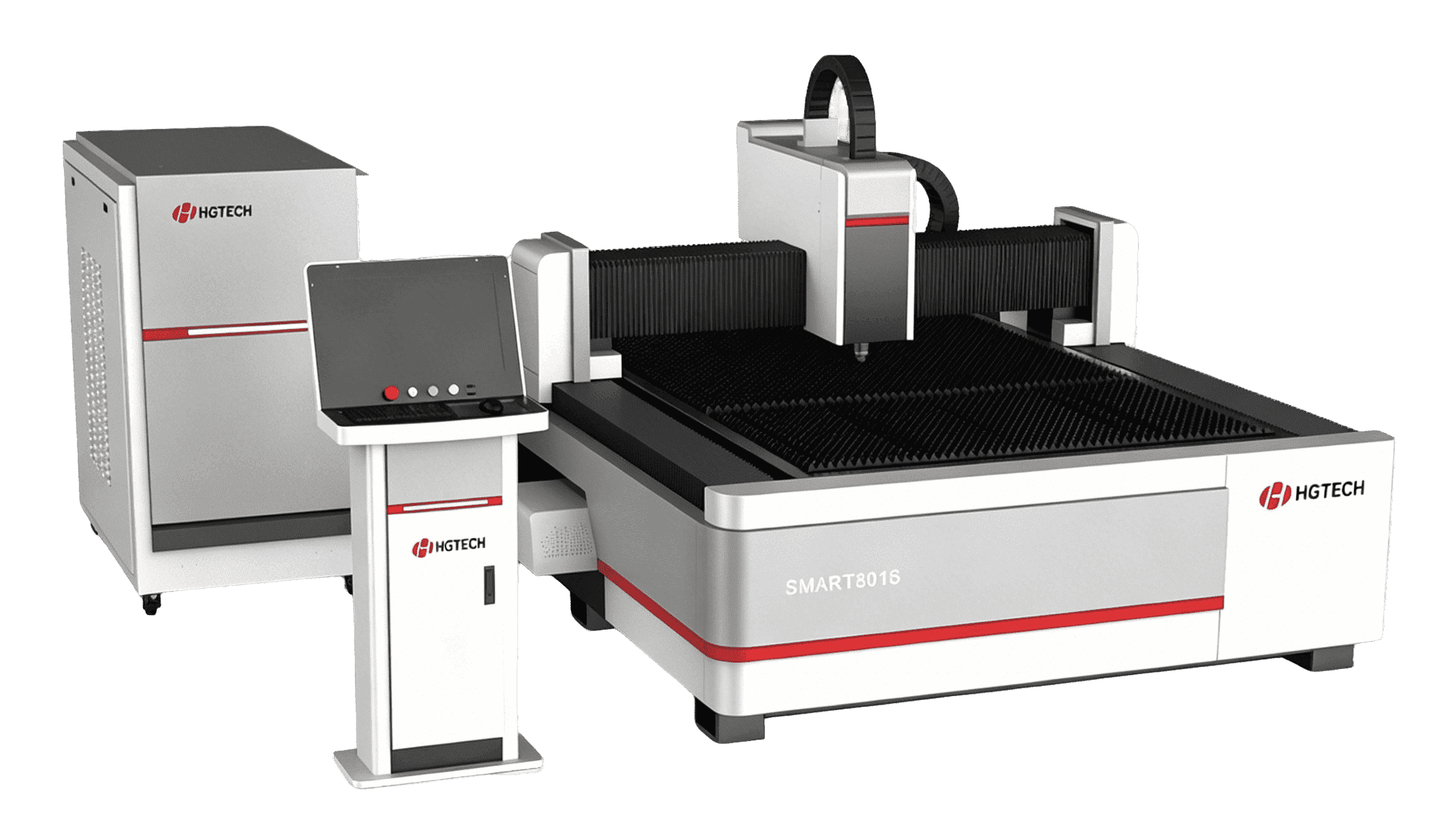
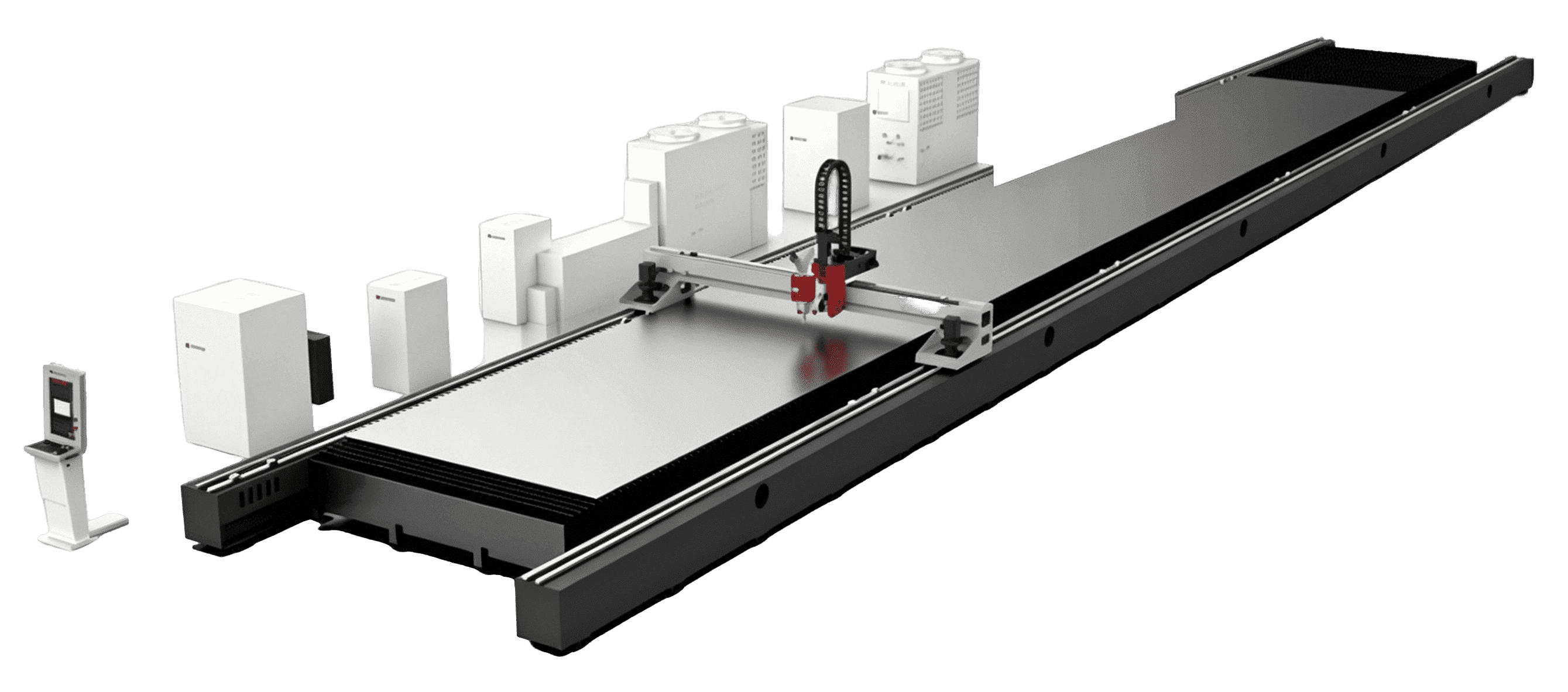
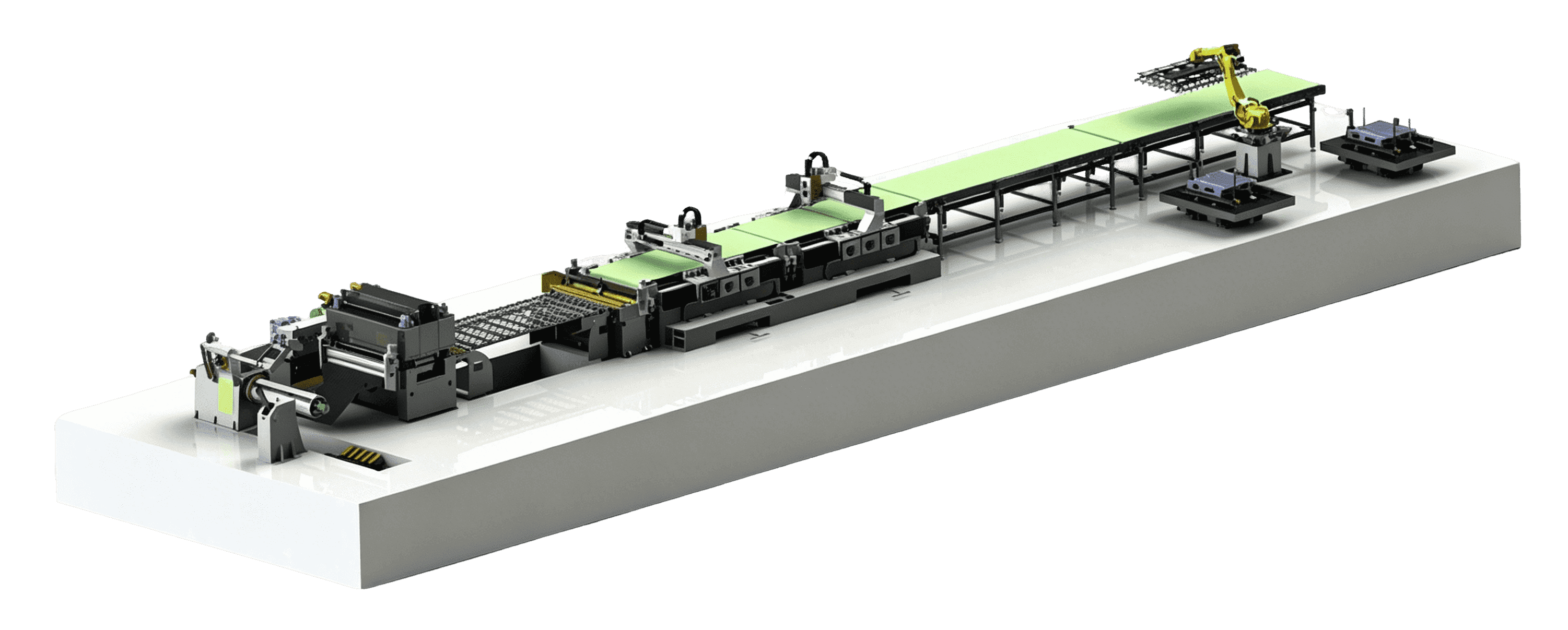
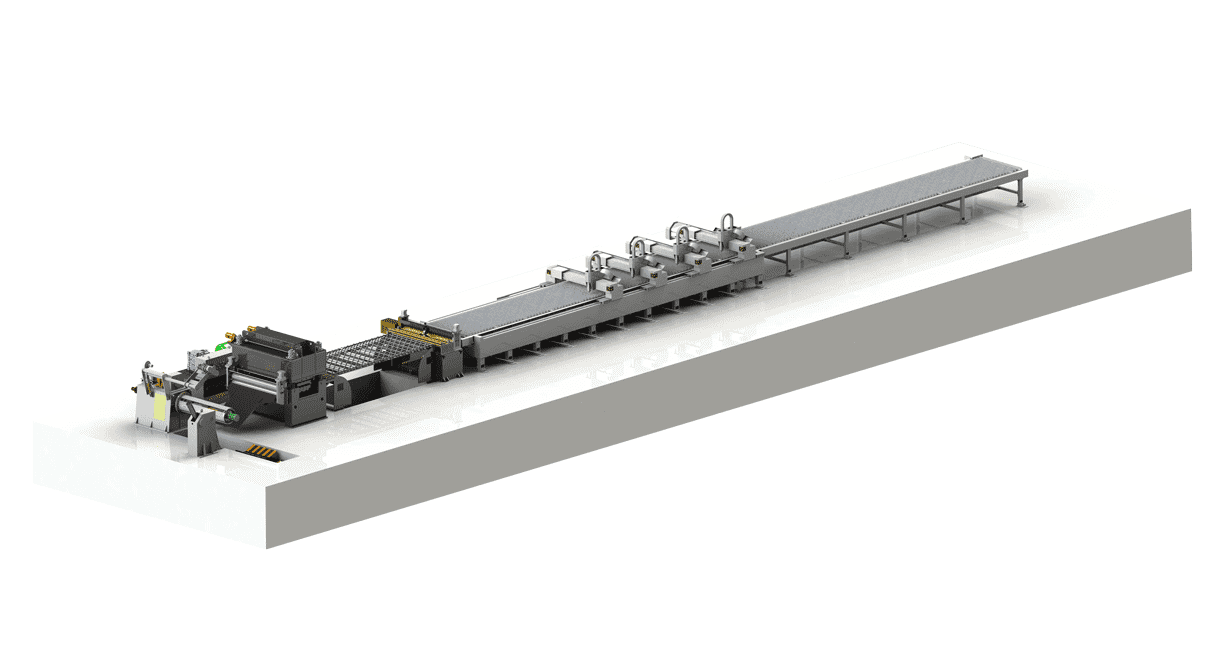
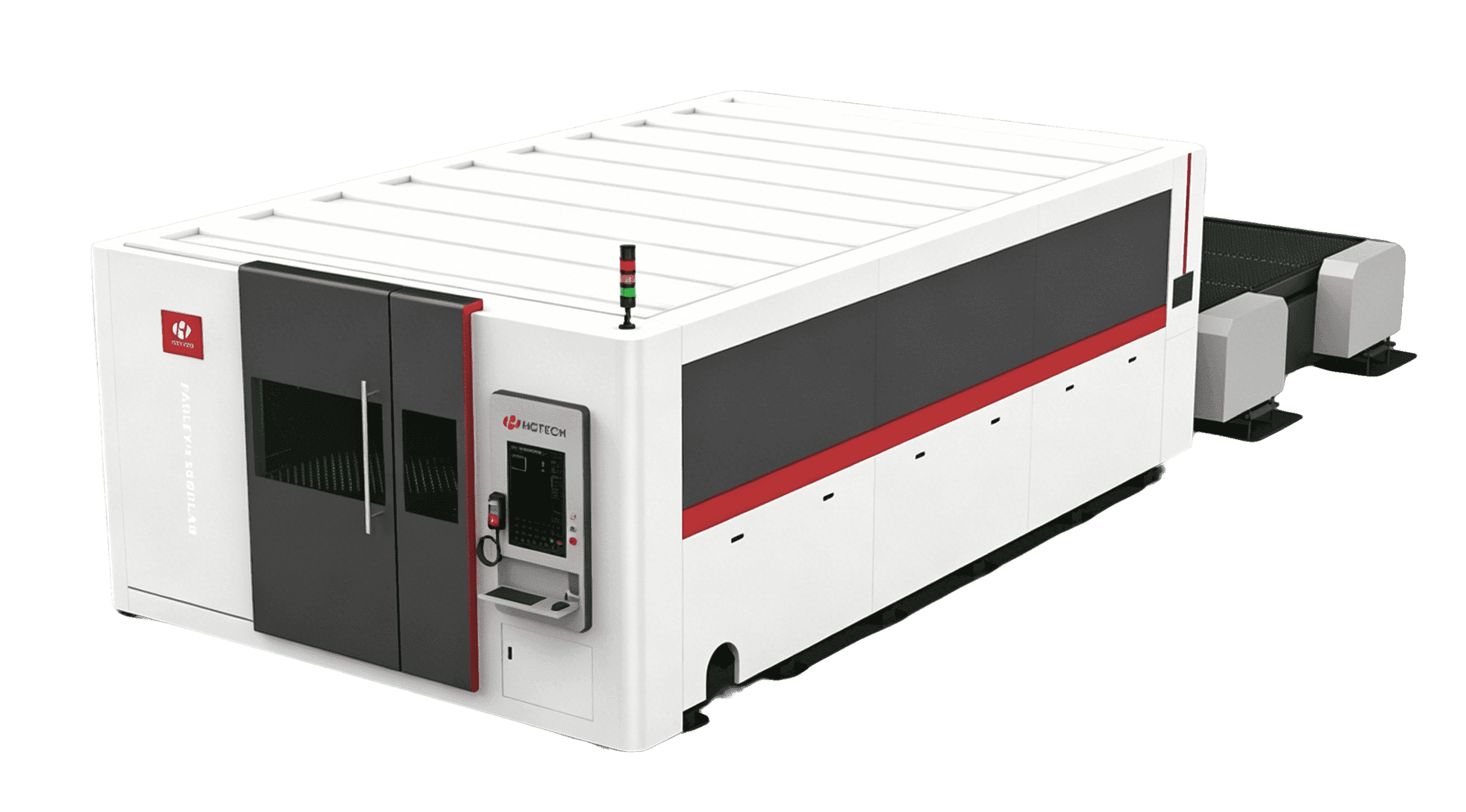
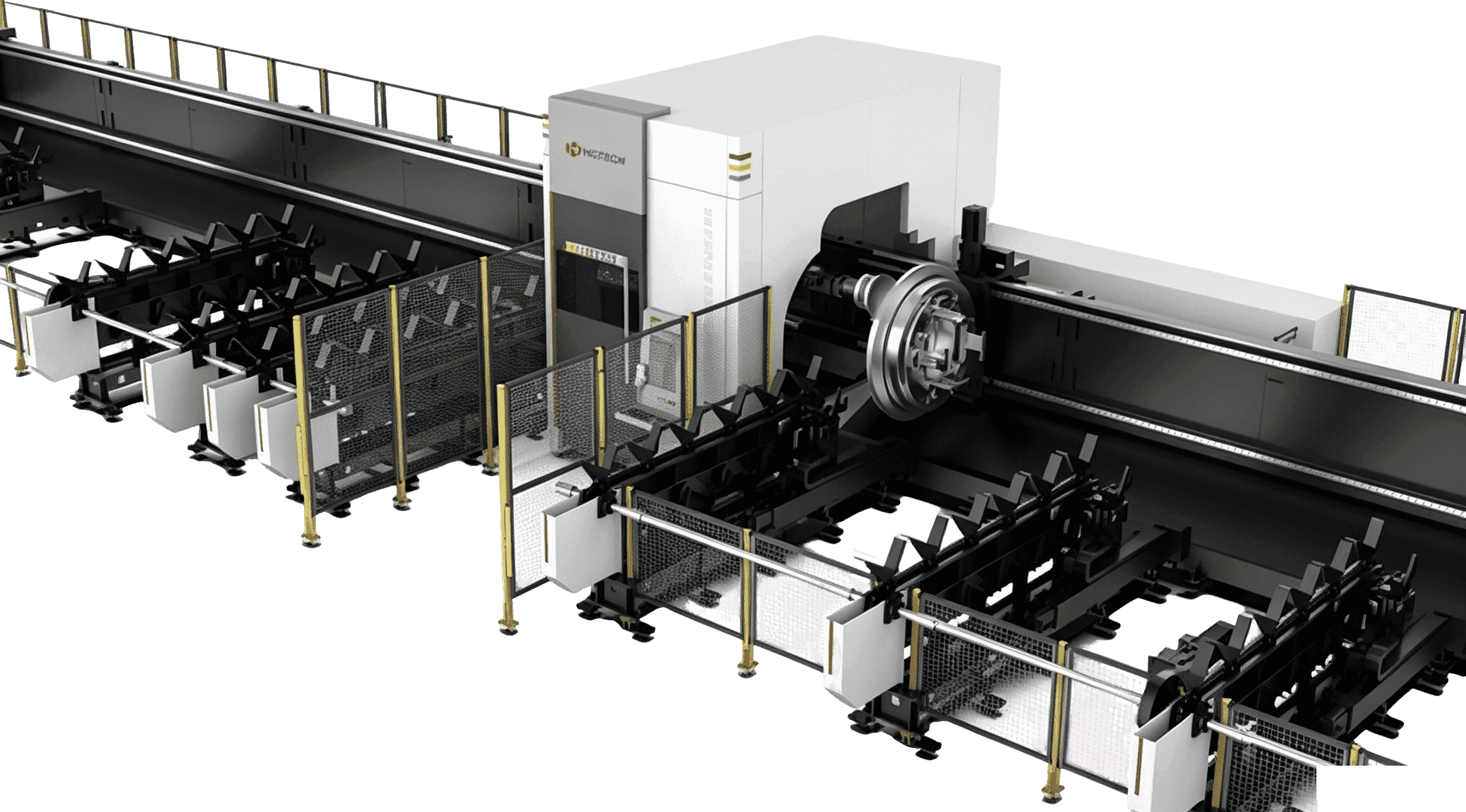
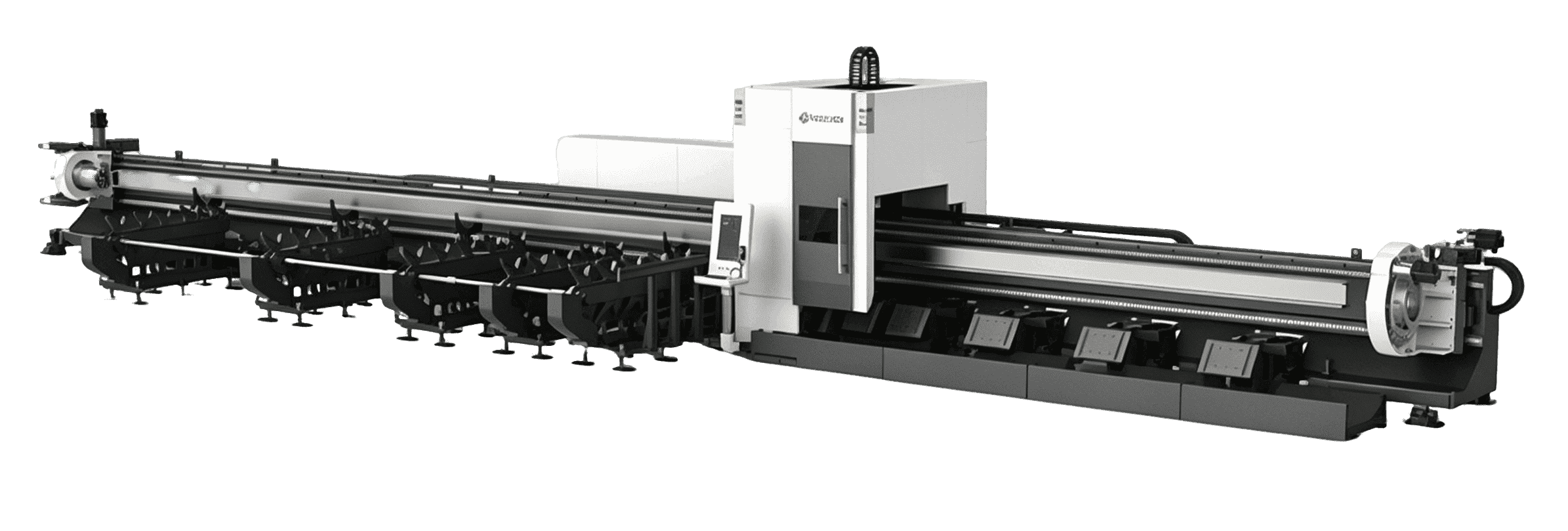
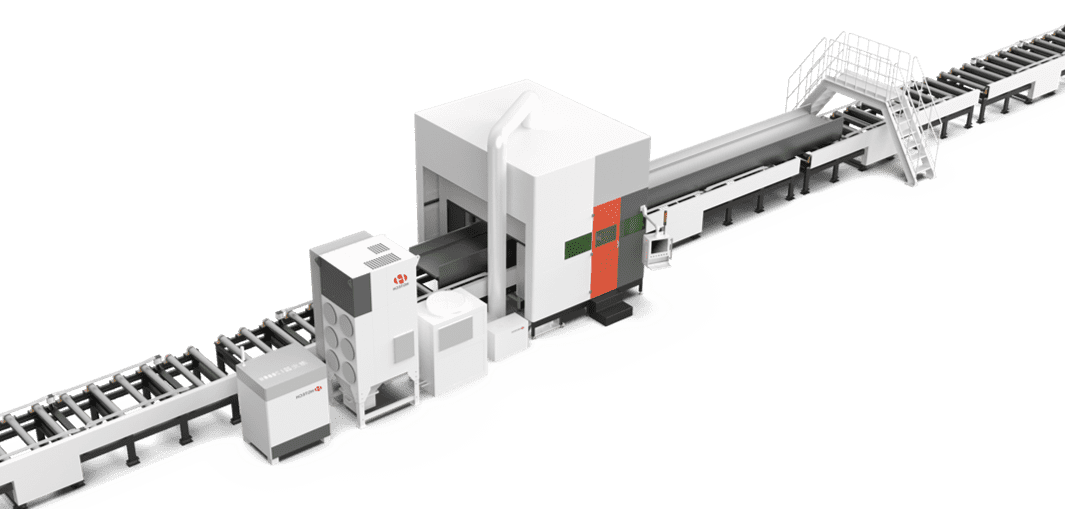
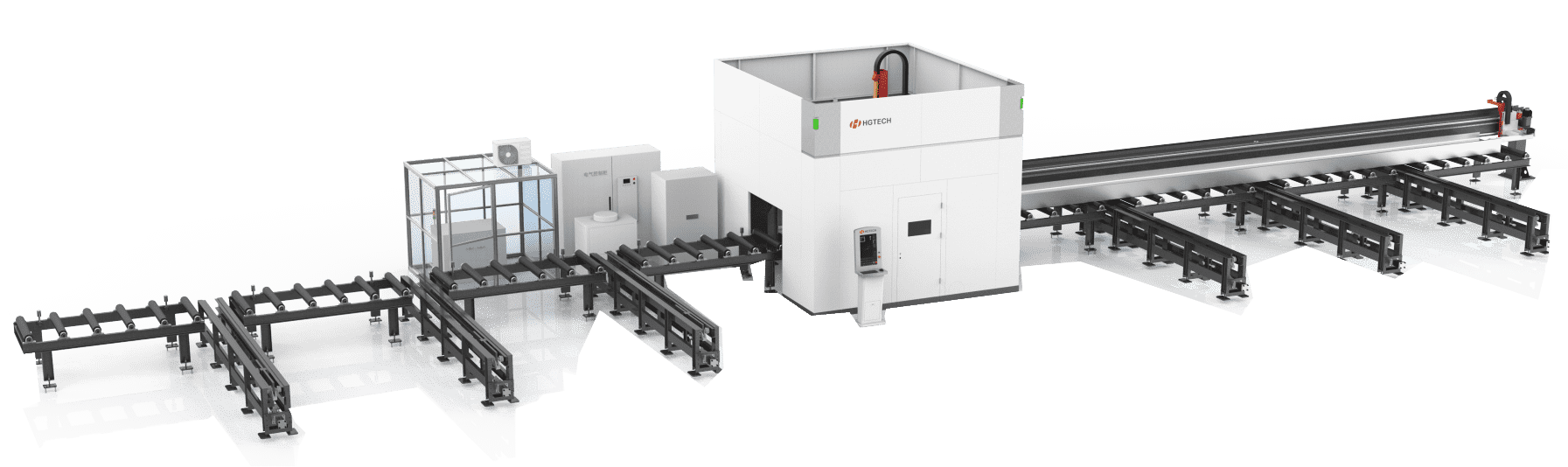
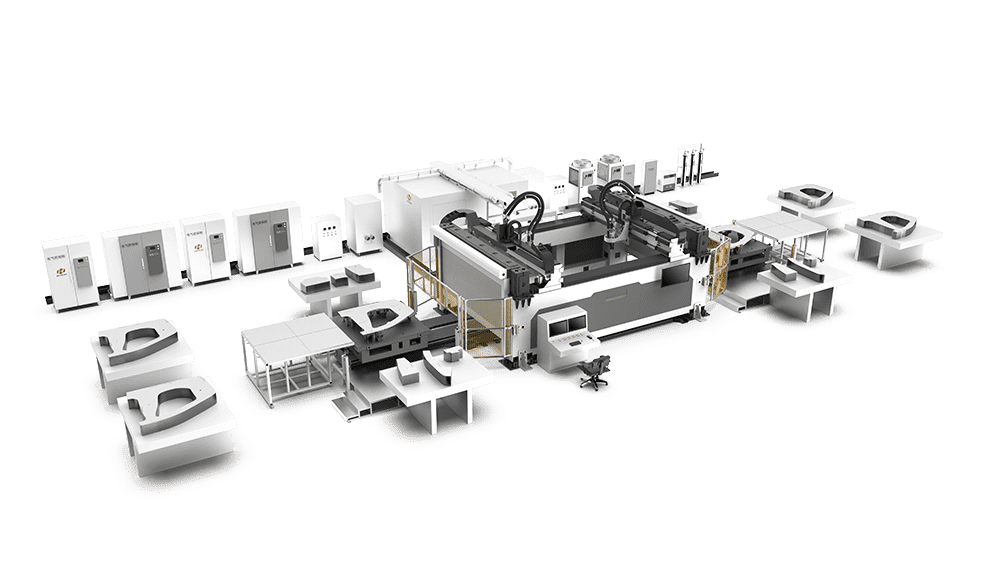
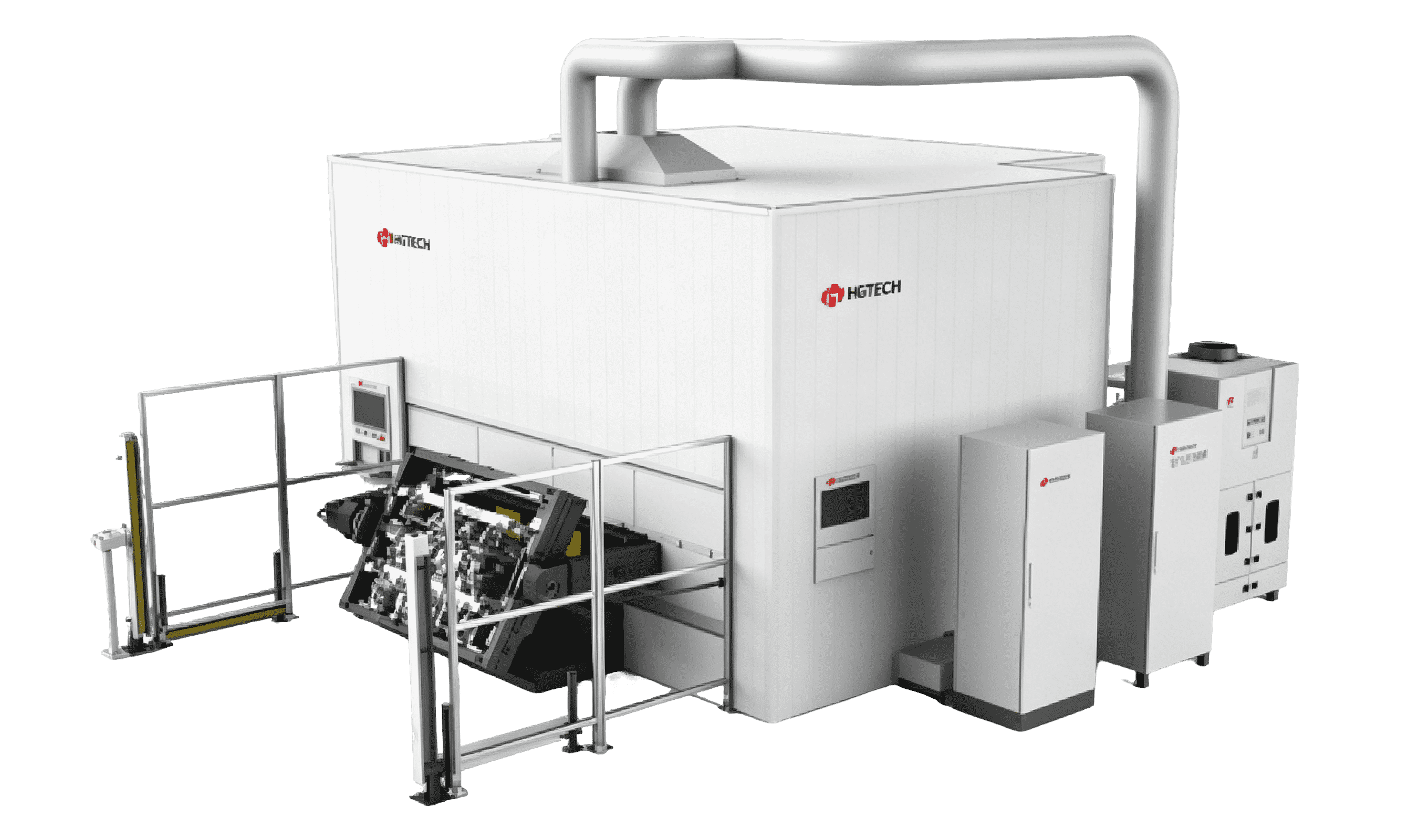
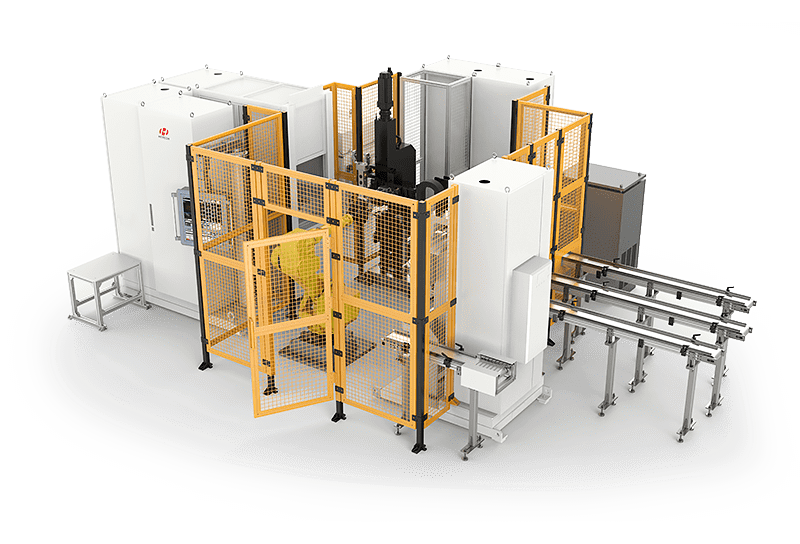
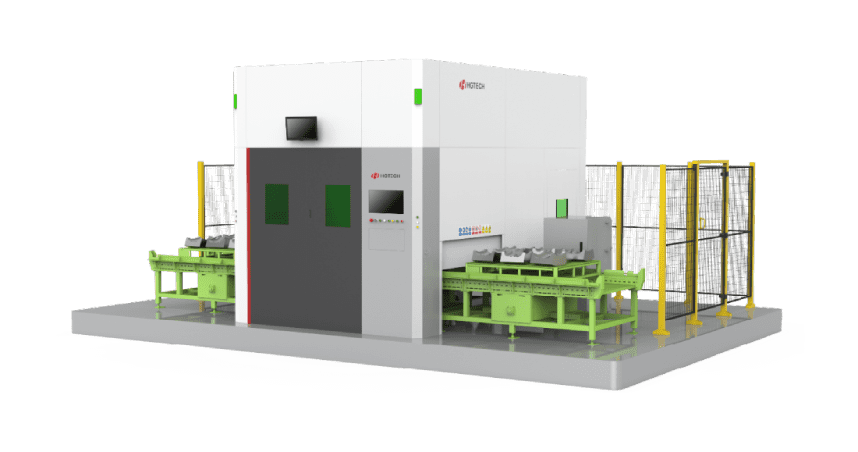
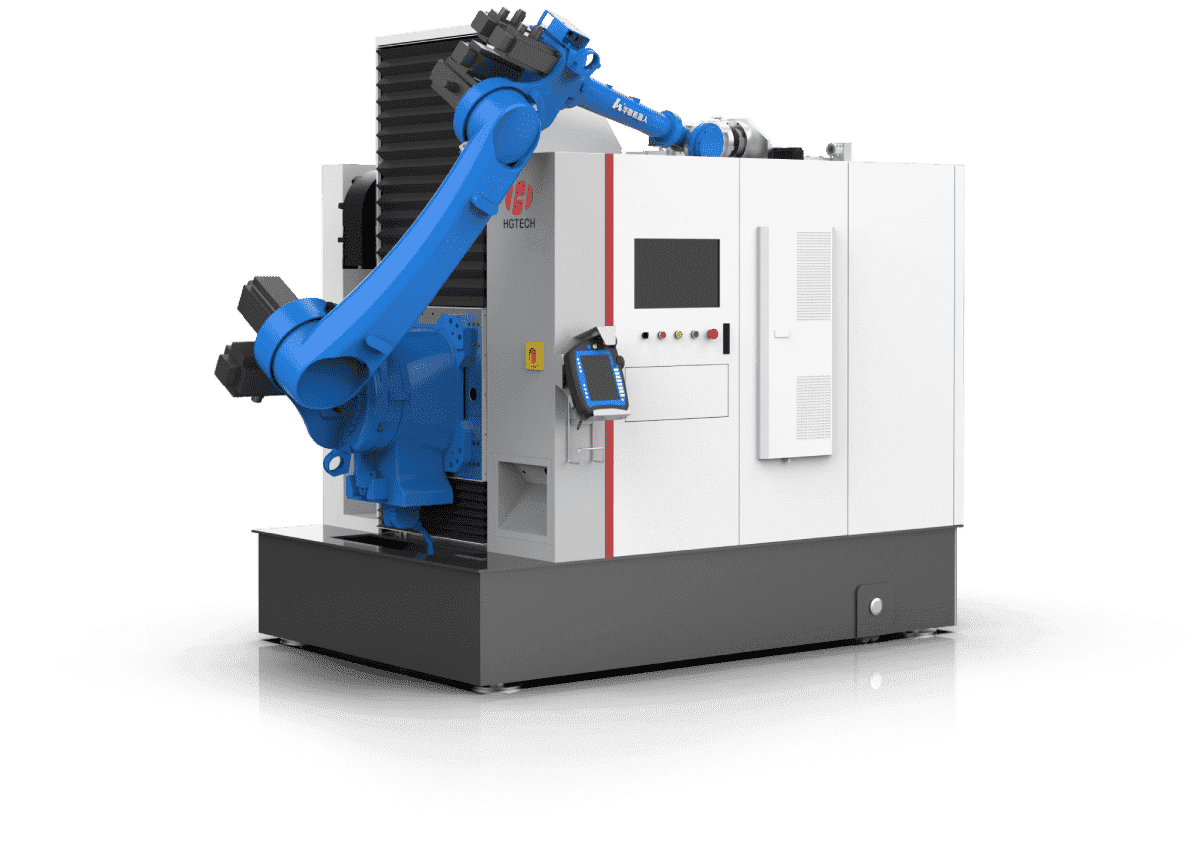
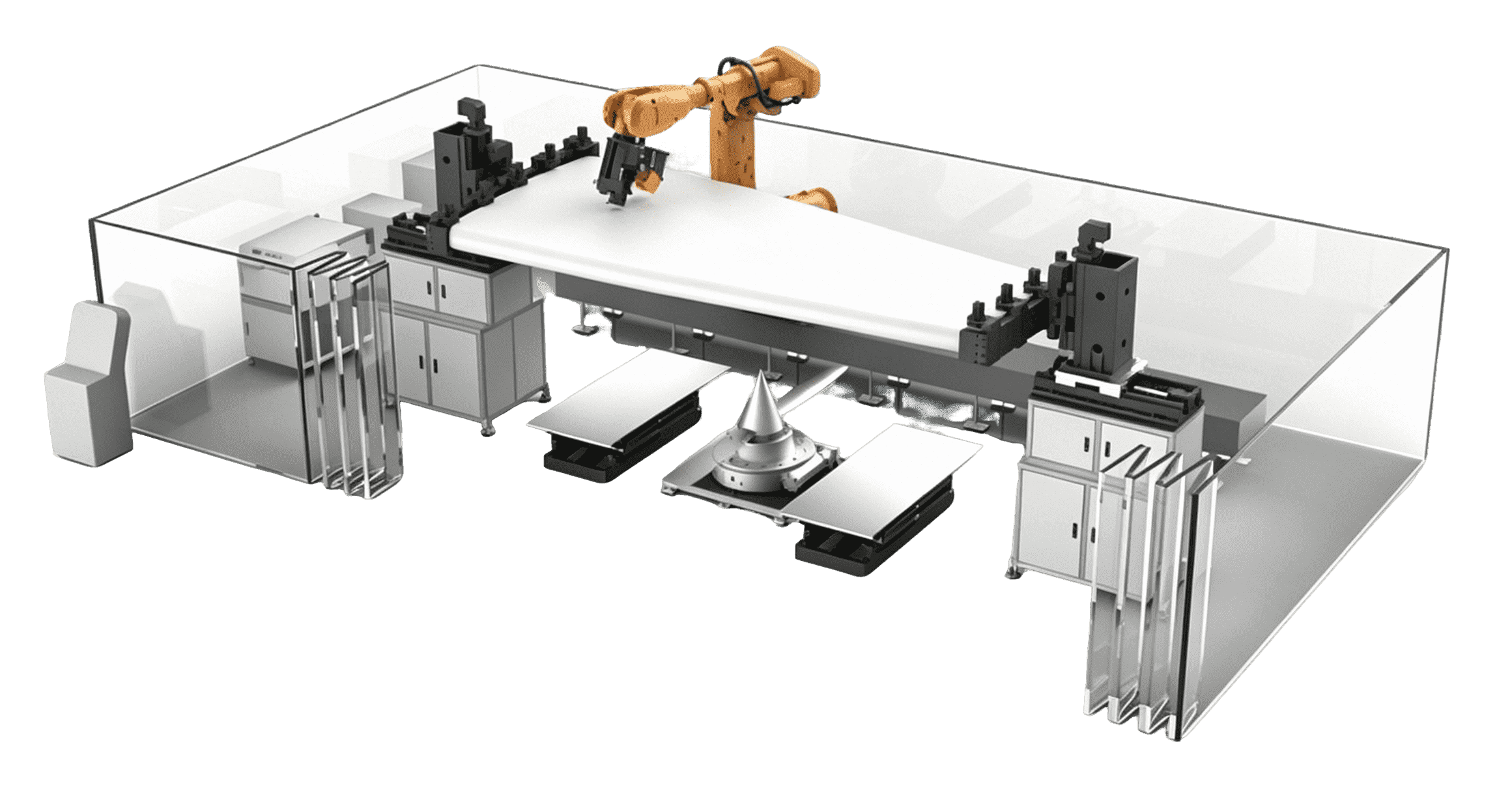
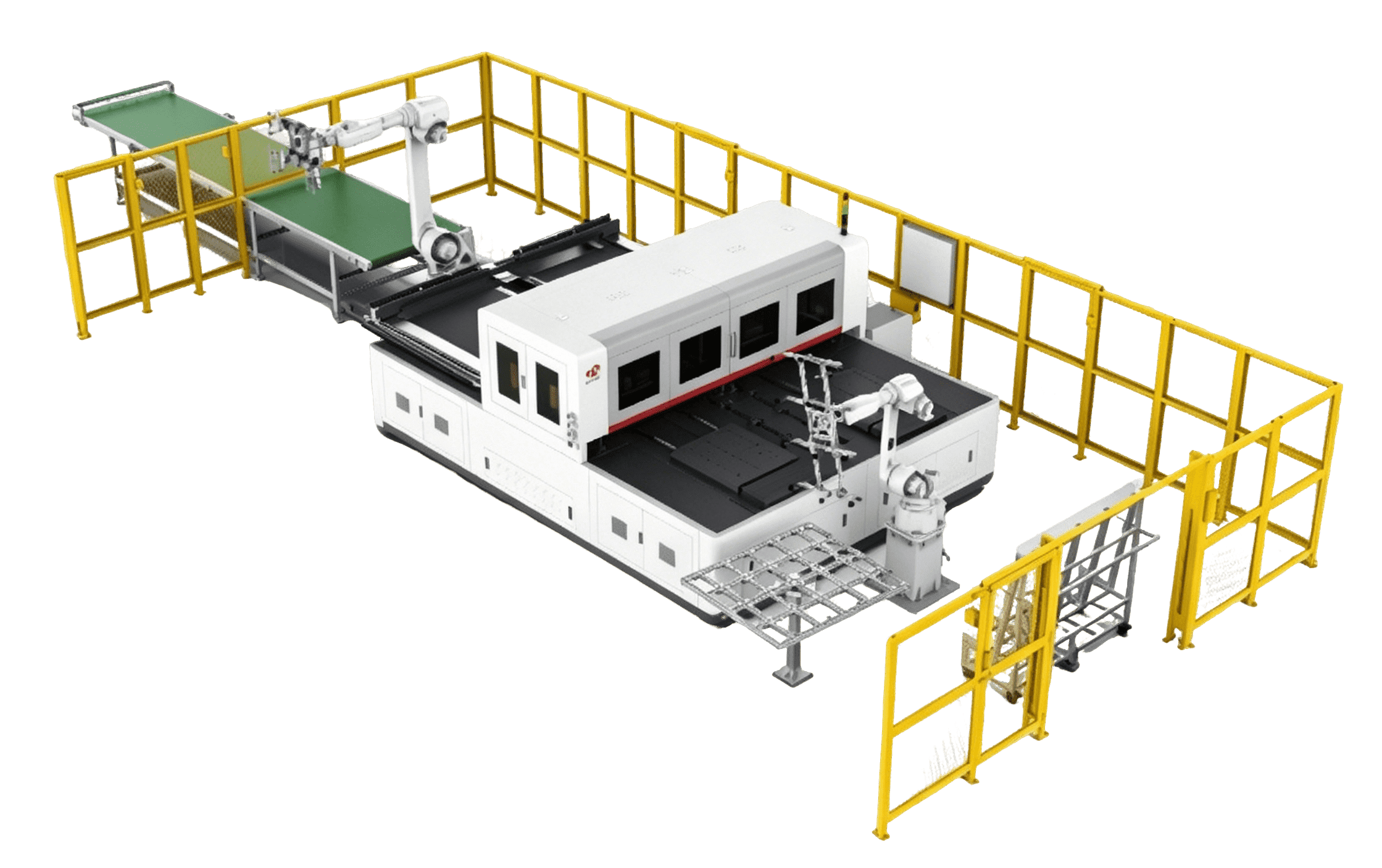
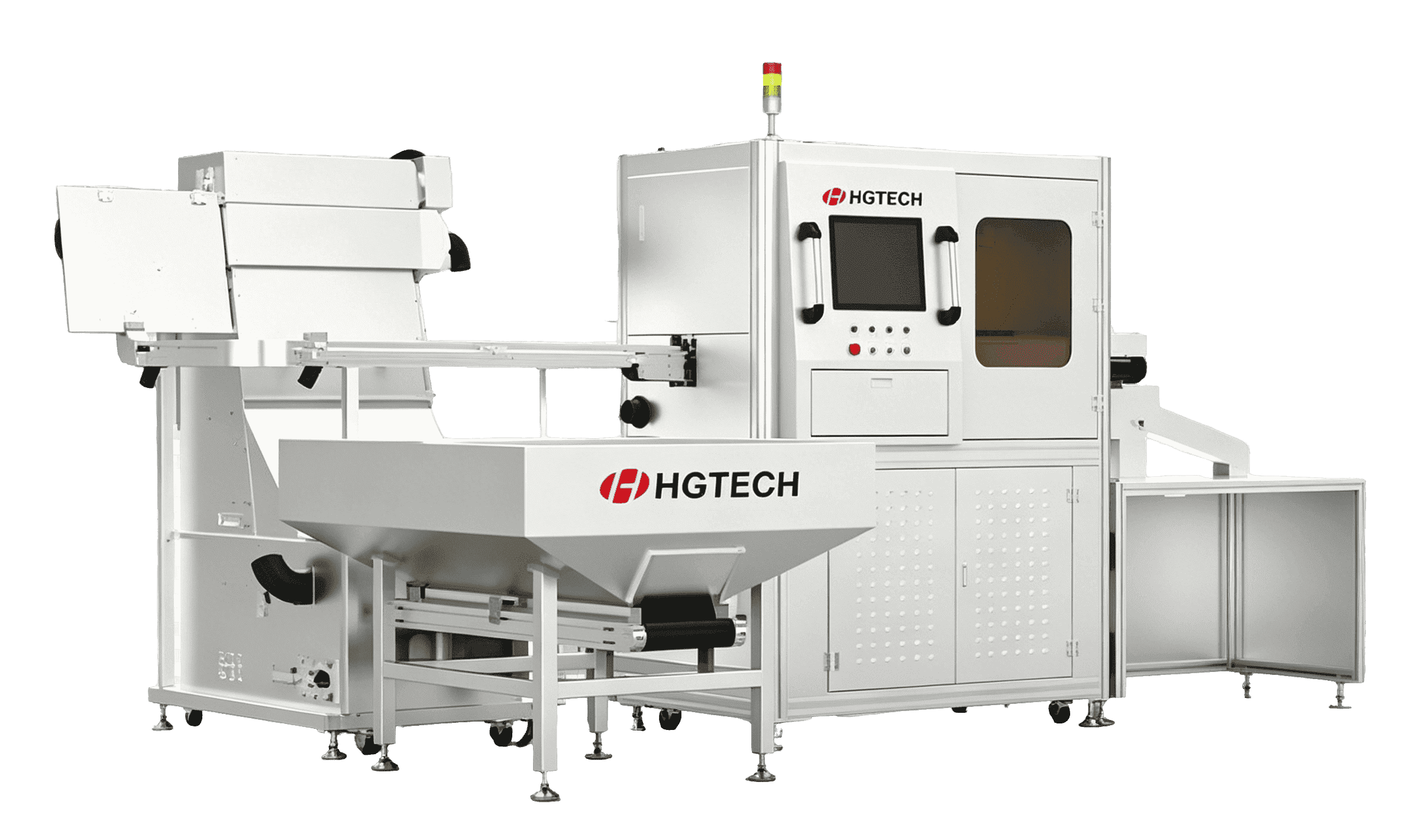
Automobile Industry
Automotive Laser Manufacturing


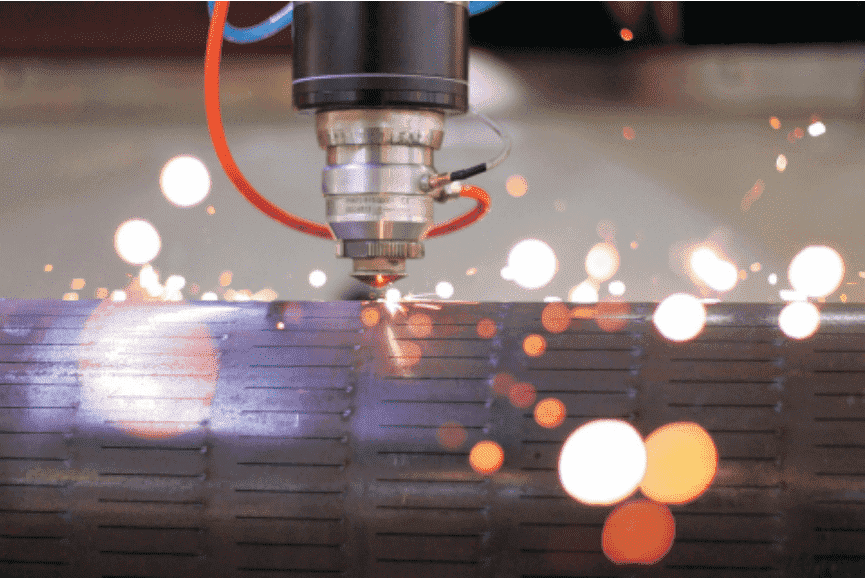





















































There are supersonic nozzles, and the corresponding ones are subsonic nozzles. The role of the nozzle in the laser cutting process is very important, and we will not repeat it here. But what we must know is the role of auxiliary gas. In addition to the role of slag discharge during the cutting process, the auxiliary gas has the following three important functions:
1)It can speed up the cooling rate of the side of the cutting seam, reduce the heat-affected zone of laser cutting, and help to form a smooth cutting surface;
2)When oxygen is used as an auxiliary gas, the oxidation reaction can provide a heat source to realize thick plate cutting. However, due to the high viscosity of metal oxides, oxygen-assisted cutting is mainly used for carbon steel;
3)When the inert gas is used as an auxiliary gas, it can protect the surface of the cutting opening from oxidation reaction, and at the same time, protect the material characteristics in the cutting seam from changing, thereby forming a uniform and clean cutting surface.
Tips: Generally, laser cutting nozzles are divided into single and double layers. Single layer nozzles are used for melting and cutting, that is, air or nitrogen is used as auxiliary gas. They are usually used for cutting stainless steel, aluminum alloy, brass, etc.; double-layer nozzles are generally used For oxidative cutting, oxygen is used as an auxiliary gas, which is usually used for cutting carbon steel. Whether it is a supersonic nozzle or a subsonic nozzle, there are single and double layers.
What is a subsonic nozzle?
Regarding the brand, shape and model of the nozzle, there are two main nozzle designs currently mainstream on the market: "low-speed nozzle" (gas flow rate is less than the speed of sound) and "high-speed nozzle" (gas flow rate is close to the speed of sound). The above two kinds of nozzles are "subsonic nozzles", because the flow rate of the gas passing through the nozzles is less than the speed of sound.

What is a supersonic nozzle?
By analogy, we can know that a supersonic nozzle is a nozzle in which the gas velocity through the nozzle is greater than the speed of sound. Its structure generally includes three parts: convergent section, throat section, and divergent section.
Why use supersonic nozzles?
1)The influence of oxide viscosity
Among all the process parameters of laser cutting, auxiliary gas pressure and gas flow characteristics are important factors that affect cutting quality. When cutting thick steel plates, such as carbon steel, oxygen is used as an auxiliary gas, because iron oxides have low viscosity and are easier to remove from the cut.
Under normal circumstances, although the side of the laser cut cut of carbon steel contains a thin layer of iron oxide, in most cases, the quality of the cut surface of laser cut carbon steel is still acceptable.
However, because stainless steel contains chromium, and molten chromium oxide has a higher viscosity, it is easy to adhere to the side wall of the incision, so oxygen is also used as an auxiliary gas, and the processing quality of stainless steel is worse than that of carbon steel. If the gas pressure is not high at this time, it is difficult to remove these oxides.
The same problem also occurs when cutting aluminum and titanium alloys, because molten aluminum and titanium oxide also have a higher viscosity. In order to obtain a good cutting quality, the auxiliary gas must have a higher pressure. In fact, Cr, Al, and Ti alloys are all difficult to cut materials.
2)The influence of slag viscosity in the molten state
Laser cutting with inert gas as auxiliary gas can reduce the impact of the above problems to some extent, but the inert gas usually works in a very high pressure range of 8~25Bar, and the molten metal in the incision is under the action of the air current shearing force. To be taken away. Because there is no oxygen in the gas flow, metal oxides will not be formed in the incision.
Generally, pure metal in the molten state has a much lower viscosity than its oxides, and can be blown away relatively easily, so it is easy to form less thermal influence Zone and a smoother and cut surface free of oxide impurities.
The special structure of the supersonic nozzle can convert almost all the pressure of the auxiliary gas into kinetic energy, blow off the slag, and achieve a more perfect laser cutting surface.
In summary, the user can choose whether to use the supersonic nozzle according to the suggestions of the after-sales engineer and the model of the cutting machine purchased.
After all, the cutting effect of the supersonic nozzle is very fantastic.